Изобретение относится к устройствам дпя обработки высокоточных отверстий и может быть использовано для доводки цилиндрических отверстий с большим отношением длины к диаметРУ.
По основному авт.св. № 650792 известен инструмент для доводки высокоточных отверстий, выполненный из разрезной рубашки, одетой на конусную разжимную оправку На конусной части оправки выполнен продольный паз, диаметрально противоположный разрезу рубашки. На верхней части рубашки в пазах имеются доводные бруски. При этом инструмент снабжен фиксатором в виде выступа на внутренней поверхности разрезной рубашки, входящего в продольньай паз оправки для пластмассовых рубашек или в виде торцового выступа на введенном в инструмент съемнике, для которого на рубашке выполнен соответственно паз, для металлических рубашек l
Однако при использовании известного инструмента наблюдается срезание фиксатора в случае металлической рубашки и срез торцов УбашкИ в случае изготовления ее из пластмассы. приводит к ненадежности инстру-« мента и ухудшениюточности обработки.
Целью изобретения является повышение надежности.
Цель достигается тем, что в инструменте для доводки отверстий, содержащем разрезную рубашку с доводочными брусками и коническую разжим ную оправку, последняя выполнена с Продольным пазом, расположенным диа метрально противоположно разрезу рубашки, и предусмотрен фиксатор, выполненный в виде выступа на введен,ном .в инструмент съемнике, а на рубашке выполнен соответствующий галступу паз или в виде выступа на разрезной рубашке, установленной с возможностью взаимодействия с продольным пазом оправки J фикса тор образован скосами, выполненныМи на съемнике и рубашке с повьвпением по оси инструмента в сторону продольного паза.оправки.
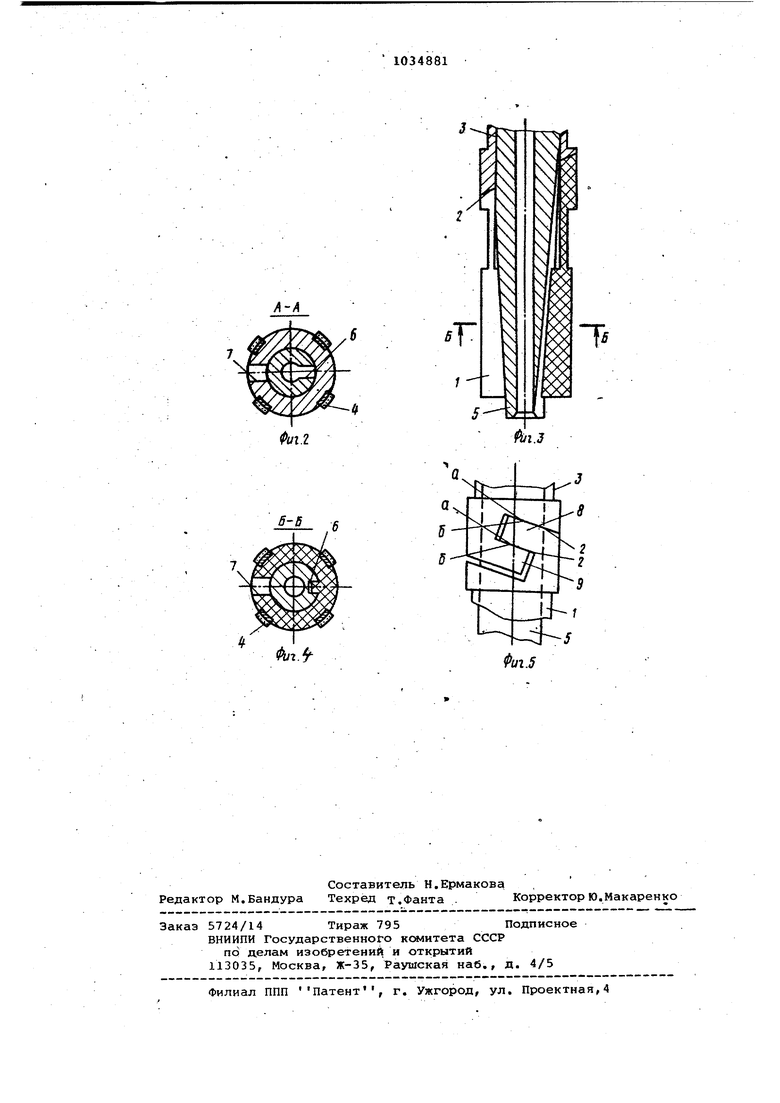
Кроме того, скосы выполнены двойг ными, образукмцими пару косых выступов, заходящих йдин за яругой. I На фиг. 1 изображен инструмент с металлической рубашкой; на фиг.2 разрез на фигь 1; на фиг, 3 - инстЕ умент с пластмассовой рубашкой; на фиг. 4 - разрез Б-Б на фиг, 3; на фиг 5 - вариант одновременного-f
.фиксирования осевого и вращательногр перемещения рубашки
Инструмент содержит рубашку 1 с выст5том 2, образованным кооьам срезом в соединении съемника 3 с рубашкой, бруски 4, прикрепленные к рубашке притира/ оправку 5 с продольным пазом 6. Рубашка имеет разрез 7. Косые срезы а рубашки 1 и ef съемника 3 плотно прижимаются друг к другу, причем срез (выступ) рубаш ки повышается по оси инструмента в сторону продольного паза б оправки 5. Это необходимо для совмещения выступа 2 рубашки с продольным пазом б оправки, которое требуется для правильной Сборки инструмента, т.е. выставления разреза 7 рубашки диаметрально противоположного продольному .пазу 6 оправки. Такое расположение выступа 2 относительно разреза 7 рубеиики приводит к увеличению длины контактирующих поверхностей и улучшению фиксации.
На фиг. 5 показана фиксация, осуществляемая двойньлм косым срезом, образующим пару косых выступов 8 рубашки и 9 съемника, заходящих один за другой, эта конструкция дополнительно выполняет взаимную осевую фиксацию рубашки и съемника.
При доводке инструмент входит в обрабатываемое отверстие и осущесвляет вращательное и возвратно-поступательное движение. Фиксация инструмента обеспечивается плотным прижатием рубашки .к съемнику по косому срезу. Увеличенная поверхность Косого среза (выступа) удерживает стальную рубашку от вращательного движения, предохраняя от среза выступа. При применении пластмассовых рубашек увеличенная торцовая поверхность из-за применения торцового среза, вынесенного за пределами зон .обработки, надежно фиксирует рубашку и предохраняет ее торец от срезания металлическим съемником.
В случае применения двойного косго среза обеспечивается надежная фиксация от произвольного вращательного и возвратно-поступательного перемещения рубашки притира. Благодар наличию предлагаемого фиксатора все притиры могут эксйлуатироваться до, .полного износа брусков при отсутствии брака обрабатываемых деталей.
Предлагаемое техническое решение позволяет уве/тичить срок служGa инструмента дополного износа брусков и снизить брак обрабатываемых деталей.
.3
б-Б
Фи1.
Фиг.5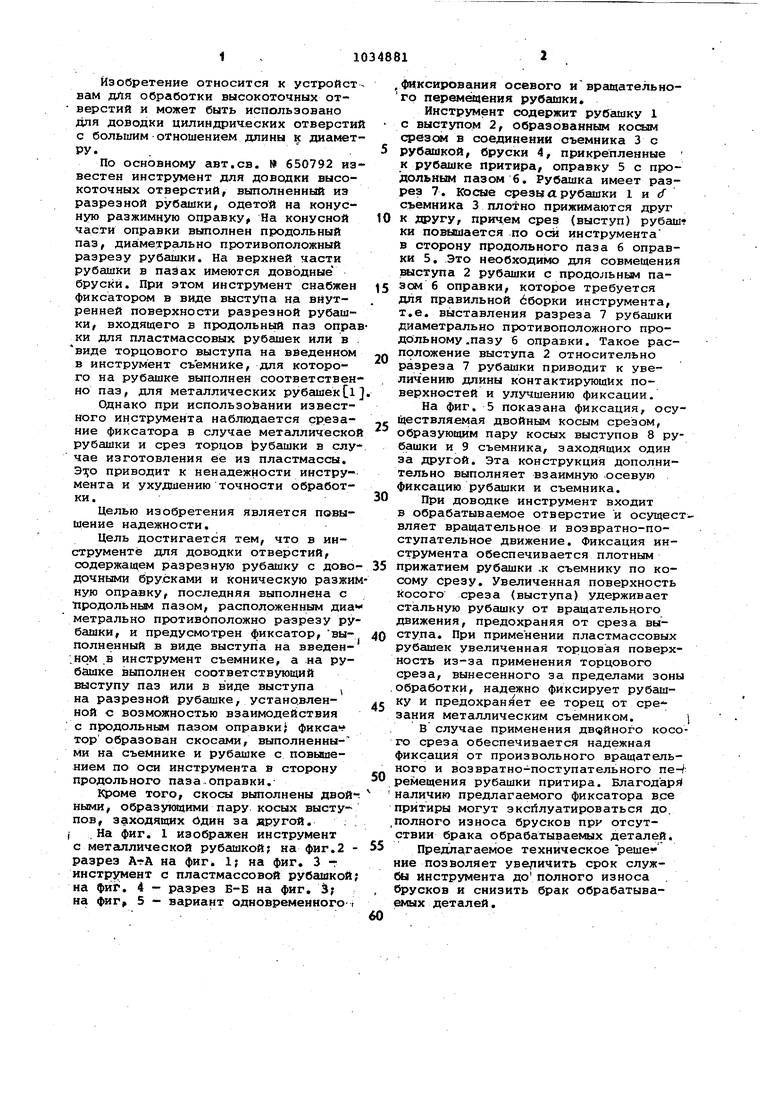
| название | год | авторы | номер документа |
|---|---|---|---|
| Притир для обработки отверстий | 1976 |
|
SU589110A1 |
| Притир для обработки отверстий | 1980 |
|
SU944892A1 |
| Притир для доводки отверстий | 1979 |
|
SU941166A1 |
| ХОН ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2000 |
|
RU2197369C2 |
| УСТРОЙСТВО для доводки ОТВЕРСТИЙ | 1966 |
|
SU184164A1 |
| Притир | 1982 |
|
SU1100794A1 |
| Притир | 1981 |
|
SU995441A1 |
| Притир для обработки отверстий | 1985 |
|
SU1315262A1 |
| Притир для доводки отверстий | 1983 |
|
SU1183353A1 |
| Инструмент для абразивной обработки поверхностей вращения | 1983 |
|
SU1138299A1 |
1. ИНСТРУМЕНТ ДЛЯ ДОВОДКИ ОТВЕРСТИЙ по авт.св. 650792, о т- л и ч д ю щ и и С Я тем, что, с j .целью повьвоения надежности «нструмен та, фиксатор образован скосами, выполненн11Ми на съемнике и рубашке с повышением по бен инструмента в сто рону продольного паза оправки. 2. Инструмент по п.1, О т л и ч а юЩ и и с я тем, что скОсУ выпол нены двойными образу1йЬ1ИМИ пару ко- сых выступов, заходящих один за другой . ts : Jf 00 00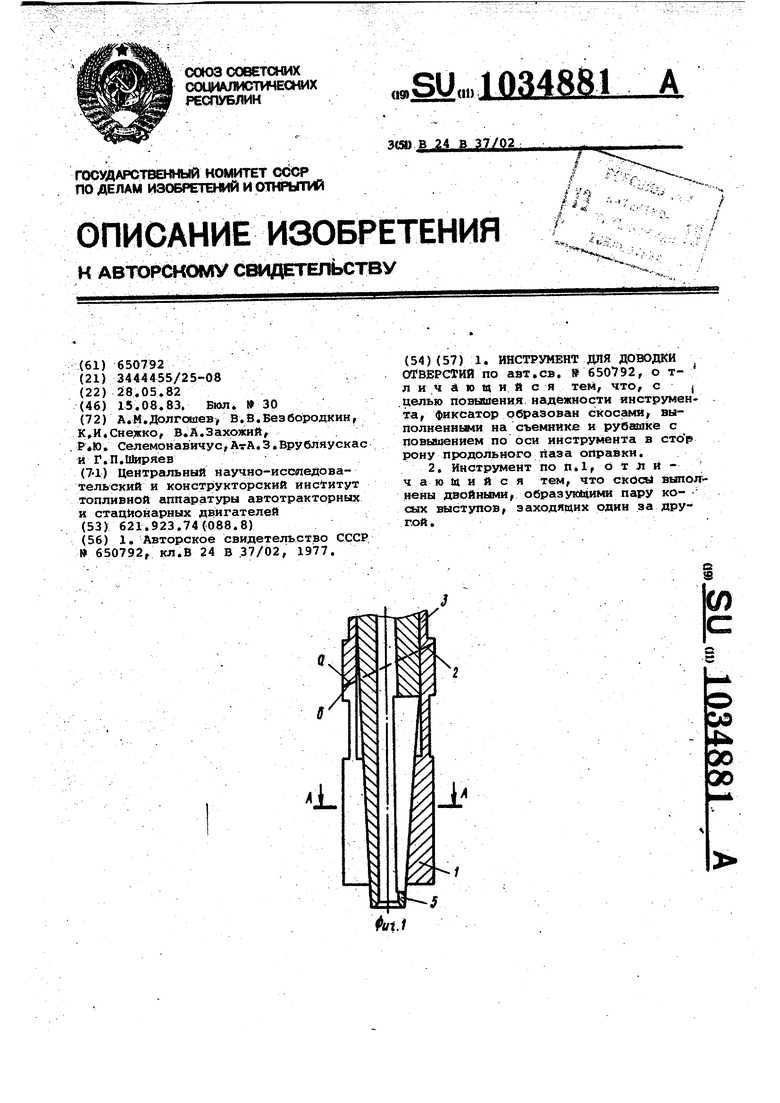
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Инструмент для доводки отверстий | 1977 |
|
SU650792A1 |
