5) СПОСОБ НАГРЕВА КРОМОК СТЕКЛЯННОГО ЛИСТА
пpEи yщECTBEннo ПРИ ИЗГОТОВЛЕНИИ Изобретение относится к промышленности стройматериалов, к области обработки стекла и стеклянных изделий , конкретнее к способам электрического нагрева и расплавления кромо стеклянного листа с целью сварки дву листов по контуру и полумения стекло пакета с воздушным промежутком внутр Известен способ изготовления сварных стеклопакетов с применением нагрева боковых кромок стеклянного листа токами промышленной частоты, в которых для получения начальной проводимости стекла на кромки одного из листов наносится проводящее покрытие 1 . При изготовлении стеклопакетов в форме квадрата или прямоугольника для получения качественного сварногс соединения необходимо обеспечить одинаковый нагрев и степень расплавления стекла всех четырех сторон листа.
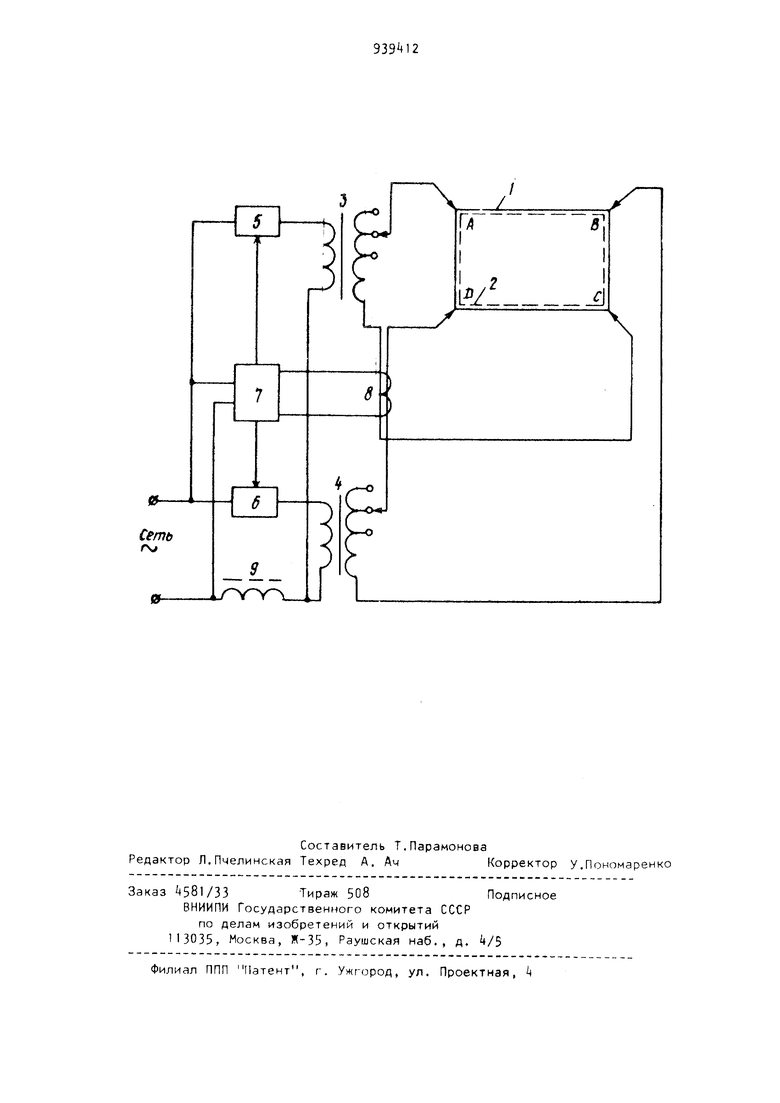
СТЕКЛОПАКЕТОВ Известно техническое решение, в котором равномерность нагрева кромок стеклянного листа обеспечивается поочередным подключением напряжения к каждой из сторон листа с помощью поочередно подключаемых пар электродов, расположенных по диагонали, что обеспечивает получение двух равностоящих электрических контуров, по которым одновременно проходит . Наиболее близок к предлагаемому по технической сущности способ изготовления стекл.чнных стеклопакетов путем подвода переменного напряиения к диагонально противоположным углам стеклянного листа графитовыми электродами и предварительного нанесения на кромки одного из листов проводящего покрытия з}. Недостатки известных способов низкий срок службы и малая надежность коммутационных устройств, установленных во вторичной цепи повышающего трансформатора и осущест3аляющих коммутацию высокого напряжения, а также сложность схемы управления процессом нагрева из-за необходимости изменения величины поцводим )го к сторонам листа напря женил в зависимости от их длины. Цель изобретения - повьииеиие ра номерности клгрева KpoMc:iK стеклянн го листа за счет непрерывности про текания тока в них во все время на г р е в а . Поставленная цель достигается тем, что в способе нагрева кромок стеклянного листа, преимущественно при изгот овлении стеклопакетов , пу гем подв(зда переменного напряжения к дисионально противоположным угла -С7 еклячн1.1го листа графитс:1выми элек родами и предварительного нанесения на кромки с;дн(.)го из листов провс дяще1о покрытия, ПсЭгрев осуществляют (1(мои(ью дзух трансформагоров с одинаксВ|,1ми характеристиками, при этом напрр.«еиие со вторичных о()моток трансформаторов подводят к углам ли та, а первичные обмотки трансформаторов поочередно подключают к пита10|цей сети на равные промежутки времени. Подвод напряжения к диагонально противоположным уг/там прямоугольного стеклянного листаобеспечивает непрерывность протекания тока в кромках вне зависимости от того, первичная обмотка какого тран сформатора подключена в данный момент к питающей сети. Поочередная коммутация подвода напряжения к дву диагонально противоположным парам электродов обеспечивает самовыраани вание нагрева кромок листа из-за изменения комбинаций длинных и коро ких сторон листа, входящих в последовательную цепь. На чертеже приведена схема для реализации предлагаемого способа. Заготовку стеклопакета из двух листов центрируют с одинаковым напуском верхнего листа 1 над нижним 2. Как и в известных способах, на кромки верхнего листа предварительн наносят проводящий слой, например, графита. К электродам в диагонально противоположных углах верхнего листа А и С подключена вторичная обмотка трансформатора 3, а к углам Б и 1) соответственно обмотка трансформатора А. Первичные обмотки трансформаторов 3 и подключены к 4 сети переменного тока соответственно через управляемые вентильные контакторы 5 и 6. Управляющие цепи контакторов 5 и 6 под слючены к выходу блока 7 управления, имеющего обратную связь от трансформатора 8 тока. Оба трансформатора 3 и подключены к сети переменного тока через дроссель 9. При нагреве кромок стекла блок 7 управления осуществляет поочередную подачу управляющих сигналов иерез равные проме) времени (порядка долей секунды на управляющие цепи силовых вентильных контакторов 5 или 6. В результате этого высокое напряжение примерно равное в начале процесса 6 кВ на 1 метр длины кромок от вторичных обмоток трансформаторов 3 и поочередно подается к углам верхнего листа А и С или Б и f . Величина тока, протекающего по нагреваемым кромкам, определяется программой , с;динаковой для обоих трансформаторов 3 и --( и реализуемой изменением фазы управляющих сигналов с выхода блока 7 управления. Данная схема позволяет использовать свойства нелинейности сопротивления разогретого стекла (с повышением температуры удельное сопротивление падает по экспоненциальному закону) для осуществления самовыравнивания нагрева кромок всех четырех сторон листа стекла. Этот процесс можно пояснить следующим образом. Допустим, в данный момент напряжение приложено к углам листа А и С При этом ток протекает по двум параллельным цепям АВС и ADC и распределяется обратно пропорционально сопротивлениям этих цепей. Цепь ВО через вторичную обмотку трансформатора можно не учитывать вследствие ее высокого индуктивного сопротивления . По мере разогрева кромок сопротиаление слоя стекла падает, но ток увелич вается неодинаково в цепях АБС и AII,C,B результате нагрев кромок АБиБСбудет больше, чем AD и DC (или наоборот. После переключения напряжения к углам В и D ток распределяется одинаково по двум цепям BcD и BAD , но каждая из этих параллельных цепей составлена из включенных последовательно участков с повышенным погонным сопротивлением ДТ) и БС , на 59 которых выделяется больше энергии и разогрев их идет быстрее, мем на участках ДВ и ВС . В результате нагрев прилегающих сторон выравнивается , а токи в параллельных цепях могут различаться в меньшей степени, чем в начале процесса. После несколь ких переключений напряжения через равные промежутки времени нагрев всех четырех сторон выравнивается и дальнейшее оплавление кромок верхнего листа и сварка с кромками нижнего листа происходят равномерно независимо от отношения длины сторон заготовки. Величина напряжения, подаваемого на электроды, выбирается пропорциональной длине периметра заготовки . Предлагаемый способ нагрева кромок стеклянного листа осуществлен в экспериментальной установке при изготовлении сварных стеклопакетов размером 400/600 мм. В экспериментальной установке заготовки листов рконного стекла толщиной 3 и мм закрепляются в металлических присосках на небольшом расстоянии с соблюдением одинакового напуска верхнего стекла со всех сторон равного 4-5 мм Процесс нагрева и сплавления кромок обоих листов протекает в течение 80-100 с, после чего листы посредством вакуумных присосов разводят до получения зазора 6,5 - 7 мм. Для соо щения с наружной атмосферой и последующей герметизации стеклопакета между листами перед сваркой закладыв ют трубку-штенгель из сплава, согласованного по коэффициенту расширения со стеклом. После сварки стеклопакет подвергается отжигу для устранения остаточных напряжений. Равномерность нагрева и оплавлени кромок по всему периметру листа достигается с помощью упрощенной аппара туры управления и надежного в работе силового электрооборудования. Равномер ость нагрева кромок проверена пр отношении листа от 1:1 до 1:3,6 т.е. в пределах форматов стеклопакетов, требуемых для строительства. 26 Освоение производства сварных стеклопакетов,позволит повысить надежность их в эксплуатации по сравнению с клеевыми и исключить расход дополнительных материалов -металла и клеящих веществ при их изготовлении . Применение сварных стеклопакетов в строительстве жилых и общественных зданий снизит стоимость по сравнению с обычным двойным остеклением на 6,1 руб на 1 м остекления. При освоении первой очереди цеха производительностью 100 тыс. экономический эффект составит более бОО тыс.руб в год. Формула изобретения Способ нагрева кромок стеклянного листа, преимущественно при изготовлении стеклопакетов, путем подвода переменного напряжения к диагонально противоположным углам стеклянного листа графитовыми электродами и предварительного нанесения на кромки одного из листов проводящего покрытия, отличающийс я тем, что, с целью повышения равномерности нагрева кромок, нагрев осуществляют с помощью двух трансформаторов с одинаковыми характеристиками , при этом напряжение со вторичных обмоток трансформаторов подводят к углам листа, а первичные обмотки трансформаторов поочередно подключают к питающей сети на равные промежутки времени. Источники информации, принятые во внимание при экспертизе 1 . Патент США № , кл. , 197. 2.Патент Великобритании, № 1323874, кл. С 1 М, 1973. 3.Патент Великобритании, К- 1328787, кл. С 1 М, 1973.
Гл
в
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нагрева кромок стеклянного листа при изготовлении, преимущественно, стеклопакетов | 1974 |
|
SU608464A3 |
| Устройство для управления электросваркой стеклопакетов | 1982 |
|
SU1033453A1 |
| Устройство для стабилизации теплового режима процесса сварки стеклопакетов | 1980 |
|
SU925880A1 |
| Способ нагрева боковых кромок стеклянного листа при изготовлении стеклопакетов | 1974 |
|
SU626686A3 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОХРОМНЫХ ОКОН | 2013 |
|
RU2623920C2 |
| Способ высокочастотной стыковой сварки | 1980 |
|
SU980972A1 |
| Устройство для автоматического регулирования режима контактной сварки | 1978 |
|
SU764897A1 |
| Силовой агрегат установки для локальной термообработки звеньев круглозвенных цепей | 1990 |
|
SU1737010A1 |
| Способ контроля сопротивления короткого замыкания контактной стыковой машины | 1981 |
|
SU1042927A1 |
| Машина для контактной стыковой сварки | 1979 |
|
SU1039669A1 |