W
00 4
00
оо
Изобретение относится к обработке металлов давлением и предназначено для использования при производстве гнутых профилей проката.
Наиболее близкой к предлагаемой по технической сущности является установка для производства гнутых профилей, содержащая установленные по ходу технологического процесса формующую профили клеть и калибруюи1,ую клеть 1.
Недостатком этой конструкции является то что отсутствует возможность правки одновременно двух спрофилированных профилей, имеющих поперечные прогибы, направленные в разные стороны.
Цель изобретения - повыщение качества и обеспечение одновременной правки двух послойно спрофилированных профилей наложенных друг на друга.
Указанная цель достигается тем, что в установке для производства гнутых профи.лей, содержащей установленные по ходу технологического процесса формующую профили клеть и калибрующую клеть, между формующей и калибрующей клетями установлено устройство для правки в виде попарно расположенных верхнего и нижнего правильных роликов и размещенных между ними двух параллельно установленных один относительно другого прижимных роликов, эксцентрично закрепленных на валах, связанных с индивидуальными приводами их поворота.
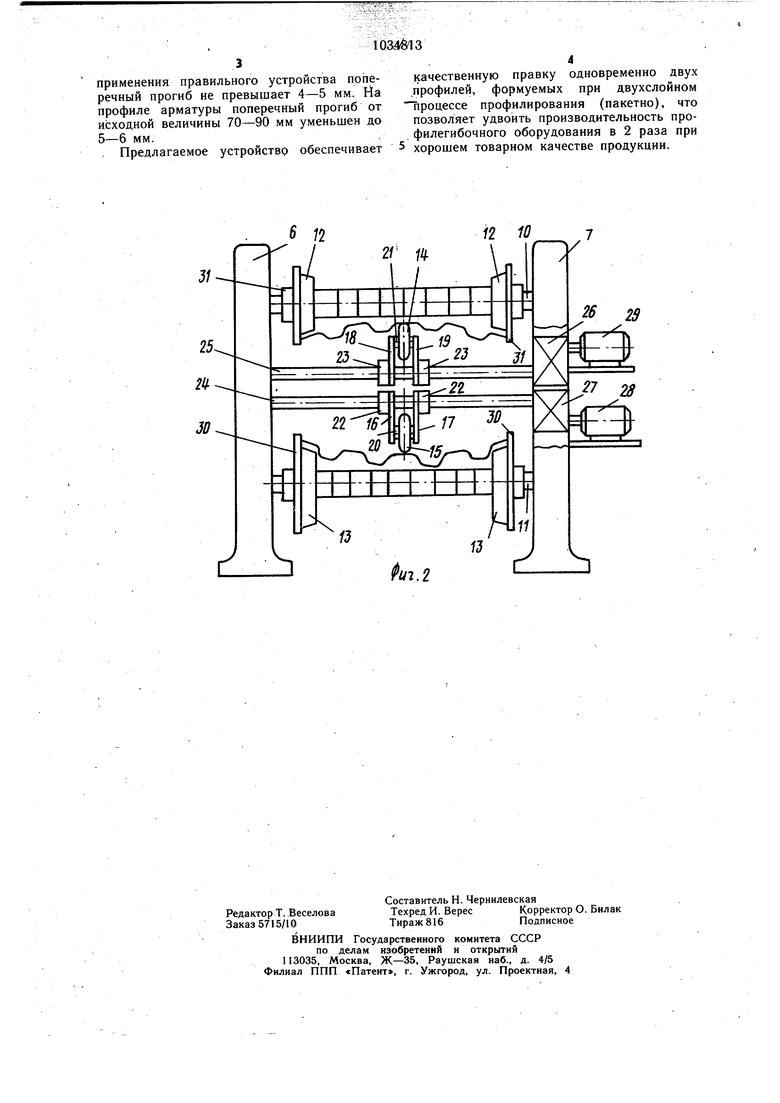
На фиг. 1 изображена установка, общий вид; на фиг. 2 - устройство для правки, разрез.
Установка состоит из клиновидного разделения 1 для разделения и направления профилей 2 и 3, выходящих из формующей клети 4, правильного устройства 5, состоящего из станины 6 и 7, в которых на подущках 8 и 9 установлены на осях 10 и 11 сборные правильные ролики 12 и 13. Нажимные ролики 14 и 15 при помощи вилок, состоящих из щек 16-19 осей 20 и 21 и втулок 22 и 23, жестко эксцентрично установлены на валах 24 и 25. Валы 24 и 25 связаны с редукторами 26 и 27, установленными в направляющих станины 6 и 7. Редукторы имеют индивидуальные приводы от реверсивных электромоторов 28 и 29. Правильные ролики 12 и 13 имеют бурты 30 и 31. На выходе из устройства 5 установлены горизонтальные ролики 32 и 33 для направления правленных профилей в калибрующую клеть 34.
Установка работает следующим образом.
Выходящие из формующей клети 4 отформованные гофрированные профили 2 и 3 разделяются клиновым разделителем 1, смонтированным, например, на межклетевом столе (не показан), и направляются в устройство для правки 5. Верхний профиль 2, имеющий поперечный прогиб стрелой вниз, задается между правильным роликом 12 и нажимным роликом 14, а нижний профиль 3, имеющий поперечный прогиб стрелкой вверх, попадает между правильным роликом 13 и нажимным роликом 15. Правильные ролики 12 и 13 могут быть приводными для пощтучного процесса и неприводными при непрерывном процессе. В последнем случае транспортировка профилей через устройство 5 осуществляется толкающим усилием клети 4 и тянущим - клети 34. При первоначальном входе передних концов профилей 2 и 3 в устройство 5 для облегчения входа валы 24 и 25 повернуты так, что ролики 14 и 15 максимально сведены друг к другу, а профили 2 и 3 минимально разведены друг от друга. Выходящие из устройства 5 передние концы профилей горизонтальными роликами 32 и 33 отгибаются для совмещения и совместной задачи в валки клети 34, где поперечное сечение профилей калибруется от возможных искажений в правильном устройстве 5 при правке поперечных прогибов. При установивщемся процессе нажимные ролики разводятся друг от друга в разные стороны в зависимости от стрелы прогиба каждого профиля, разведение нажимных роликов 14 и 15 осуществляется вращением валов 24 и 25 электромоторами 28 и 29 через редукторы 26 и 27. При разведении нажимных роликов верхний профиль 2 прогибается в поперечном сечении стрелой вверх, т. е. в сторону, обратную направлению исходного поперечного прогиба, а нижний профиль 3 в поперечном сечении прогибается стрелой вниз. В процессе правки средняя часть поперечного сечения профилей прогибается нажимными роликами, а крайние боковые элементы поперечного сечения - правильными роликами. От поперечного смещения профиля фиксируются буртами 30 и 31 правильных роликов. При установивщемся непрерывном процессе правки, когда профили 2 и 3 выйдут из устройства 5, для уменьщения сопротивления движению профилей разделитель 1 может быть снят или смещен (движением межклетевого стола) вдоль продольной оси движения профилей в сторону устройства 5 до устранения контакта с обоими профилями.
Предлагаемая конструкция правильного устройства опробована на опытно-промыщленном стане 1-6 30-730 при двухслойном профилировании гофрированного профиля 550«28х 1 мм из оцинкованного металла марки СтЗкп и двухслойном профилировании профиля арматуры Н80с 1 мм из оцинкованного и черного металла марки 08 кп. При этом поперечный прогиб на первом профиле до правки составлял 60-80 мм. После
применения правильного устройства поперечный прогиб не превышает 4-5 мм. На профиле арматуры поперечный прогиб от исходной величины 70-90 мм уменьшен до 5-б мм. . Предлагаемое устройство обеспечивает
качественную правку одновременно двух профилей, формуемых при двухслойном Ппроцессе профилирования (пакетно), что позволяет удвоить производительность профилегибочного оборудования в 2 раза при хорошем товарном качестве продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2003 |
|
RU2243841C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2256525C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2007 |
|
RU2343032C2 |
| Профилегибочный агрегат | 1985 |
|
SU1282933A1 |
| ПРОФИЛИРОВАННЫЙ ЛИСТ, СПОСОБ ЕГО ПРОИЗВОДСТВА И ПРОФИЛЕГИБОЧНЫЙ СТАН | 2001 |
|
RU2220803C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| Способ изготовления гнутых профилей | 1991 |
|
SU1811427A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2065791C1 |
УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ, содержащая установленные по ходу технологического процесса формующую профиль клеть и калибрующую клеть, отличающаяся тем, что, с целью повышения качества и ращирения технологических возможностей путем изготовления двух послойно спрофилированных профилей, между формующей и калибрующей клетями установлено устройство для правки в виде попарно расположенных верхнего и нижнего правильных роликов и размещенных между правильными роликами двух параллельно установленных один относительно другого прижимных роликов, эксцентрично закрепленных на валах, связанных с индивидуальными приводами их поворота.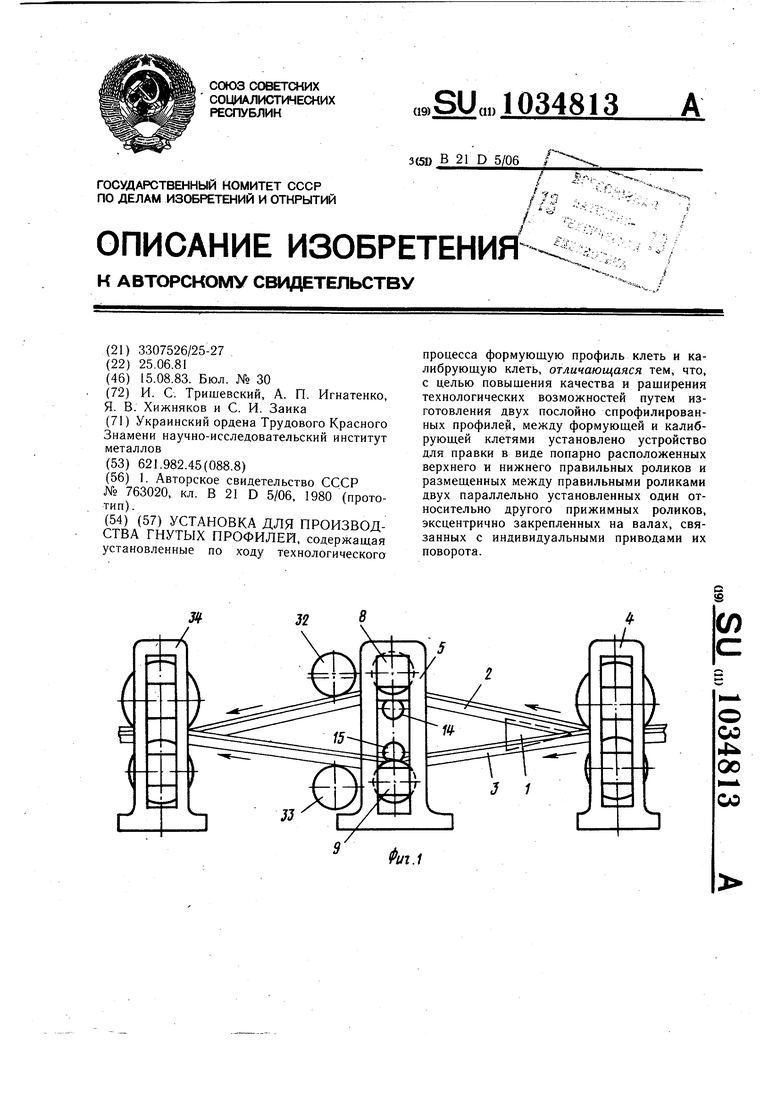
12 107
26 29
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Клеть профилегибочного стана | 1977 |
|
SU763020A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
