Изобретение относится к абразивной обработке, в частности к полировке криволинейных поверхностей оптических деталей
Целью изобретения является повыше- ние качества полирования криволинейных поверхностей,
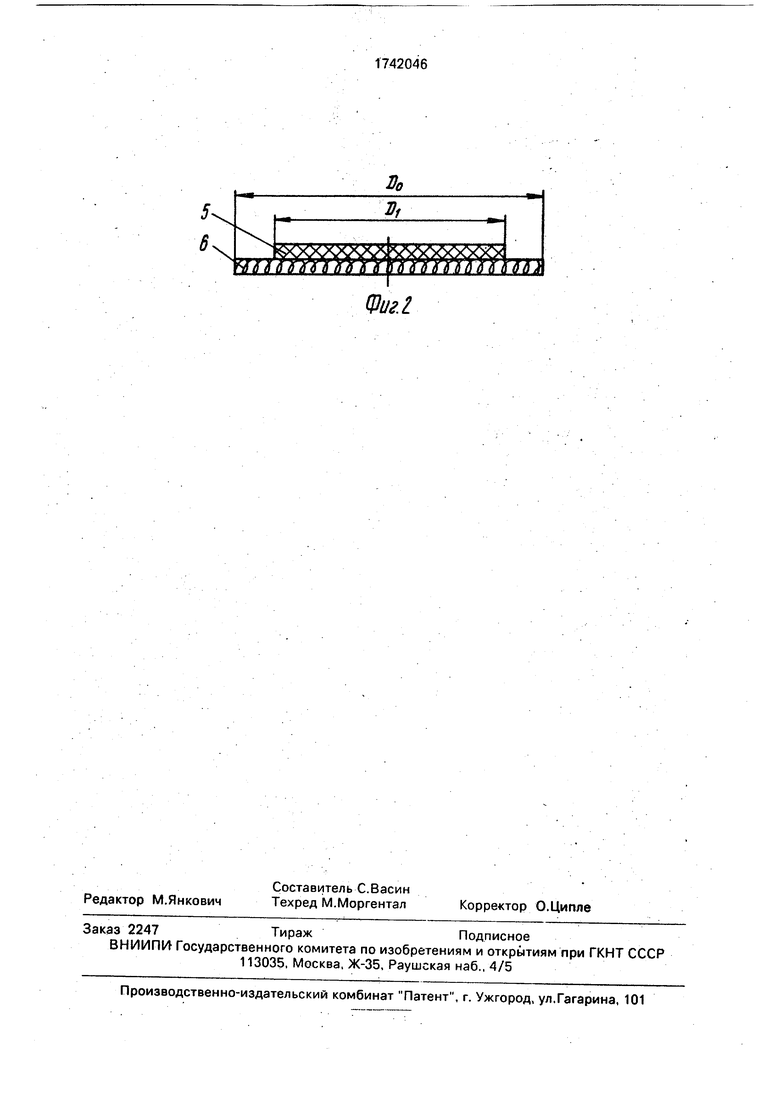
Поставленная цель достигается тем, что в устройстве для полирования, содержащем шпиндель, выполненный в виде чашеобраз- ной втулки, и эластичный инструмент, установленный на штоке с возможностью взаимодействия с чашеобразной втулкой, при этом шток размещен внутри втулки с возможностью осевого перемещения, инст- румент выполнен в виде упругого основания и полирующего материала, причем размеры элементов устройства связаны соотношениями
0,76 D° /Di 0,08;
0,7 D2/Di 0,73 где D0- диаметр упругого основания,
DI - диаметр полирующего материала,
D2 - внутренний диаметр чашеобразной втулки.
На фиг.1 представлено устройство для полирования, общий вид; на фиг 2 - эластичный инструмент.
Устройство для полирования включает шпиндель, представляющий собой чашеоб- разную втулку 1 с цилиндрической внутренней поверхностью 2. Внутри втулки 1 с возможностью осевого перемещения размещен шток, состоящий из прижимного диска 3 и направляющих 4. На штоке установлен эластичный инструмент, включающий упругое основание 5 и полирующий материал 6, Внутри втулки 1 установлены регулировочные прокладки 7. Шток крепится на втулке 1 с помощью гаек 8, навинчиваю- щихся на направляющие 4 штока. На втулке 1 выполнено гнездо 9 для крепления шаровой головки 10 приводного вала 11.
Кромка 12 втулки 1, на которую опирается упругое основание 5, выполнена скруг- ленной. Позицией 13 обозначен контур обрабатываемой детали.
Устройство работает следующим образом.
Обрабатываемое изделие, например эл- липсоидный отражатель 13, закрепляется на станке. Далее устанавливается необходимая кривизна эластичного инструмента. Это осуществляется подбором необходимого количества прокладок 7, к которым с помощью гаек 8, навинчиваемых на направляющие 4, поджимаются посредством прижимного диска 3 полирующий материал 6 и упругое основание 5. Устройство устанавливается на обрабатываемую поверхность детали 13. Шаровая головка 10 приводного вала 11 закрепляется в гнезде 9. При включении станка осуществляется вращение детали 13 и устройства вокруг своих осей. Если полировальник не перекрывает всю обрабатываемую поверхность, то несколько полировальников соединяются посредством крестовины и инструмент таким образом преобразуется в многоместный. В этом случае добавляется третий вид движения - вращение крестовины вокруг своей оси, т.е. имеет место сложение трех движений, и поверхность детали перекрывается несколькими полировальниками. При смене типа детали вновь устанавливается кривизна полирующего материала. В процессе работы полирующий материал 6 принимает конфигурацию обрабатываемой поверхности детали, причем в случае детали с переменной кривизной поверхности полирующий материал соответственно изменяет свои кривизну.
Благодаря указанным соотношениям размеров устройства усилие прижима равномерно распределяется на обрабатываемой поверхности, что повышает качество полировки оптических деталей.
Формула изобретения Устройство для полирования, содержащее шпиндель,выполненный в виде чашеобразной втулки, и эластичный инструмент, установленный на штоке с возможностью взаимодействия с чашеобразной втулкой, причем шток размещен внутри втулки с возможностью осевого перемещения, отличающееся тем, что, с целью повышения качества полирования криволинейных tip- верхностей, инструмент выполнен в виде упругого основания и полирующего материала, причем размеры элементов устройства связаны соотношениями
0,76 D0/Di 50,8,
0,7 D2/Di 0.73, где Do - диаметр упругого основания;
DI - диаметр полирующего материала;
D2 - внутренний диаметр чашеобразной втулки.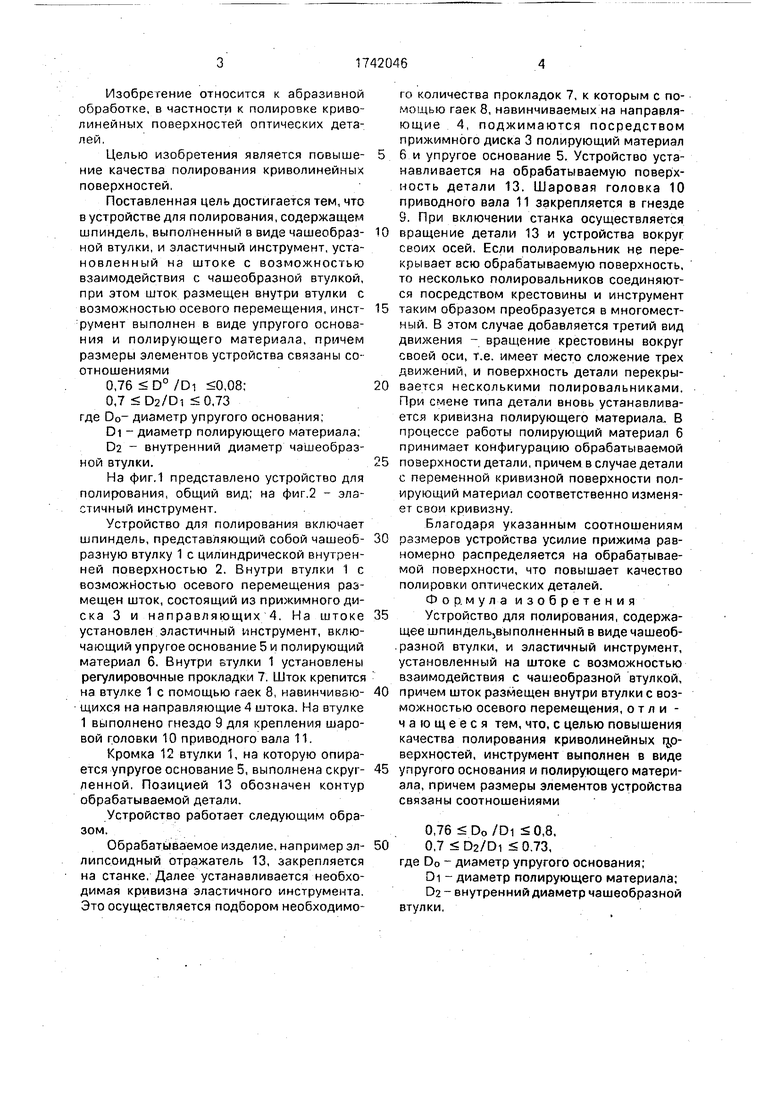
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивной обработки эластичным инструментом и устройство для его осуществления | 1980 |
|
SU884967A1 |
| Устройство для полирования плоских поверхностей | 1982 |
|
SU1033297A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2001 |
|
RU2260872C2 |
| СПОСОБ ПОЛИРОВАНИЯ ПОЛУПРОВОДНИКОВЫХ МАТЕРИАЛОВ | 2004 |
|
RU2295798C2 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛАСТИН ИЗ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ | 1990 |
|
SU1743114A3 |
| Устройство для дорнования отверстия трубы | 1990 |
|
SU1706847A1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ АБРАЗИВ НА ГИБКОЙ ОСНОВЕ | 2003 |
|
RU2281852C2 |
| Способ полирования внутренних полостей тел вращения | 1990 |
|
SU1803306A1 |
| Суспензия для полирования кристаллов германия | 2022 |
|
RU2809530C1 |
Использование: при полировке криволинейных поверхностей оптических деталей. Сущность изобретения, шпиндель устройства представляет собой чашеобразную втулку 1 с цилиндрической внутренней поверхностью 2. Внутри втулки 1 размещен шток состоящий из прижимного диска 3 и направляющих 4. На штоке установлен эластичный инструмент, включающий упругое основание 5 и полирующий материал 6 Внутри втулки 1 установлены регулировочные прокладки 7. Положение штока внутри втулки 1 изменяется при помощи гаек 8, навинчивающихся на направляющие 4. На втулке 1 выполнено гнездо 9 для крепления шаровой головки 10 приводного вала 11 Размеры элементов устройства определяются из соотношений 0,76 D0 /Di 0,8, 07 D2/Di 0,73, где D0 - диаметр упругого основания 5; DI -диаметр полирующего материала 6. D2 - внутренний диаметр чашеобразной втулки 1. 2 ил. // сл с VJ 4 КЭ О N О
Фиг. I
| Способ абразивной обработки эластичным инструментом и устройство для его осуществления | 1980 |
|
SU884967A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
