Извьетные аажимные устройства к стандартным разрывным машинам для испытания на отрыв сварных соединений арматурных стержней, состоящие из иарных захватов с растягивающим штоком, закренляемым в зажи5 ах разрывной ма1НННЫ, обычно вынолнены в BHIR четырехзвенн&го механизма.
Особенность онисываемого зажимноа-о устройства затхлгочается к том, что оно выиолнено в виде двухзвенного одногаарнирното механизма, в котором растягивающее усилие разрывной машины Н1)ео5разуется в равномерно раснределяемов гежду сварным соединением отрыв}г(1В усилие посредством захватов, обхватывающих крайний арматурный стержень под ноздейетвием кл11новид1гото окончания растягивающего штока.
Такая конструкция зажшшо Ч ycTpoii(гва биособствует более равиомерному распределению растягтающего усилия по арматуриым стер/сням сварного соединепн.я. что нредунреждает изгиб стержне|.
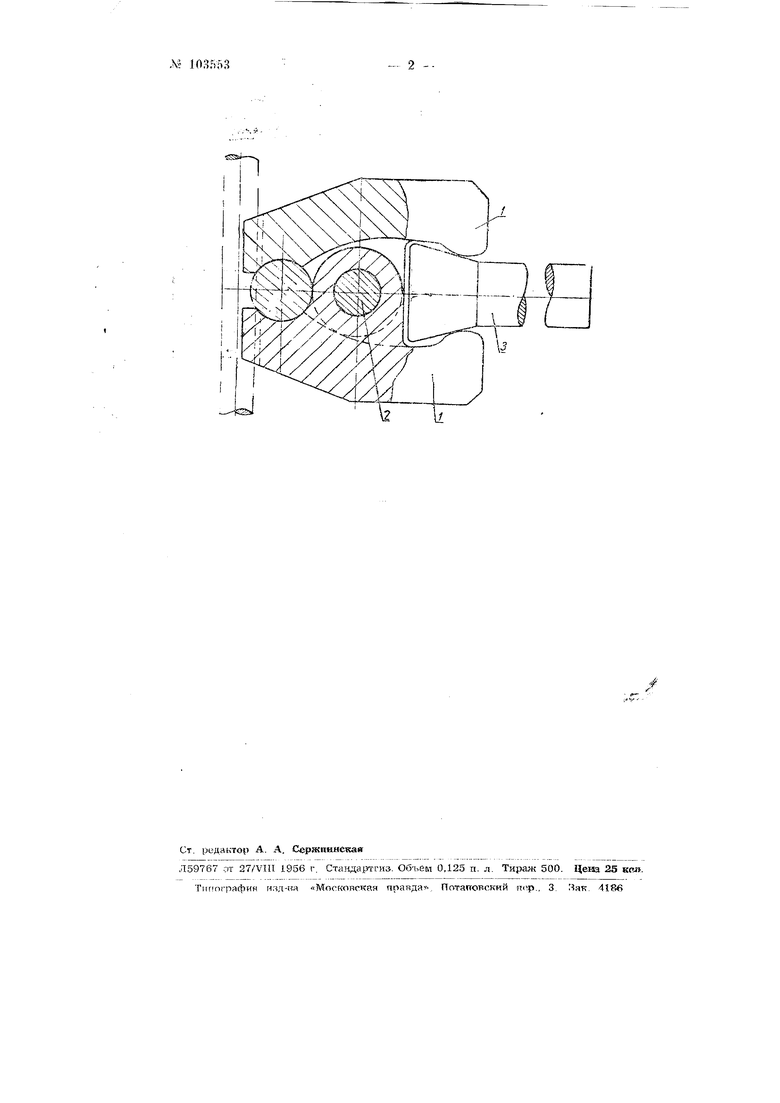
На чпртеже изображен одтгн из захватив устройства с частичным разрезо с.
Захватное устройство состоит из двух одинаковых захватов и двух растягивающих штоков. Еа;кдый захват выполнен и видп двух обойм (1) с, полукруглыми г.ырезами для плотного обхватывания арматурного стержня я соединитольпого валика (2). Растягивающий шток (3) сяиновидным концом вставляется мел;ду концами обоймы, которая своими ирстииоположными конца пг обхватывает ар гатурны стеру;ень. Мротивуполижиый цилиндрический конец растягивающего штока закрепляется в зажимах разрывной маппгаы.
При включении разр лвной мапшны 11лоскосг;г клиновидиых концов растяги1 аюп(их пгтоков скользят но закруглендчой внутренней поверхности обоЙАЕ, которые раздвигаются и противоположными концами плотно с,жимают крайние арматурные стержни сварного соединения, выз),1вая появлснгге в нем растягивающих 1гапря.;кений. При достижении определенно{| степени деформации растяжентгя происходит отрыв арматурных стер:1;ней сварного соединентгя на наипо.гее слабом его участке.
II р е д м е т п и о о р е г i; н и я
оажпмпое устройство для нсиытаник сварных соедннений арматурных стержней на отрыв, состоящее из парных захватов с растягиваюпц1ми штоками, закрепляемыми в зажимах разрывной машииы, о т л и ч а ю ni, е е с я тем. что с целы) нредупреждения изгиба . оно выполнено в впде двухзвенпого однопигрнирногп механизма, в ;oTOpOM растя|1 ват1це1 усилие разрывной преоб 1азуотс 1 в равномерно распределяемое между сварным соединенном отрывное усилие посредством захватов, обхват),1вающих крайний арматурный стержень под воздействием клнновидного окончания растягпваюн1его штока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Захваты к разрывной машине | 1955 |
|
SU115014A1 |
| Способ контактной сварки арматурных стержней встык или вкрест | 1957 |
|
SU123642A1 |
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ СТЕРЖНЕЙ К ЭЛЕМЕНТАМ СОРТОВОГО ПРОФИЛЯ ПОД СЛОЕМ ФЛЮСА | 1969 |
|
SU251116A1 |
| Установка для электротермического упрочнения стержневой арматуры | 1981 |
|
SU996689A1 |
| Линия стыковой сварки стержней | 1983 |
|
SU1105287A1 |
| ХИМИЧЕСКИЙ СОСТАВ АРМАТУРНОГО ПРОКАТА | 2022 |
|
RU2802045C1 |
| Прибор для измерения размеров изделий из мягких и эластичных материалов, например, кинопленки | 1956 |
|
SU114597A1 |
| СПОСОБ ПРЕДНАПРЯЖЕНИЯ КОМПОЗИТНЫХ ПОЛИМЕРНЫХ АРМАТУРНЫХ СТЕРЖНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2724077C1 |
| Предварительно напряженный арматурный элемент | 1977 |
|
SU702141A1 |
| Устройство для электродуговой сварки под слоем флюса стержней втавр | 1981 |
|
SU986675A1 |