Изобретение относится к машиностроению и может быть использовано в подшипниковой промышленности.
Известно устройство для шлифования сферических торцов роликов, содержащее соосно установленные упругий ведущий и жесткий опорный диски, желобы которых выполнены с кольцевой центральной выточкой, а между ними установлен сепаратор с радиально расположенными опорными поверхностями, наклоненными под тупым углом к торцовой поверхности ведущего диска 1.
Недостатком этого устройства является то, что в процессе обработки на рабочей поверхности абразивного инструмента, например на периферии шлифовального круга, образуются волны, шаг которых соответствует угловому шагу гнезд сепаратора. Причина образования волн на шлифовальном инструменте - пульсация силы резания при заходе роликов в зону шлифования. Эта периодическая силовая нагрузка из-за постоянства шага роликрв в сепараторе приходится на одни и те же участки образующей рабочей поверхности круга и вызывает неравномерный износ инструмента в виде волн, величина которых со временем увеличивается. Поскольку искаженный профиль круга снижает точность обработки роликов, то для устранения волн снимают слой абразива по всему профилю круга.
Цель изобретения - повышение точности формообразования сферической поверхности торцов роликов путем равномерного износа инструмента.
Поставленная цель достигается тем, что в устройстве для непрерывного шлифова.ния сферических торцов роликов, содержашем сепаратор с радиально расположенными гнездами для обрабатываемых роликов, размещенных между двумя дисками, соосно установленными с возможностью вращения в противоположные стороны и с разными скоростями, угловой шаг гнезд сепаратора выполнен переменным, причем каждый предыдущий шаг больше, а последующий меньше среднего углового шага гнезд сепаратора в секторе рабочей зоны на величину, выбираемую из условия
2к
а величину шагов гнезд выбирают из условия
(l±i4),
гдеД - средний угловой шаг сепаратора; К -парное число угловых шагов в секторе сепаратора; cf -угол сектора сепаратора; i -целое число, номер рассчитываемого шага.
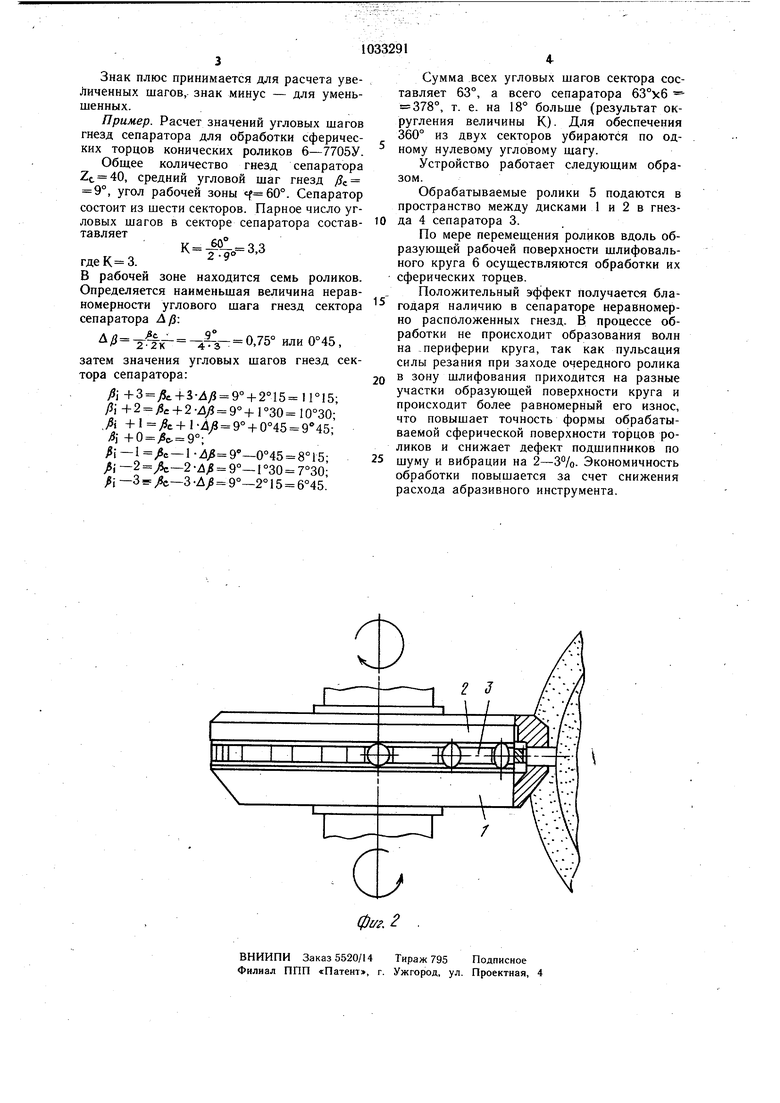
На фиг. 1 показана схема устройства; на фиг. 2 - вид сверху.
Устройство для непрерывного шлифования сферических торцов конических роликов состоит из вращающихся .в противоположных направлениях и с разными скоростями приводных дисков 1 и 2, и установленного между ними сепаратора 3 с радиально расположенными гнездами 4 под обрабатываемые ролики 5, и шлифовального круга 6.
В известных устройствах количество гнезд под ролики в сепараторе определяется по формулео
7
. где ; - угловой шаг гнезд в сепараторе; /3 2о(р+о(7ь
где Лр-половина угла конуса ролика; Л, -угол перемычки сепаратора принимается конструктивно (1-3). В предлагаемом устройстве, с целью сохранения производительности, сепаратор имеет такое же количество гнезд под ролики, как и в известных, но расположены гнез0 да неравномерно. Сепаратор условно делят на целое число секторов, угол каждого сектора берут близким к углу рабочей зоны, т. е. углу с{ Все гнезда под ролики в секторе Cf имеют разный угловой шаг. Неравномерность углового шага характеризуется величиной А.
(
гдеА -наименьшая величина неравномерности углового Шага гнезд сеQпаратора, причем половина шагов
в секторе берется со знаком минус, а половина со знаком плюс; ySc-средний угловой шаг; к -парное число угловых шагов в секторе сепаратора;
где угол сектора сепаратора.
В каждом секторе выполняется равное число К увеличенных и уменьшенных шагов цо сравнению со средним угловым шагом.
Если в секторе cf получается нечетное число угловых шагов, то один шаг /; берется нулевым, равным среднему угловому шагу, и располагается между уменьшенными и увеличенными угловыми шагами.
Значение угловых шагов гнезд для всех секторов сепаратора находят по формуле
i j3c±i y или, подставляя ранее полученные выражения.
j {l±i),
рассчитываемое значение i -го углового шага сектора; целое число, номер « рассчитываемого шага, средний угловой шаг гнезд сепаратора;угол сектора сепаратора.
Знак плюс принимается для расчета увеличенных шагов, знак минус - для уменьшенных.
Пример. Расчет значений угловых шагов гнезд сепаратора для обработки сферических торцов конических роликов 6-7705У.
Общее количество гнезд сепаратора Zc. 40, средний угловой шаг гнезд Дс 9°, угол рабочей зоны . Сепаратор состоит из шести секторов. Парное число угловых шагов в секторе сепаратора составтавляет
К ЬО Q Q - JrQO
.
В рабочей зоне находится семь роликов. Определяется наименьшая величина неравномерности углового шага гнезд сектора сепаратора ЛуЗ:
А/3 3- 0,75° или 0°45 ,
затем значения угловых шагов гнезд сектора сепаратора:
А+3 + 3-4/3 9° + 2°15 11°15; А+ 2 3е + 9°-f 1 °30 10°30 i )-1-4 9°-ьО°45 9°45; /Sj -Ь0
-1-4 9-ОМ5 8°15А-2 Л-2-4 9°-1°30 7°30; yji -3 /t-3-Л/ 9°-2°15 6°45.
Сумма всех угловых шагов сектора составляет 63°, а всего сепаратора 63°х6 378°, т. е. на 18° больше (результат округления величины К). Для обеспечения 360° из двух секторов убираются по одному нулевому угловому шагу.
Устройство работает следующим образом.
Обрабатываемые ролики 5 подаются в пространство между дисками 1 и 2 в гнезда 4 сепаратора 3.
По мере перемешения роликов вдоль образующей рабочей поверхности шлифовального круга 6 осуществляются обработки их сферических торцев.
Положительный эффект получается благодаря наличию в сепараторе неравномерно расположенных гнезд. В процессе обработки не происходит образования волн на периферии круга, так как пульсация силы резания при заходе очередного ролика 0 в зону шлифования приходится на разные участки образующей поверхности круга и происходит более равномерный его износ, что повышает точность формы обрабатываемой сферической поверхности торцов роликов и снижает дефект подшипников по шуму и вибрации на 2-3%. Экономичность обработки повышается за счет снижения расхода абразивного инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162401C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353501C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2009 |
|
RU2419531C2 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2100177C1 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ НА КОНИЧЕСКИХ РОЛИКАХ | 2010 |
|
RU2452603C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2007 |
|
RU2351454C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| Устройство для непрерывного шлифования сферических торцов конических роликов | 1973 |
|
SU514681A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ДОВОДКИ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162402C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКОГО ТОРЦА НА КОНИЧЕСКИХ РОЛИКАХ | 2016 |
|
RU2674187C2 |
УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ РОЛИКОВ, содержащее сепаратор с радиально расположенными гнездами для обрабатываемых роликов, размещенный между двумя дисками, соосно установленными с возможностью вращения в противоположные стороны и с разными скоростями, отличающееся тем, что, с целью повышения точности формообразования путем равномерного износа инструмента, угловой шаг гнезд сепаратора выполнен переменным, причем каждый предыдущий щаг больше, а последующий меньше среднего углового шага гнезд сепаратора в секторе рабочей зоны на величину, выбираемую из условия а,величину шагов гнезд выбирают из условия A(i±i), : где - средний угловой шаг сепаратора; К - парное число угловых шагов в секторе сепаратора; -угол сектора сепаратора; - целое число, номер рассчитываемого шага.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для шлифования сферических торцев роликов | 1975 |
|
SU670422A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
