Фиг,{ Изобретение относится к средства производства строительных -материало в частности к заготовке мерных арматурных стержней со стыковой сваркой и непрерывную нитку и одновреме ным отмериванием по длине и резкой. Известна линия стыковой сварки стержней, содержащая установленные на основании в технологической последовательности стеллажи для исходных и мерных стержней, стыко-свароч ную машину, камеру охлаждения стыка механизм мерной резки fl. Однако измерение объема воды и время подачи воды на стык выполняют вручную, что снижает производительность линии и не обеспечивает необходимого качества сварки, стержней. Цель изобретения - повышение качества сварного соединения стержней путем обеспечения двукратного дозированного охлаждения стыка. Поставленная цель достигается те что линия стыковой сварки стержней содержащая установленные на основании в технологической последователь ности стеллажи для исходных и мерны стержней, стыко-сварочную машину, к меру охлаждения стыка и механизм ме ной резки, снабжена резервуаром с датчиком уровня воды, размещенным, нем регулиремым дозатором, выполнен ным в виде цилиндра с радиальными о верстиями для подачи воды и манжето установленной в стенке цилиндра под радиальными отверстиями, и нагнетателя в виде штока цилиндра, снабжен ного трехпозиционным двухпоршневым пневмоприводом, связанным одним пор нем с нагнетателем и оснащенным регулятором хода. На фиг. 1 показана линия, общий вид; на фиг. 2 - сечение А-А на фиг 1; на фиг. 3 - то же, в момент пред варительного охлаждения стыка. Линия стыковой сварки стержней состоит из установленных на основаНИИ в технологической последователь ности стеллажа 1 для исходных стерж ней с рольгангом 2 для направления движения стержней, захвата 3 одностороннего действия с его приводом 4, машины 5 для контактной стыковой сварки, камеры 6 охлаждения стыков, тянущих роликов 7, механизма 8 мерной резки, стеллажа 9 для мерных стержней с переставным концевым выключателем 10 и стенда 11 для испытания мерных стержней с неподвижным захватом 12, подвижным захватом 13 и приводом 14. Линия снабжена резервуаром 15, в котором размещен дозатор, выполненны в виде цилиндра 16 с радиальными отверстиями 17 (фиг. 2) для прохода воды. В стенке цилиндра под отверстиями 17 установлена манжета 18, которая ограничивает объем дозируемой воды. Соосно с цилиндром 16 расположены нагнетатель 19 и трехпозиционный двухпоршневой пневмопривод 20, поршень 21 которого связан с нагнетателем 19, а поршень 22 оснащен регулятором 23 его хода и выполнен с отверстием 24 для прохода сжатого воздуха. Цилиндр 16 через отверстие в дне резервуара и посредством трубопровода 25 связан с камерой 6, а к резервуару подключен трубопровод 26 для пополнения его водой. Линия снабжена регулятором 27. хода нагнетателя и автоматическим датчиком 28 уровня воды, выполненным в виде гидрокамеры 29, запорного штока 30, контактирующего с торцом трубопровода 26, и поплавка 31, имеющего кулачок 32 для нажатия на шток 30. Под камерой 6 (фиг. 2 и 3) установлен лоток 33 для стока воды в резервуар, а машина имеет зажимы 34. Исходный арматурный стержень (не показан) сбрасывают со стеллажа 1 на рольганг 2 и пропускают его через камеру 6 так, что задний конец располагается между зажимами 34. Затем аналогичным образом второй стержень подводят в стык первому стержню и концы стержней закрепляют в зажимах 34. Затем включают машину 5 и производят контактную стыковую сварку стыков стержней. После окончания сварки стыка автоматически включается привод 4 и своим захватом 3 перемещает сваренный стык на шаг, располагая его в камере 6. Затем поршень 22 перемещают до регулятора 23 (фиг. 3), в результате чего конец нагнетателя 19 проходит через манжету 18 и из цилиндра 16 вытесняет воду, которая по трубопроводу 25 поступает в камеру 6 и, разбрызгиваясь, производит дождевание нагретого сваренного стыка, в результате чего стык охлаждается. После определенного времени путем подачи сжатого воздуха через отверстие 24 поршень 21 перемещают до положения, при котором нагнетатель 19 упирается в регулятор 27, в результате чего из цилиндра 16 в камеру 6 выливается вторая дозированная часть воды, которая термоупрочняет стык, охлаждая его до 200-450с. Затем посредством роликов 7(фиг. 1) перемещают стержень до концевого выключателя 10, который отключает ролики и включает механизм 8для мерной резки стержця. Отрезанный мерный стержень сбрасывают на стенд 11, закрепляют его концы в захватах 12 и 13 и посредством привода 14 производят испытание стыка вытяжкой, при этом остаточная температура 200-450°С,не снижая прочности материала, обеспечивает его пластичность и стабилизацию соосности стыков, сни мает остаточные напряжения. Таким образом, точным дозированием количества подаваемой в камеру б воды исключают большую разность температур внутренних и наружных слоев стер ня и обеспечивают самоотпуск за счет остатка внутренней температуры стерж ня в зоне соединения, т.е. в зоне сварки. После окончания дождевания стыка поршни 21 и 22 поднимают в верхнее положение, поднимая нагнетатель 19 выше отверстий 17, через которые вода из резервуара заполнит цилиндр 16 при этом поплавок 31 датчика 28 контролирует уровень воды в резервуаре, а именно при снижении уровня воды поплавок опускается и шток 30 открывает трубопровод 26, т.е. вода через гидрокамеру 29 попадает в резервуар 15. При изменении режима охлаждения сваренных стыков или при регулировке этого режима изменяют положения регуляторов 23 и 27, в результате чего изменяется количество воды в первой и второй дозах каждого цикла дождевания. Таким образом, предлагаемая линия позволяет с большей точностью отмеривать количества воды при двукратной ее подаче в камеру охлаждения стыка, что повьдшает качество стыков, а именно обеспечивает стыковую контактную сварку стержней из термоупроченных сталей. При обеспечении режима тержоупрочнения коэффициент использования прочностных свойств стали повышается в 1,8 раза. Стоимость дополнительного оборудования составляет около 6000 руб. Средняя производительность линии составляет 750 т в год. Годовой экономический эффект составляет 9,4 млн. РУб.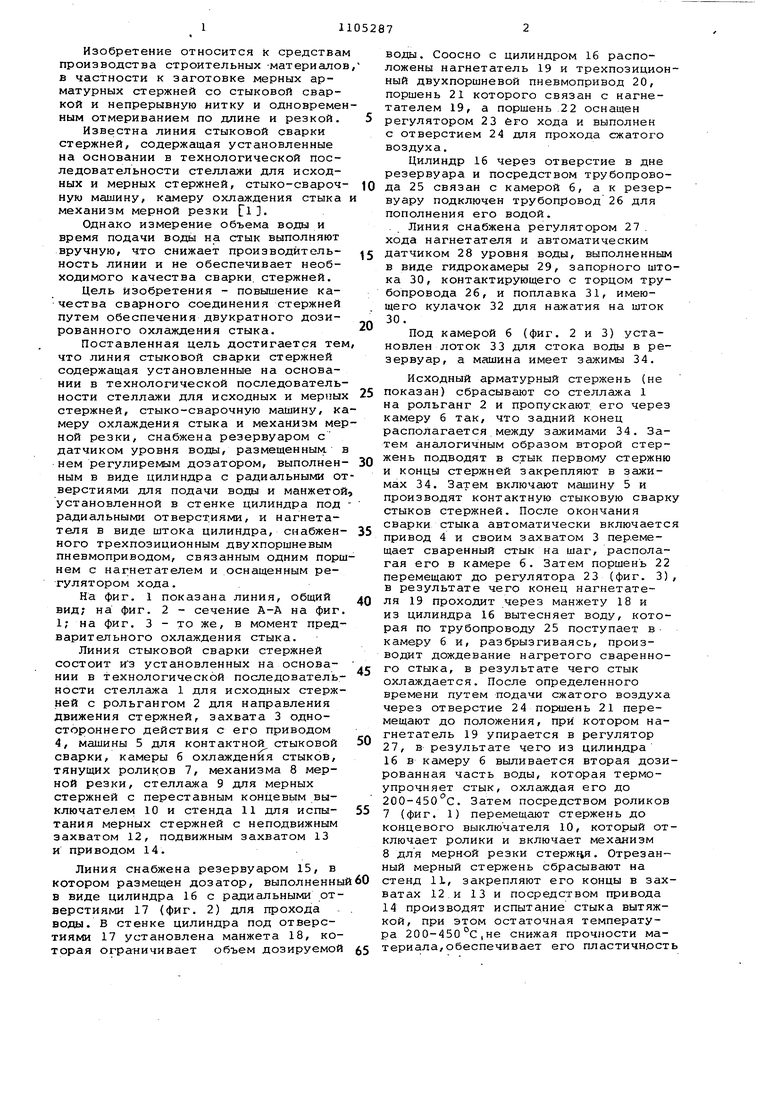

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термоупрочнения изделий | 1982 |
|
SU1073304A1 |
| Поточная линия для безотходной заготовки мерных цилиндрических деталей | 1977 |
|
SU740436A1 |
| Линия для сборки под сварку и сварки плоских каркасов из продольных и поперечных стержней | 1981 |
|
SU979060A1 |
| Линия для изготовления арматурных стержней | 1982 |
|
SU1165541A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ БЕЗОТХОДНОЙ ЗАГОТОВКИ АРМАТУРНЫХ СТЕРЖНЕЙ | 1973 |
|
SU408730A1 |
| Трубоукладочная баржа с трубосварочным комплексом | 1984 |
|
SU1327403A1 |
| Машина для стыковой электроконтактной сварки труб большого диаметра | 1973 |
|
SU500934A1 |
| Устройство для стыковой сварки | 1982 |
|
SU1147533A1 |
| Автоматическая линия заготовки мерных изделий | 1990 |
|
SU1808803A1 |
| Гратосниматель для снятия внутреннего грата и части усиления сварного шва при контактной сварке обсадных труб | 1967 |
|
SU468728A1 |

ЛИНИЯ СТЫКОВОЙ СВАРКИ СТЕРЖНЕЙ, содержащая установленные на осно вании в технологической последовательности стеллажи для исходных и мерных стержней, стыко-сварочную. машину, камеру охлаждения стыка и механизм мерной резки, отличающаяся тем, что, с целью повышения качества сварного соединения стержней путем обеспечения двукратного дозированного охлаждения, линия снабжена резервуаром с датчиком уровня воды, размещенным в нем регулируемым дозатором, выполненным в виде цилиндра с радиальными отверстиями для подачи воды и манжетой, установленной в стенке цилиндра под радиальными отверстиями,и нагнетателя в виде штока цилиндра, снабженного трехпозиционным двухпоршневым пневмоприводом, ) связанным одним поршнем с нагнета(Л телем и оснащенным регулятором хода.
А-А
2S
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Поточная линия для безотходной заготовки мерных цилиндрических деталей | 1977 |
|
SU740436A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
