Изобретение относится к машиностроению, может быть использовано для отделочно-зачистных процессов обраны отверстия 22 и 23. Отверстия 23 расположены наклонно к торцовой поверхности фланца 21 и направлены в

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для пневмоцентробежной обработки шариков | 1986 |
|
SU1397252A1 |
| Способ обработки шариков и станок для его осуществления | 1986 |
|
SU1440672A1 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ С ВИХРЕВЫМ ОХЛАЖДЕНИЕМ | 2005 |
|
RU2307729C1 |
| Устройство для обработки шариков | 1982 |
|
SU1033292A1 |
| Инструмент для чистовой обработкиТЕл ВРАщЕНия МЕТОдОМ плАСТичЕСКОйдЕфОРМАции | 1979 |
|
SU841939A2 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452606C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452605C1 |
| Устройство для обработки криволинейных поверхностей | 1986 |
|
SU1335427A1 |
| Инструмент для чистовой обработкиТЕл ВРАщЕНия МЕТОдОМ плАСТичЕСКОйдЕфОРМАции | 1979 |
|
SU841940A2 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ШЛИФОВАНИЯ С СООБЩЕНИЕМ КРУГУ УГЛОВЫХ КОЛЕБАНИЙ | 1999 |
|
RU2163185C1 |
Изобретение относится к области машиностроения и может быть использовано для отделочно-зачистных процессов обработки плоских и криволинейных поверхностей. Целью изобретения является расширение технологических возможностей и повьшение производи 4 г/ тельности обработки. В 1 с тангенциальными отверстияьш - соплами 3 свободно установлено промежуточное кольцо 6. В полости лромежуточн о- го кольца 6с возможностью осевого перемещения установлен держатель 7 инструмента. Промежуточное кольцо 6 с держателем 7 инструмента, соединено подпружиненными шариками 10, позволяющими производить осевое перемещение держателя 7 инструмента. В корпусе 1 выполнены отверстия 23, наклоненные в сторону входа тангенциальных отверстий - сопел 3. Угол наклона отверстий 23 определяет, какая часть воздуха, способствует дополнительному вращению держателя 7 инструмента, а какая -часть - прижатию его с абразивным инструментом к обрабатываемой поверхности. Траектория движения точки держателя инструмента представляет собой кривую из семейств гипоциклоид. 1 З.П. ф-ЛЫ, 6 Ш1. О9 Ф ийь 00 К)
ботки плоских и криволинейных поверх- полость между фланцем и торцом
ностей и является усовершенствованием технического решения по авт.св. СССР № 1033297.
Целью изобретения является повышение производительности обработки и расширение технологических возможностей за счет обеспечения обработки криволинейных поверхностей.
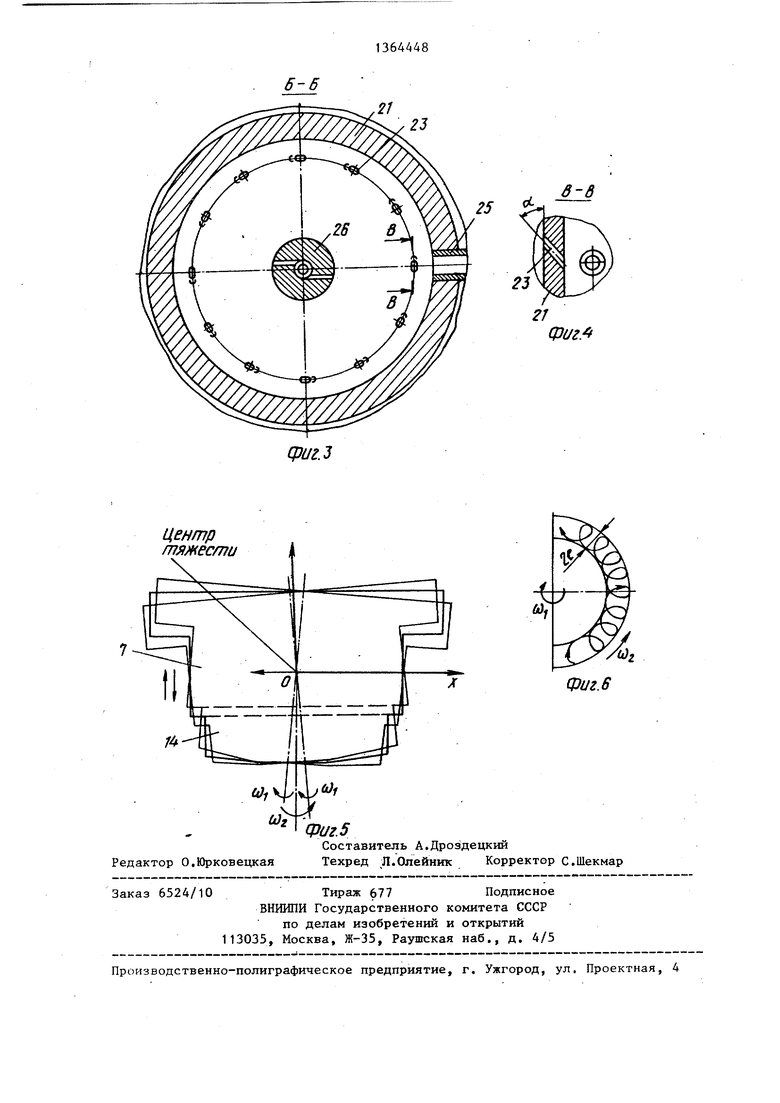
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - .разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-.В на фиг. 3; на фиг. 5- схема возможных перемещений держателя инструмента; на фиг. 6 - проекция траектории перемещения одной точки на поверхности рабочего инструмента на обрабатываемую поверхность.
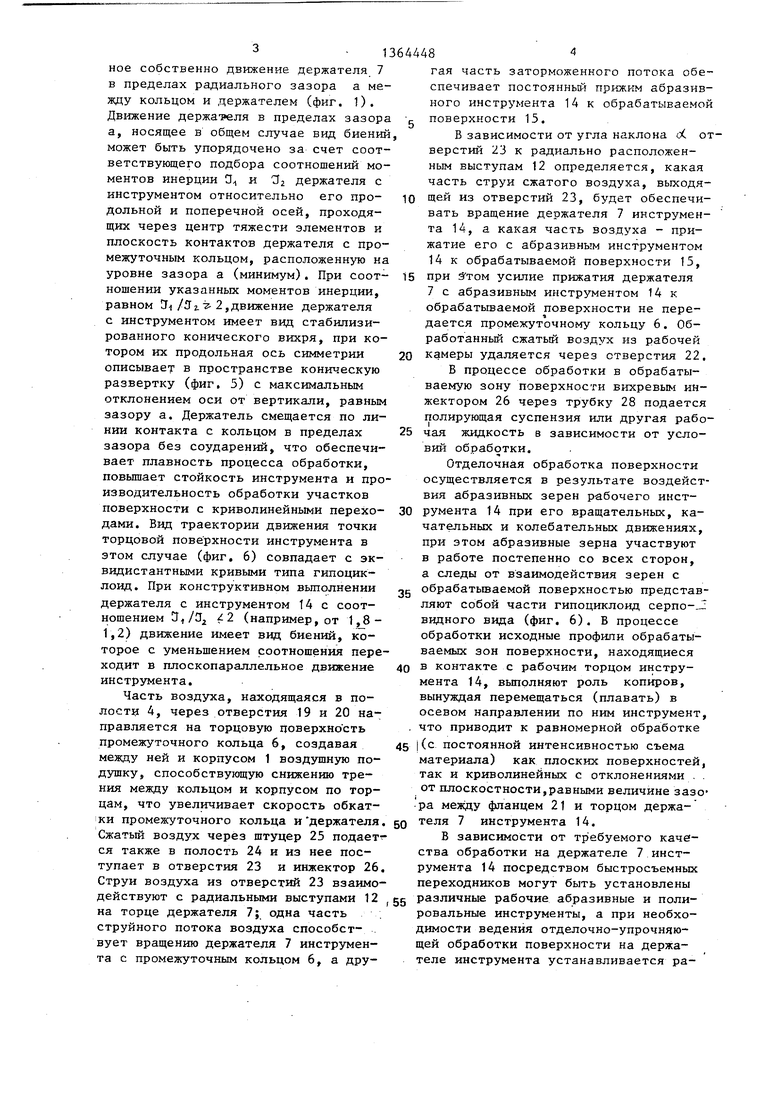
Устройство для полирования плоских поверхностей содержит корпус 1 с цилиндрической рабочей камерой 2 и тангенциальными отверстиями (соплами) 3 на боковой поверхности, соединенными через кольцевую полость 4 и штуцер 5 с источником сжатого воздуха. В рабочей камере 2 свободно размещено промежуточное кольцо 6, а в нем соосно установлен с возможностью осевого перемещения держатель 7 инструмента, на боковой поверхности которого выполнены отверстия - карманы 8, в которых размещены пружины 9 и шарики 10, В промежуточном кольце 6 выполнены направляющие пазы 11, с которыми контактируют подпружиненные шарики 10, Одна торцовая поверхность держателя 7 выполнена с ради- ально расположенными к его оси выступами 12, на другой его торцовой поверхности установлен посредством стросъемного переходника 13 абразив- ньй инструмент 14, воздействующий на обрабатываемую поверхность 15, На корпусе 1 установлен кожух 16 с образованием двух герметичных кольцевых полостей 4 И 17, соединенных между собой отверстием 18, Концентрич- но по окружности в корпусе вьшолне- ны отверстия 19 и 20, соединяклцие полость 17 с рабочей камерой 2 в осевом направлении. На корпусе 1 так же установлен фланец 21, в котором в два ряда по окружности расположежателя 7 встречно тангенциальным отверстиям 3. Во фланце 21 выполнена полость 24, которая соединена с отверстиями 23 и источником сжатого 10 воздуха через штуцер 25.
По центру фланца 21 установлен вихревой инжектор 26, подвод рабочего агента к которому осуществляется через трубку 27. С инжектора 26 ин15 жектируемый рабочий агент по трубке 28 подается на обрабатываемую поверх ность 15,
Устройство работает следующим образом.
20 Через штуцер 5 в полость 4 подают сжатый воздух, поток которого, проходя через нее и тангенциальные отверстия 3, начинает вращать промежуточное кольцо 6 с установленным в
25 нем держателем 7 инструмента. Вращаясь,- промежуточное кольцо 6 своей боковой поверхностью перекрывает какое-либо тангенциальное отверстие 3 В зоне перекрытого тангенциального
30 отверстия увеличивается статическое давление и возникает силовой импульс который отталкивает промежуточное кольцо 6, поворачивая его во встречном направлении к входу тангенциаль35 ных отверстий 3 в камеру 2 до перекрытия им следующего тангенциального отверстия и т,д,, в итоге устанавливается постоянное движение обкатки промежуточного канала 6 по внутрен-
40 ней цилиндрической поверхности корпуса 1, При этом кольцо 6 совместно с держателем 7 инструмента вращается вокруг оси корпуса 1 с частотой СО и вокруг собственной оси с частотой
45 W. при амплитуде колебательного дви жения 2е (фиг, 2-5), Крутящий момент от промежуточного кольца 6 к держателю 7 инструмента 14 передается посредством упругой кинематической свя
50 зи, выполненной в виде подпружиненных шариков 10, установленных одновременно в отверстиях-карманах 8 и направляю1дих пазах 11 кольца 6, расположенных параллельно его оси, что обеспечивает возможность осевого сме щения держателя при обработке криволинейных поверхностей. За счет упругой связи держателя 7 с промежуточны кольцом 6 обеспечивается дополнитель
55
-
жателя 7 встречно тангенциальным отверстиям 3. Во фланце 21 выполнена полость 24, которая соединена с отверстиями 23 и источником сжатого воздуха через штуцер 25.
По центру фланца 21 установлен вихревой инжектор 26, подвод рабочего агента к которому осуществляется через трубку 27. С инжектора 26 инжектируемый рабочий агент по трубке 28 подается на обрабатываемую поверхность 15,
Устройство работает следующим образом.
Через штуцер 5 в полость 4 подают сжатый воздух, поток которого, проходя через нее и тангенциальные отверстия 3, начинает вращать промежуточное кольцо 6 с установленным в
нем держателем 7 инструмента. Вращаясь,- промежуточное кольцо 6 своей боковой поверхностью перекрывает какое-либо тангенциальное отверстие 3, В зоне перекрытого тангенциального
отверстия увеличивается статическое давление и возникает силовой импульс, который отталкивает промежуточное кольцо 6, поворачивая его во встречном направлении к входу тангенциальных отверстий 3 в камеру 2 до перекрытия им следующего тангенциального отверстия и т,д,, в итоге устанавливается постоянное движение обкатки промежуточного канала 6 по внутрен-
ней цилиндрической поверхности корпуса 1, При этом кольцо 6 совместно с держателем 7 инструмента вращается вокруг оси корпуса 1 с частотой СО и вокруг собственной оси с частотой
W. при амплитуде колебательного движения 2е (фиг, 2-5), Крутящий момент от промежуточного кольца 6 к держателю 7 инструмента 14 передается посредством упругой кинематической связи, выполненной в виде подпружиненных шариков 10, установленных одновременно в отверстиях-карманах 8 и направляю1дих пазах 11 кольца 6, расположенных параллельно его оси, что обеспечивает возможность осевого смещения держателя при обработке криволинейных поверхностей. За счет упругой связи держателя 7 с промежуточным кольцом 6 обеспечивается дополнитель
ное собственно движение держателя 7 в пределах радиального зазора а между кольцом и держателем (фиг. 1). Движение держа реля в пределах зазора а, носящее в общем случае вид биений может быть упорядочено за счет соответствующего подбора соотношений моментов инерции 3 и ТТг держателя с инструментом относительно его продольной и поперечной осей, проходящих через центр тяжести элементов и плоскость контактов держателя с промежуточным кольцом, расположенную на уровне зазора а (минимум). При соотношении указанных моментов инерции, равном Ui/Я 2. г-2, движение держателя с инструментом имеет вид стабилизированного конического вихря, при котором их продольная ось симметрии описывает в пространстве коническую развертку (фиг, 5) с максимальным отклонением оси от вертикали, равным зазору а. Держатель смещается по линии контакта с кольцом в пределах зазора без соударений, что обеспечивает плавность процесса обработки, повышает стойкость инструмента и производительность обработки участков поверхности с криволинейными переходами. Вид траектории движения точки торцовой поверхности инструмента в этом случае (фиг, 6) совпадает с эквидистантными кривыми типа гипоциклоид. При конструктивном вьтолнении держателя с инструментом 14 с соотношением 5,/d 2 (например, от 1,8- 1,2) движение имеет вид биений, которое с уменьшением соотношения переходит в плоскопараллельное движение инструмента.
Часть воздуха, находящаяся в полости 4, через отверстия 19 и 20 направляется на торцовую поверхность промежуточного кольца 6, создавая между ней и корпусом 1 воздушную по душку, способствующую снижению трения между кольцом и корпусом по торцам, что увеличивает скорость обкатки промежуточного кольца и держателя Сжатый воздух через штуцер 25 подает ся также в полость 24 и из нее поступает в отверстия 23 и инжектор 26 Струи воздуха из отверстий 23 взаимодействуют с радиальными выступами 12 на торце держателя 7; одна часть струйного потока воздуха способствует вращению держателя 7 инструмента с промежуточным кольцом 6, а дру0
5
0
5
гая часть заторможенного потока обеспечивает постоянный прижим абразивного инструмента 14 к обрабатываемой поверхности 15.
В зависимости от угла наклона о. отверстий 23 к радиально расположенным выступам 12 определяется, какая часть струи сжатого воздуха, выходящей из отверстий 23, будет обеспечивать вращение держателя 7 инструмента 14, а какая часть воздуха - прижатие его с абразивным инструментом 14 к обрабатываемой поверхности 15, при S TOM усилие прижатия держателя 7 с абразивным инструментом 14 к обрабатываемой поверхности не передается промежуточному кольцу 6. Обработанный сжатый воздух из рабочей камеры удаляется через отверстия 22. В процессе обработки в обрабатываемую зону поверхности вихревым инжектором 26 через трубку 28 подается полирующая суспензия или другая рабочая жидкость в зависимости от условий обработки.
Отделочная обработка поверхности осуществляется в результате воздействия абразивных зерен рабочего инструмента 14 при его вращательных, ка- чательных и колебательных движениях, при этом абразивные зерна участвуют в работе постепенно со всех сторон, а следы от взаимодействия зерен с обрабатьшаемой поверхностью представляют собой части гипоциклоид серпо-- видного вида (фиг. 6). В процессе обработки исходные профили обрабатываемых зон поверхности, находящиеся в контакте с рабочим торцом инструмента 14, вьшрлняют роль копиров, вынуждая перемещаться (плавать) в осевом направлении по ним инструмент, . что приводит к равномерной обработке 5 i(c постоянной интенсивностью съема материала) как плоских поверхностей, так и криволинейных с отклонениями . . от плоскостности,равными величине зазо- ра меяоду фланцем 21 и торцом держателя 7 инструмента 14.
В зависимости от требуемого качества обработки на держателе 7 инструмента 14 посредством быстросъемных переходников могут быть установлены различные рабочие абразивные и полировальные инструменты, а при необходимости ведения отделочно-упрочняю- щей обработки поверхности на держателе инструмента устанавливается ра0
5
0
0
5
бочий инструмент с упрочняющими элементами (шарики, ролики), В процессе работы интенсивные вращательные и колебательные движения держателя ин- струмента и активное проникновение рабочей жидкости в зону обработки предохраняют от засаливания абразивные инструменты и при обработке с ними вязких материалов способствуют самозатачиванию зерен абразива.
Интенсивность обработки зависит от скорости виброперемещений абразивного инструмента, усилия его прижатия к обрабатываемой поверхности, характеристик обрабатываемого материала и абразивного инструмента и свойств рабочего агента,
Формула изобретения
Фи2. 2
тем, что, с целью повышения производительности обработки и расширения технологических возможностей усфрой- ства за счет обеспечения обработки криволинейных поверхностей, оНо снабжено держателем инструмента, установленным в промежуточном кольце кон- центрично ему с возможностью относительного осевого перемещения и совместного вращения с последним, при этом держатель инструмента упруго связан с промежуточным кольцом, а на фланце корпуса выполнены отверстия, расположенные наклонно к торцовой поверхности фланца, соединяющие источник сжатого воздуха с рабочей камерой и направленные встречно тангенциальным отверстиям корпуса,
2, Устройство поп,1, отличающееся тем, что на торцовой поверхности держателей инструмента вьшолнены выступы, расположенные радиально к его оси.
П
Ю
4
(put.z
Центр тяжести
1
LJz
Редактор О.Юрковецкая
Фа г. 5
Составитель А.Дроздецкий
Техред Л.Олейник Корректор С.Шекмар
в-6
Фиг.
6)1
i
.
г)2
Фа г. 6
| Станок для прокатки подошвенных частей галош при клейке их конвейерным способом | 1933 |
|
SU33297A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
