1
Изобретение относится к строительной индустрии для изготовления предварительно напряженных железобетонных изделий, в частности для электротермического упрочнения арматурных стержней.
Известна установка для электротермического упрочнения арматурных стержней, в которой последовательно установлены и взаимноувязаны между собой нагревательное, закалочное и отпускное устройство Cl .
Однако на этой установке получают термоупрочненные стержни для исполь- ,j зования их в предварительно напряженных железобетонных изделиях с дополнительной операцией по формованию на концах стержней анкерных приспособлений, например, высаженных головок, 20 что приводит к разупрочнению стержней в зоне нагрева под высадку головок, что значительно снижает механические свойства.
Наиболее близким техническим нием к предлагаемому является установка для электротермического упрочнения стержневой арматуры, включающая последовательно установленные загрузочную площадку, механизм подачи стержня, устройство для высадки анкерных головок нагрева, закалки и устройство операции отпуска 2.
Недостатком этой установки является то, что она не обеспечивает стабильности размера между анкерными головками из-за неуправляемости процессом остаточного удлинения стержней во время закалки, т.е. не обеспечивается заданная величина предварительного напряжения.
Цель изобретения - повышение качества стержневой арматуры и обеспечение стабильного размера между анкерными головками.
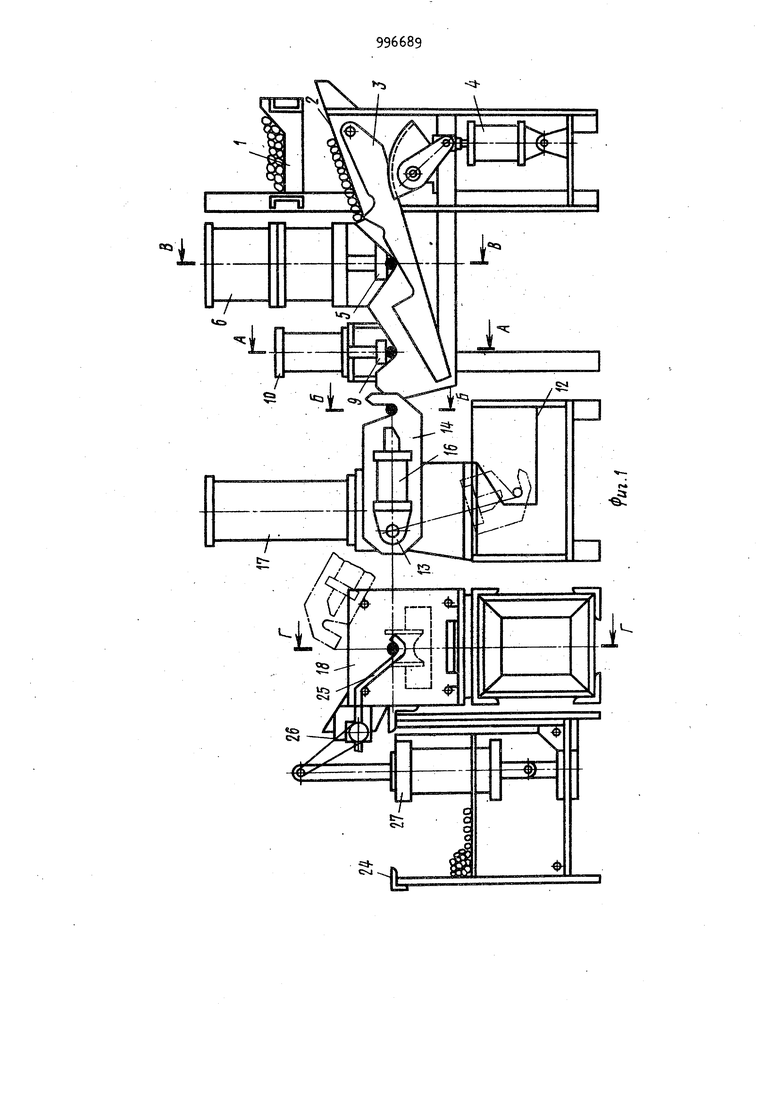
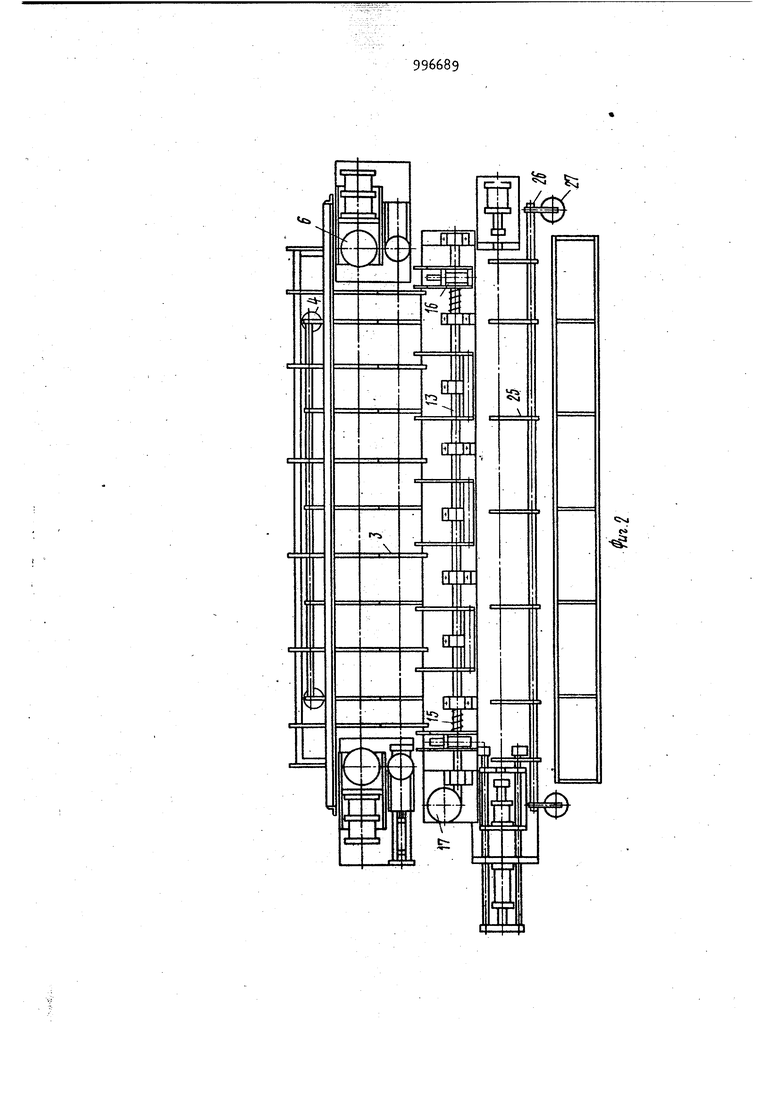
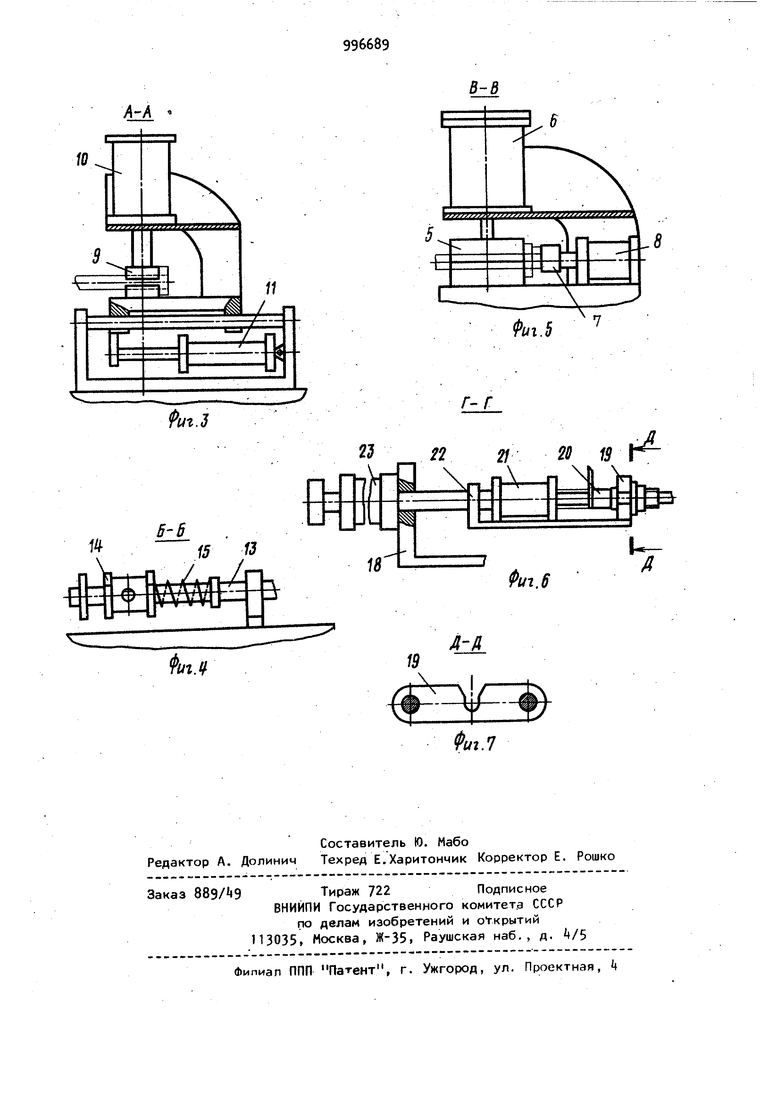
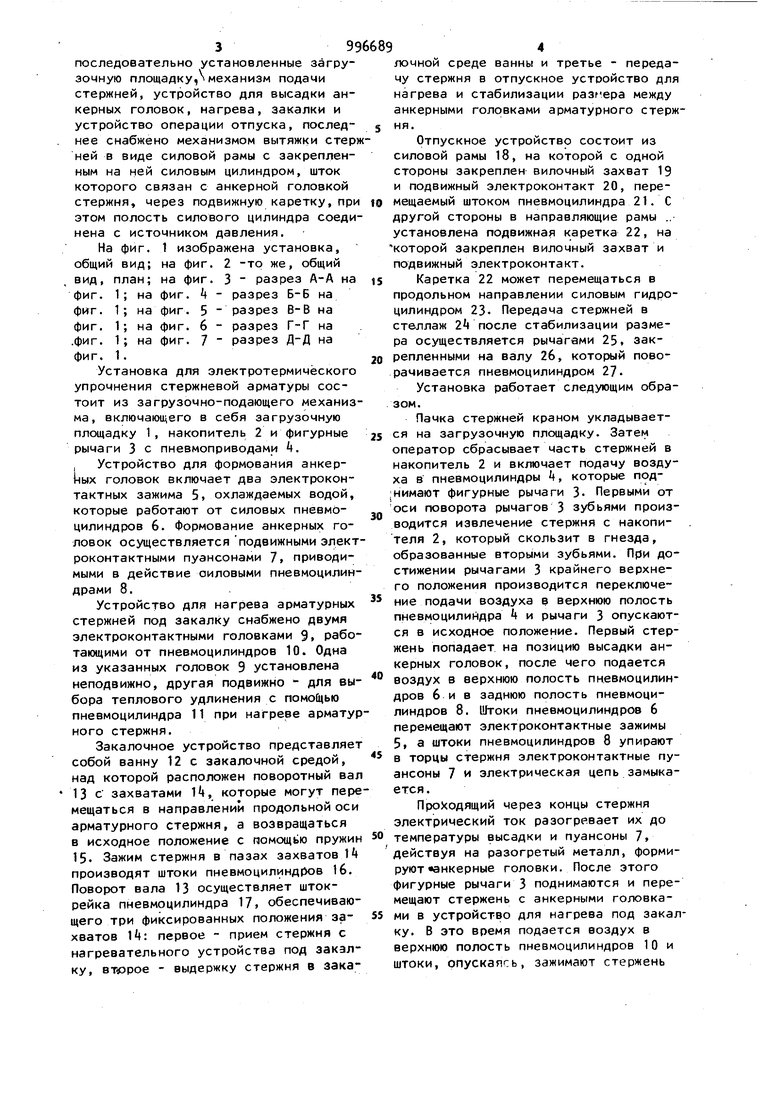
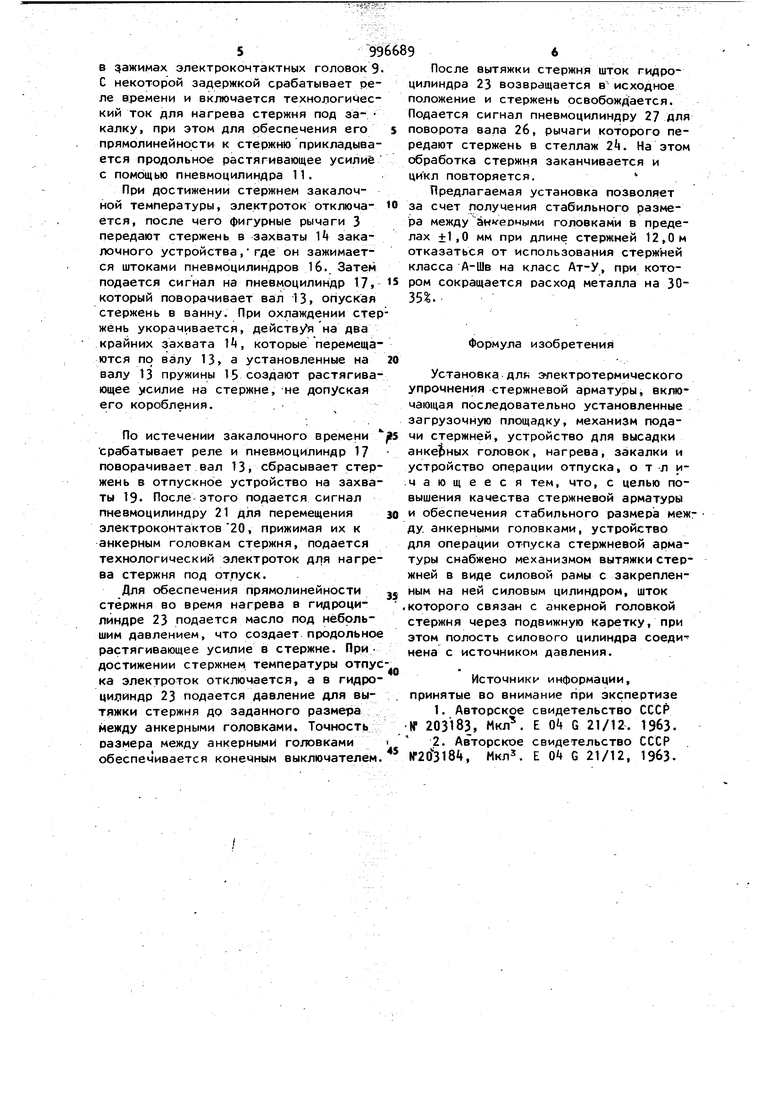
Цель достигается тем, что в установке для электротермического упрочнения стержневой арматуры, включающей последовательно установленные загрузочную площадку, механизм подачи стержней, устройство для высадки анкерных головок, нагрева, закалки и устройство операции отпуска, последнее снабжено механизмом вытяжки стер ней в виде силовой рамы с закрепленным на ней силовым цилиндром, шток которого связан с анкерной головкой стержня, через подвижную каретку, при этом полость силового цилиндра соеди нена с источником давления. На фиг, 1 изображена установка, общий вид; на фиг. 2 -то же, общий 3 - разрез А-А на план; на фиг. 1; на фиг. k разрез Б-Б на 1; на фиг. разрез В-В на 1; на фиг. разрез Г-Г на 1; на фиг. разрез Д-Д на 1. Установка для электротермического упрочнения стержневой арматуры состоит из загрузочно-подающего механиз ма, включающего в себя загрузочную площадку 1, накопитель 2 и фигурные рычаги 3 с пневмоприводами А. Устройство для формования анкерных головок включает два электроконтактных зажима 5, охлаждаемых водой, которые работают от силовых пневмоцилиндров 6. Формование анкерных головок осуществляется подвижными элект роконтактными пуансонами 7, приводимыми в действие оиловыми пневмоцилин драми 8. Устройство для нагрева арматурных стержней под закалку снабжено двумя электроконтактными головками 9. работающими от пневмоцилиндров 10. Одна из указанных головок 9 установлена неподвижно, другая подвижно - для выбора теплового удлинения с помо(цью пневмоцилиндра 11 при нагреве арматур ного стержня. Закалочное устройство представляет собой ванну 12 с закалочной средой, над которой расположен поворотный вал 13с захватами 1, которые могут пере мещаться в направлении продольной оси арматурного стержня, а возвращаться в исходное положение с помощью пружин 15. Зажим стержня в пазах захватов Ц производят штоки пневмоцилиндров 16. Поворот вала 13 осуществляет штокрейка пневмоцилиндра 17, обеспечивающего три фиксированных положения захватов первое - прием стержня с нагревательного устройства под закалку, второе - выдержку стержня в закалочной среде ванны и третье - передачу стержня в отпускное устройство для нагрева и стабилизации размера между анкерными головками арматурного стержня. Отпускное устройство состоит из силовой рамы 18, на которой с одной стороны закреплен вилочный захват 19 и подвижный электроконтакт 20, перемещаемый штоком пневмоцилиндра 21. С другой стороны в направляющие рамы .. установлена подвижная каретка 22, на которой закреплен вилочный захват и подвижный электроконтакт. Каретка 22 может перемещаться в продольном направлении силовым гидроцилиндром 23- Передача стержней в стеллаж 2 после стабилизации размера осуществляется рычагами 25. закрепленными на валу 2б, который поворачивается пневмоцилиндром 27Установка работает следующим образом. Пачка стержней краном укладывается на загрузочную площадку. Затем оператор сбрасывает часть стержней в накопитель 2 и включает подачу воздуха в пневмоцилиндры 4, которые поднимают фигурные рычаги 3- Первыми от оси поворота рычагов 3 зубьями производится извлечение стержня с накопителя 2, который скользит в гнезда, образованные вторыми зубьями. При достижении рычагами 3 крайнего верхнего положения производится переключение подачи воздуха в верхнюю полость пневмоцилиндра k и рычаги 3 опускаются в исходное положение. Первый стержень попадает на позицию высадки анкерных головок, после чего подается воздух в верхнюю полость пневмоцилиндров бив заднюю полость пневмоцилиндров 8. Штоки пневмоцилиндров 6 перемещают электроконтактные зажимы 5, а штоки пневмоцилиндров 8 упирают в торцы стержня электроконтактные пуансоны 7 и электрическая цепь замыкается. Проходящий через концы стержня электрический ток разогревает их до температуры высадки и пуансоны 7, действуя на разогретый металл, формируют «анкерные головки. После этого фигурные рычаги 3 поднимаются и перемещают стержень с анкерными головками в устройство для нагрева под закалку. В это время подается воздух в верхнюю полость пневмоцилиндров 10 и штоки, опускаясь, зажимают стержень в : ажимах электрокочтактных головок 9 С некоторой задержкой срабатывает реле времени и включается технологический ток для нагрева стержня под за- калку, при этом для обеспечения его прямолинейностн к стержню прикладывается продольное растягивающее усилие с помощью пневмоцилиндра 11. При достижении стержнем закалочной температуры, электроток отключается, после чего фигурные рычаги 3 передают стержень в захваты k закалочного устройства,где он зажимается штоками пневмоцилиндров 16. Затем подается сигнал на пневмрцилиндр 17, который поворачивает вал 13, опуская стержень в ванну. При охлаждении стер жень укорачивается, действуя на два крайних захвата 1, которые перемещаются по валу 13, а установленные на валу 13 пружины 15 создают растягивающее усилие на стержне, не допуская его коробления. По истечении закалочного времени срабатывает реле и пневмоцилиндр 17 поворачивает вал 13, сбрасывает стержень в отпускное устройство на захваты 19. После этого подается сигнал пневмоцилиндру 21 для перемещения электроконтактов20, прижимая их к анкерным головкам стержня, подается технологический электроток для нагрева стержня под отпуск. Для обеспечения прямолинейности стержня во время нагрева в гидроцилйндре 23 подается масло под небольшим давлением, что создает продольное растягивающее усилие в стержне. При достижении стержнем температуры отпус ка электроток отключается, а в гидроци}:1индр 23 подается давление для вытяжки стержня до заданного размера между анкерными головками. Точность размера между анкерными головками обеспечивается конечным выключателем После вытяжки стержня шток гидроцилиндра 23 возвращается в исходное положение и стержень освобождается. Подается сигнал пневмоцилиндру 27 для поворота вала 26, рычаги которого передают стержень в стеллаж 2. На этом обработка стержня заканчивается и цикл повторяется. Предлагаемая установка позволяет за счет получения стабильного размера между ан еоными головками в пределах ±1,0 мм при длине стерж«ей 12,0м отказаться от использования стержней класса А-Шв на класс Ат-У, при котором сокращается расход металла на 3035%.Формула изобретения Установка дль электротермического упрочнения стержневой арматуры, включающая последовательно установленные загрузочную площадку, механизм подачи стержней, устройство для высадки анкерных головок, нагрева, закалки и устройство операции отпуска, отличающееся тем, что, с целью повышения качества стержневой арматуры и обеспечения стабильного размера между, анкерными головками, устройство для операции отпуска стержневой арматуры снабжено механизмом вытяжки стержней в виде силовой рамы с закрепленным на ней силовым цилиндром, шток которого связан с анкерной головкой стержня через подвижную каретку, при этом полость силового цилиндра соеди нена с источником давления. Источники информации, принятые во внимание Нри экспертизе 1.Авторское свидетельство СССР -№ 203183, Мкл. Е G 21/12. 1963. 2.Авторское свидетельство СССР If203l8i, Мкл. Е 0 G 21/12, 19бЗ.
АА
W
OZaZSSSSSZSf
ff
/
Ф
ф:
Й/t.j
г-г
19 t
22
2В
21
Pui.6
А-Л
19
Й/г.7
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЭЛЕКТРОТЕРМИЧЕСКОГО УПРОЧНЕНИЯ АРМАТУРНОЙ СТАЛИ С САМООТПУСКОМ СТЕРЖНЕЙ | 1966 |
|
SU181674A1 |
| ЭЛЕКТРОТЕРМИЧЕСКОГО УПРОЧНЕНИЯ СТЕРЖНЕВОЙ АРМАТУРЫ | 1967 |
|
SU203184A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОТЕРМИЧЕСКОГО УПРОЧНЕНИЯ СТЕРЖНЕВОЙ АРМАТУРЫ | 1967 |
|
SU203183A1 |
| СПОСОБ ОБРАЗОВАНИЯ АНКЕРНЫХ ГОЛОВОК | 1969 |
|
SU239991A1 |
| УСТРОЙСТВО для ЭЛЕКТРОТЕРМИЧЕСКОГО НАГРЕВА И УКЛАДКИ АРМАТУРНБ1Х СТЕРЖНЕЙ В УПОРЫ | 1968 |
|
SU217259A1 |
| Устройство для электронагрева арматурных стержней | 1978 |
|
SU767325A1 |
| Устройство для высадки анкерных головок | 1990 |
|
SU1791599A1 |
| В. П. В. М. Иващенко, В. Н. Святченко и Ю. Э. Борковс!bvii-b-.'it^''-^-^^'^^Pg^tHTI^O- .^-тLXUй^vECl;л•яЕ}«ЬЛИОТЕКАчГ | 1970 |
|
SU269962A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОТЕРМИЧЕСКОГО УПРОЧНЕНИЯ СТЕРЖНЕВОЙ СТАЛИ | 1967 |
|
SU223834A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1971 |
|
SU314873A1 |