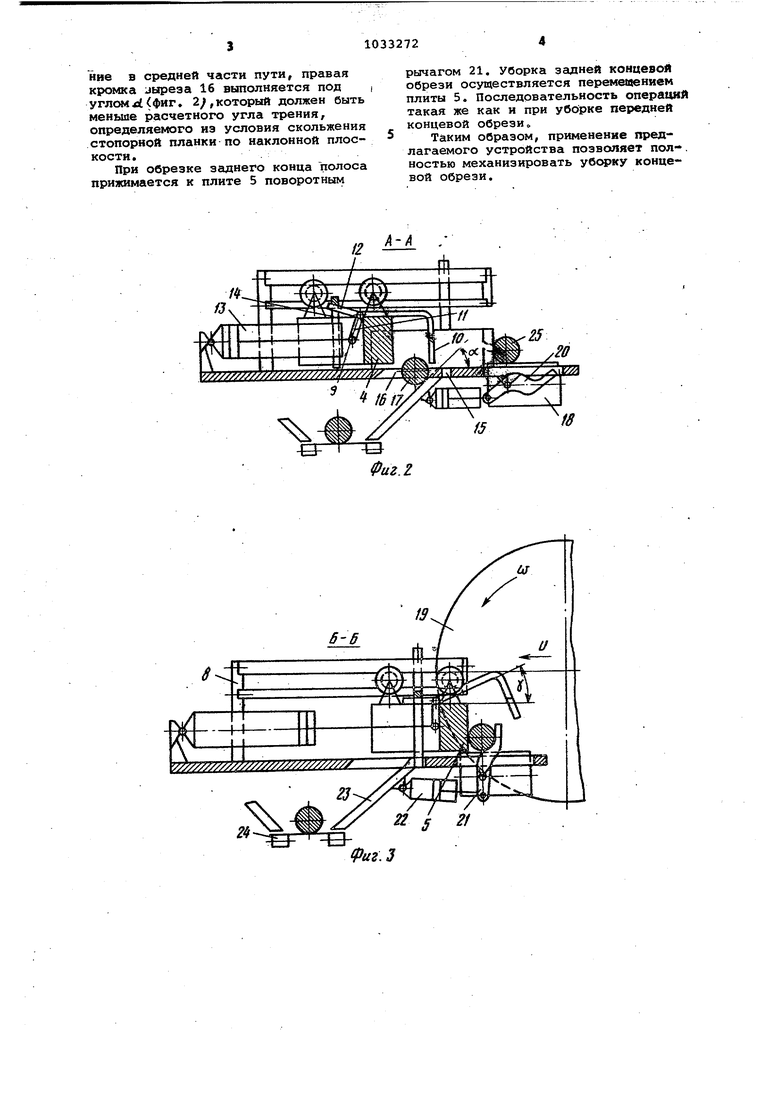
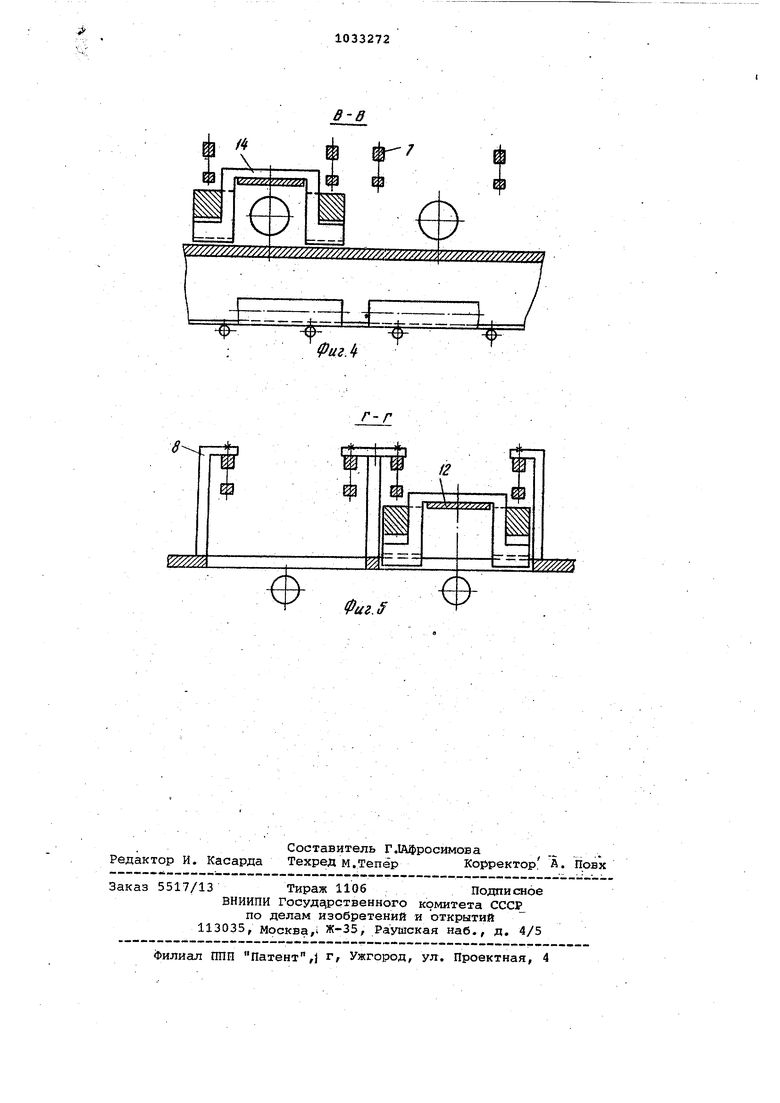
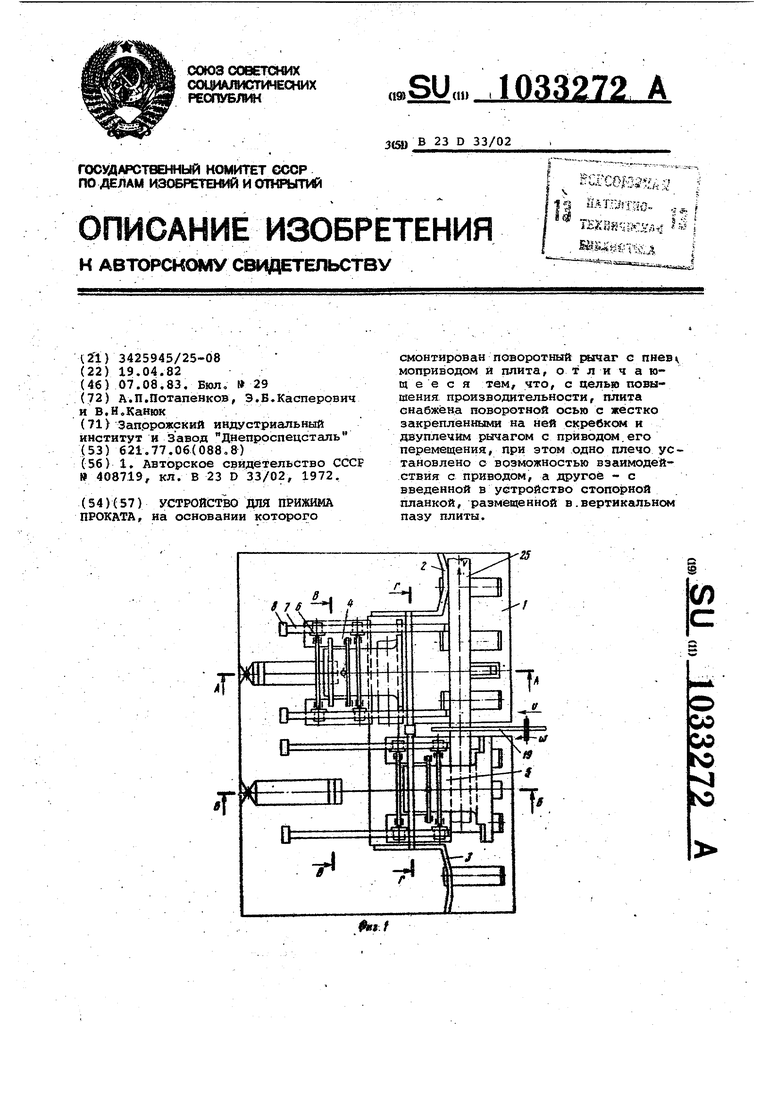
Изобретение относится к прокатному оборудованию, в частности к приспособлениям для удержания, нап рАвления или подачи-проката во вре мя его обработки. Известно устройство для прижима проката-на основании которого смон тирован поворотный рычаг с пневмоприводом и плита tl. Недостатком данного устройства является трудность механизации уборки концевой обрези, связанная с необходимостью поворота рольганг Цель изобретения - повышение производительности путем механизации уборки концевой обрези при рез не проката дисковым режущим инстру ментом. , Указанная цель достигается тем, что в устройстве для прижима прока та, на основании которого смонтиро ван поворотный рычаг с пневмоприво дом и плита, последняя снабжена поворотной осью с жестко закреплен ными на ней скребком и двуплечим рычагом с приводом его перемещения при этом одно плечо установлено с возможностью взаимодействия с приводом, а другое - с введенной в устройство стопорной планкой, разм щенной в вертикальном пазу плиты. На фиг. 1 показано предлагаемое устройство, вид сверху; на фиг. 2 разрез А-Л на фиг. 1; на фиг. 3 разрез Б-Б на фиг 1;на фиг. 4 - р рез В-В на фиг. 1; на фиг. 5 - раз рез Г-Г на фиг.1. . Устройство для прижима проката состоит из базовой плиты 1, на которой установлен четырехсекционный борт рольганга, состоящий из двух неподвижных секций 2 и 3 и -двух подвижных плит 4 и 5. Каждая подвиж ная плита роликами b опирается на направляющие 7, закрепленные стойками 8 на базовой плите,- и несет на себе поворотную ось 9, с которой жестко соединены скребок 10, рвагчаги 11 и 12. Рычаг 11 шарнирно соединен со штоком пневмоцилиндра 13, а на рычаг 12 опирается стопорная планка 14, установленная в вертикальных пазах подвижной плиты Базовая плита 1 имеет вырезы 15 для стопорных планок, вырезы 16 для спуска концет вой обрези 17, вырезы для роликов рол11ганга 18, вырез для прохождения диска пилы :19, вырезы для поворотных рычагов 20 и 21, которые шарнир ио закреплены на базовой плите и соединены с приводным пневмоцилиндром 22 каждый. Под вырезом 16 расположена наклонная плита 23 и транс портер концевой обрези 24. На ролики рольганга опирается полоса 25 проката . Устройство работает следунедим образом. , Полоса 25 проката в зону резания диска пилы 19 подается роликами рольганга 18, Направление полосы при этом обеспечивают неподвижные секции 2 и 3 борта. Зажим полосы при резке осуществляется подвижными плитами 4 и 5 и поворотными рычагами 20 и 21. При зажиме полосы подвижные плиты занимают крайнее правое положение ( в этом положении показана плита 5 на фиг. 1 и фиг. 3). Уборка концевой обрези 17 осуществ- / ляется перемещением подвижной плиты в крайнее левое положение ( в этом положении показана плита 4 на фиг.2 при помощи пневмоцилиндров 13. В начале р9.боты подвижные плиты 4 и 5 находятся вкрайнем правом положении. При ЭТС5М оси 9 со скребками 10 и рычагами 11 и 12 повернуты на угол 9(фиг. З). При таком положении рычагов 12 стопорная планка 14 входит в вырез 15 базовой плиты 1 и строго фиксирует положение подвижной плиты. При перемещении полосы 25 по рольгангу поворотные рычаги 20 и 21 занимают положение ниже уровня базовой плиты ( фиг. 2). При повороте этих рычагов с помощью пневмоцилиндров 22 они прижимают полосу к подвижным плитам (фиг. 3). Возникающие при этом усилия, а также усилия, возникающие при резке полосы, воспринимаются стопорной планкой 14 и передаются на базовую плиту 1. .При обрезке передний К-.нец полосы прижимается к плите 4 (не показано/ . После окончания реза включением пневмоцилиндра 22 полоса освобождается и соответствующий пневмоцилиндр 13 включается на перемещение плиты 4 влево. При этом вначале происходит поворот оси 9 по часовой стрелке, что обеспечивает перевод скребка 10 в горизонтальное положение и вывод стопорной планки 14 из паза 15 базовой плиты 1. Только после этого начинается движение подвижной плиты, при котором ролики 6.перекатываются по направляющим 7. Одновременно скребок 10 захватывает переднюю концевую обрезь 17 и передвигает ее по базовой плите При выходе плиты 4 в крайнее левое положение обрезь 17 через вырез 16 попадает на наклонную плиту 23 и далее иа транспортер 24. После этого реверсированием пневмоцилиндра 13 плита 4 возвращается в правое крайнее положение При реверсировании вначале ось 9 поворачивается на угол З , а затем начинается перемещение плиты с, Это обеспечивает свободное прохождение скребка 10 над полосой проката При перемещении подвижной плиты вправо стопорная планка 14 скользит по базовой плите 1, Для того, чтобы исключить стопорение в средней части пути, правая кромка выреза 16 выполняется под , угп(ял(.tiKr. 2,который должен быть меньше расчетного угла трения, определяемого из условия скольжения стопорной планки по наклонной плоскости.
При обрезке заднего конца полоса прижимается к плите 5 поворотным
рычагом 21. Уборка задней концевой обрези осуществляется перемещением плиты 5. Последовательность операций такая же как и при уборке передней концевой обрези.
Таким образом, применение предлагаемого устройства позволяет пол-. ностью механизировать концевой обрези.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОСЫ НА ПРЯМОУГОЛЬНЫЕ ПЛАНКИ | 1993 |
|
RU2074058C1 |
| ГИЛЬОТИННЫЕ НОЖНИЦЫ | 1995 |
|
RU2071876C1 |
| Устройство для отгибки конца полосы в рулоне | 1970 |
|
SU352508A1 |
| ПРИЕМНЫЙ УЧАСТОК ХОЛОДИЛЬНИКА СОРТОВОГО ПРОКАТНОГО СТАНА | 2008 |
|
RU2368444C1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОСЫ НА ПРЯМОУГОЛЬНЫЕ ЗАГОТОВКИ | 1993 |
|
RU2049605C1 |
| Устройство для разматывания ленточного материала из рулона и подачи его в зону обработки | 1988 |
|
SU1563815A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Устройство для стыковки обрезиненного корда | 1988 |
|
SU1643179A1 |
| Устройство для резки проката | 1990 |
|
SU1791080A1 |
бб
S
а
у/////////Л ///7//У///У////////
А-А ,18
15
bJ
иг.2
Фиг. 3
/4 Ji
7
ез
Ж
Фиг Л
.
ф ,.., ®
12
i
Ш
т
///////Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
