Известна машина для HSI-OTOB.ICния путем прессования крупногабаритных полых стеклянных нзде.-ип, например аккумуляторных i-oc дов, снабженная полой формой с матрицей, перемещающейся снизу вверх и взаимодействующей с верхним поддоном, который нагружен регулируемым грузом, а для формования борта сосуда верхний поддон связан посредством рычажной нс- редачи с пневматическим цилиндром. В основании полой формы под матрицей, расположена камера, через которую внутрь сосуда подается сжатьп1 воздух.
В описываемой машипе с це.ты() повышения производительности прнменен карусельный стол с установленными иа нем несколькнми формами с нодвижными Лгатрицамн, закрепленными на пустотелых JHIIHHде.-1ях, снабженных реечными меха н 1змамн, которые кинематически связаны с электродвигателями.
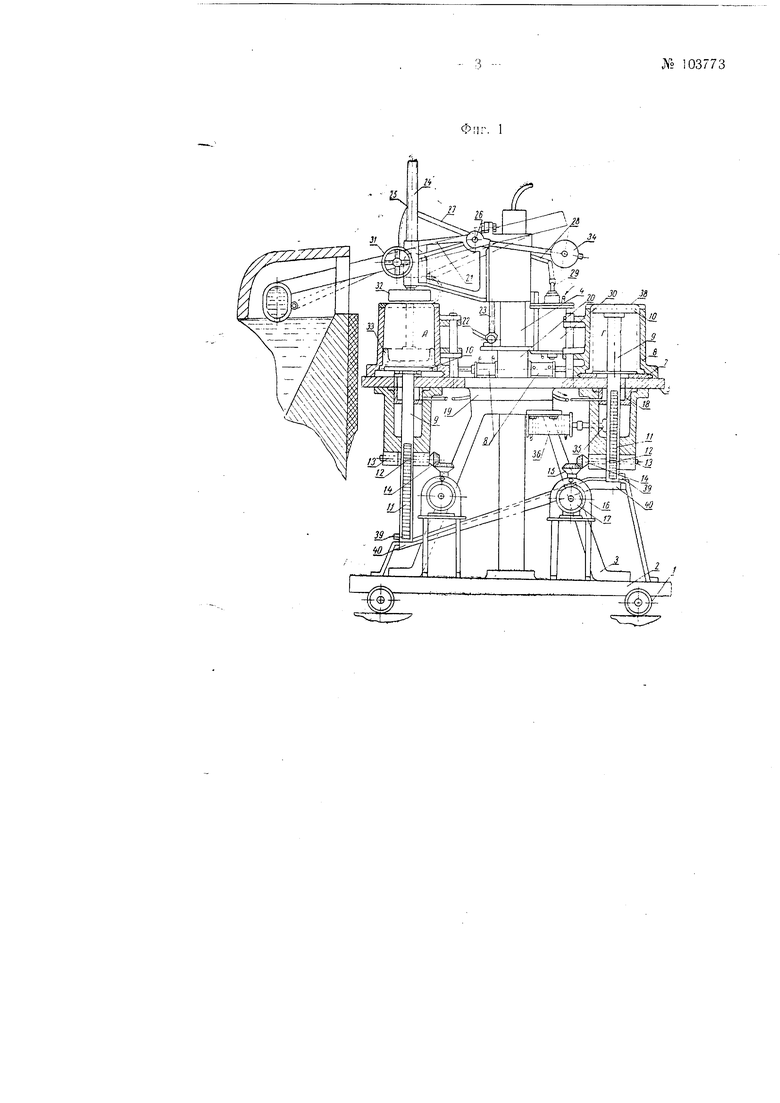
На фиг. 1 изображен общи вид мапщны; на фиг. 2-вид иа Mainniiy сверху; иа фиг. 3-технологическая схема изготовления изделия; на (1)пг.
4-схема механического съема изделия с машины.
На колесах 1 установлена CTainiиа 2, на которой укрен.пены стойк 3, колонка 4 и карусельный сто.ч 5. На столе 5 имеется несколько гюлых форм 6 с направляюпщми 7 н пневматическими цилиндрами tS .чля открытия и закрытия форм.
Через стол 5 по оси форм проходит пустоте.тьп игпиидель 9. на котором закреплена матрниа Подъем и опускание пшинделя с л атрицей осуществляются через зубчатую рейку 11, систему зч бчатых передач 12, 13, 14 и 15 н редуктор 16 от электродвпгателя 17.
В осиоваиин формы распо.тожеиа самера 18, в которую подается воздух из распределительной коробки 19.
На столе 5 расположена му|рта 20, а на колонке 4 закреплена консоль 21, поворотом рукоятки 22 н виита 23 устанавливаемая на онреде.тепную высоту, в зависимости от высоты изделия.
На валу 24 установлена зубчатая рейка 25, с которой сцеплен поворотный иа оси 26 зубчатый сегмент 27. Ось зубчатого сегмента связана с pHMcirojM 28, соединенным 00 UJTOKOM 29 нневматического цилиндра 30. лМаховик 31 нредиазначен д,1Я подъема и,опускания верхнего поддона 32. Регу.:1ироваиие давления поддона 32 на стек.юмассу 33 осуществляется подвижным конт 5грузом 34. Поворот сто.ча 5 нропзводнтся при помощи кулисы 35 пневматическим цилиндром 36. Стек.ю.масса подается в с|)орму вакуумиым наборником 37. Изготов.чение крупиогабарнтных полых изделии осун1,сств,1яется c/ieдующим образом. Пос.Ю подачи стек.юмассы 33 в форму стол 5 поворачивается па 45 и форма устанав.тивается в no.ioжение А, показапиое на фиг. 2 н ч1ктиром, а поддон 32 устанавливается по оси формы. Затем в пневматический ц,и.1индр 30 подается с;катый воздух, в результате чего годдон 32 опускается на стек.юмассу и вынрессовыпает край и дно изде.чия. После перек.почения нодачи сжатого воздуха по,вдои 32 занн.мает пачальное положение, стол поворачивается, фор.ма занимает положение Б. .Д1атрииа JO поднимается, выдавливает кверху стекломассу и происходит формование стенок и дна издетия 38. Для прижатия стенок изде.гия и их ох.таждення 15нутрь изделия через камеру /fS подается сжатый воздух (в положении В). В ноложенин Б, В, Г и Д нитиидель .9 с матрицей 10 иаходится в поднятом состоянии в результате перемещения ролика 39 по паправляющей 40. В положении Д подача воздуха внутрь изделия прекращается, (j)opма раскрывается (как указано на фиг. 2 пунктиром) нод воздействием нггока пневматического цилиндра 8. Ролик 39 сходит с иаправляюн ей 4G и птимдель с лтатрицей занимают начальное положение. При последующем повороте сто.Ui форма с изде,1ием занимает ноложение Е и снимается механическим съемщиком, смонтированным над ман1иной на монорельсах 41 и состоянщм из захватов 42 и клещей 43, установле1Н ых на каретке 44,несущей нневматический цилиндр 45.Механический захватывает изделие 38, нодр имает его, поворачивает дном вниз и нодает на транспортер 46 для направления в отжигательное устройство. П р е д м е т и з о б р е т е и и я 1.Мащипа для изготовления путем прессова1п-1я крупногабаритных полых стектяпных изделий по авт. св. NO 9687, отличающаяся тем, что, с целью повышения производительности, в ией применен карусельный стол с уста-, )ювленными на нем несколькими формами с подвижпь ми матрицами. 2.Форма вынолнения машины но и. 1, о т л и ч а ю щ а я с я тем, подвижные матрицы закрен.;1ены на пустотелых нпинделях, снабженlibLx реечными механизмами, кинематически связащгыми с э.ектродвигателями.
f
Фкг. 2
г
Ч±г-
3 JH

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления путем прессования крупно-габаритных полых стеклянных изделий | 1952 |
|
SU96875A1 |
| Многошпиндельная машина для притирки пробок к стеклянной посуде | 1949 |
|
SU85859A1 |
| Устройство для горизонтального вытягивания листового стекла | 1948 |
|
SU80369A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Станок для шлифования плоскостей граненой стеклянной посуды | 1940 |
|
SU60152A1 |
| Станок для шлифования и полирования стеклянных листов | 1939 |
|
SU55349A1 |
| Установка для непрерывного производства стеклянных труб | 1951 |
|
SU95850A1 |
| Автомат для изготовления двухслойной с отформованной губой стельки | 1955 |
|
SU103706A1 |
| Машина для гидропластической обработки трубчатых изделий | 1983 |
|
SU1335484A1 |
| Г. А. А. Н. Орлов и Я. И. Ермаков•CHahijrAv | 1967 |
|
SU191065A1 |