Изобретение относится к инструментам для Зотки высокоточных отверстий и может быть использовано для довода цилиндрических отверстий.
Известны притиры, корпус которых вь толнен в виде разрезной рубашки, разжимаемой конической оправкой и имеюнхей пазы, в которых закреплены доводочные бруски. Рубашка этого притира В1 н1о:1нена равиостенной.
Этот притир изгибает разжимную оправку, на которой создает при обработке нежелате, Ьный осевой момент, увеличиваюший погрешность установки м базирования детали, и тем самы.м снижает точность обработки ее. Особенно это сказывается при доводке отверстий с большим соотношением длины к диаметру 1.
Целью изобретения является обеспече1И1е стабильной высокой точности обработки отве 1стий при больиюй производительности путем со.хранения иилиндрической формы притира и устранения из1ибан11Я оправки, на которой он закреплен.
Для этого в |1ред.1агаемом притире разжимная руба1нка с закреплениыми на нем доводочными брусками вьпюлнена разносгенной с наибольшей тол пиной стенок у продольногО разреза, выпсхтненного вдоль обра:1 юн1ей цилиндра р ба1нки.
Иазы для брусков распо.южены относительно разреза симметрично. Разиостенность корпуса притира может быть достигнута, иапример, смещеьгием оси отверстия корпуса относительно оси его наружной иоверхности в сторону, противоположную разрезу.
Наружная поверхность брусков должна 6i)iTb концентрична внутренней поверхности корпуса иритпра.
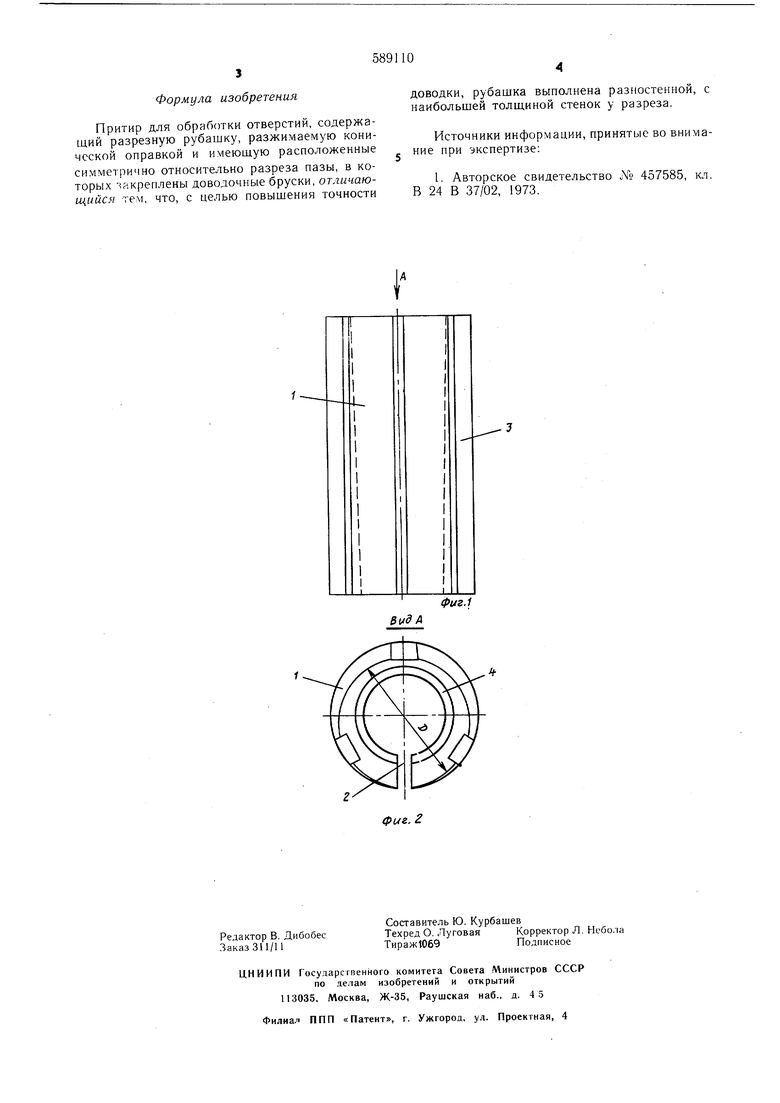
На фиг. I изображен притир в вертикальном рабочем положении; fia фиг. 2 - вид по стрелке А- А на 4. I.
Притир содержит рубапп у 1 с разрезом 2, бруски 3. прикреПсЛенные к рчбашке притира пайки ii.ni другим сиособом, и конусное отверстие 4.
Ири работе притира диаметр, D рубашки 1 увеличивается по мере смятия стружки с обрабатываемого отверстия с по.мошью конусного стержня. Нричем, благодаря наличию утолщения у разреза, диаметр окружности по брускам остается прави,1ьной формы, чем достигается точность обработки отверстия.
Формула изобретения
Притир для обработки отверстий, содержащий разрезную рубашку, разжимаемую конической оправкой и имеющую расположенные симметрично относительно разреза пазы, в которых закреплены доводочные бруски, отличающийся тем, что, с целью повышения точности
доводки, рубащка выполнена разностенной, с наибольшей толщиной стенок у разреза.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство oN 457585, кл, В 24 В 37/02, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Притир для обработки отверстий | 1980 |
|
SU944892A1 |
| Притир для доводки отверстий | 1979 |
|
SU941166A1 |
| Притир для обработки отверстий | 1973 |
|
SU457585A1 |
| Инструмент для доводки отверстий | 1982 |
|
SU1034881A2 |
| Инструмент для абразивной обработки поверхностей вращения | 1983 |
|
SU1138299A1 |
| Притир для обработки отверстий | 1977 |
|
SU632556A2 |
| Притир для доводки цилиндрических отверстий | 1983 |
|
SU1119830A1 |
| ХОН ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2000 |
|
RU2197369C2 |
| Притир для доводки отверстий | 1983 |
|
SU1183353A1 |
| Притир для обработки отверстий | 1985 |
|
SU1315262A1 |
