Изобретение относится к способам изготовления тисненых бирок для маркировки электрических проводов.
По предложенному способу, с целью упрощения процесса заделки концов проводов и повышения качества монтажа, бирки изготовляются из тонкостенных полихлорвиниловых трубок, которые предварительно маркируют одновременно с противоположных сторон. Для этого с помощью нагретых кодовых дисков на трубку наносят углубленные опознавательные знаки, а затем разрезают ее поперек на отдельные бирки, которые надевают на заделываемые концы проводов.
Чтобы предохранить тонкостенную трубку от повреждения и получить ясное тиснение, производят маркировку, предварительно надев трубку на металлический стержень.
Для осуществления выщеописанного способа маркировки предложен полуавтоматический станок, состоящий из смонтированных на общем основании кулачкового механизма для подачи трубки к месту маркировки, эксцентрикового механизма с кодовьши дисками для маркировки трубки, нагревательных элементов для подогрева кодовых дисков и самоцентрирующего устройства, позволяющего произволить симметричную маркировку любого диаметра.
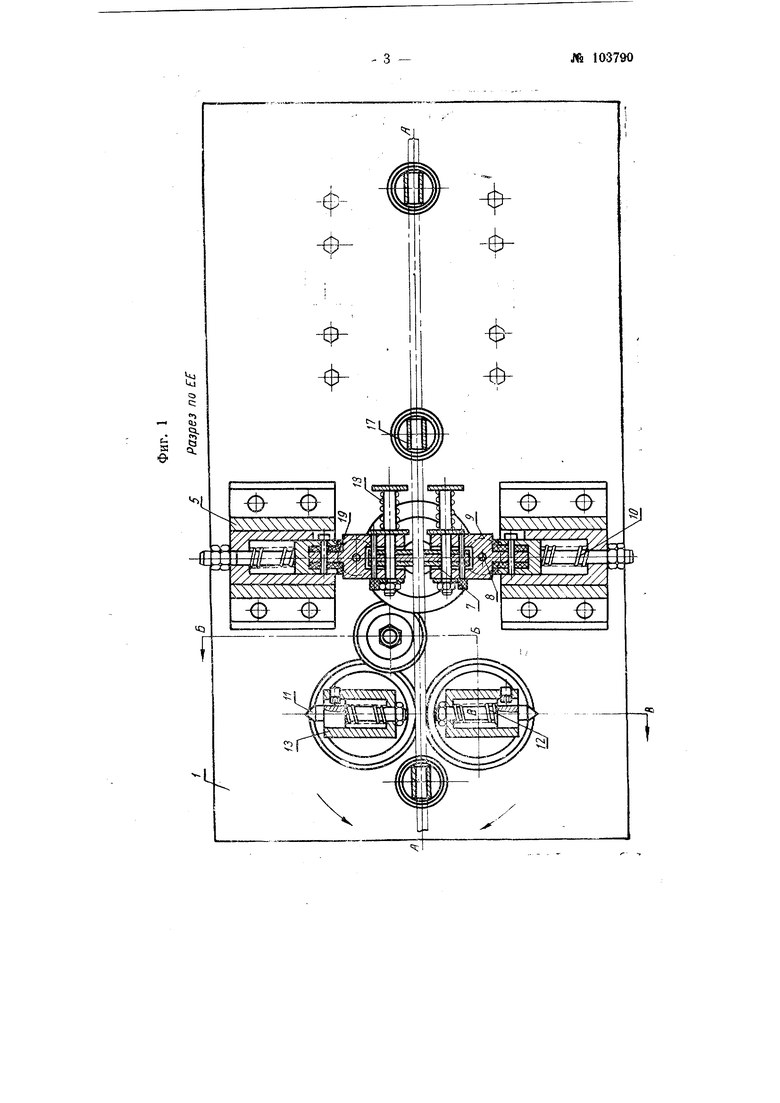
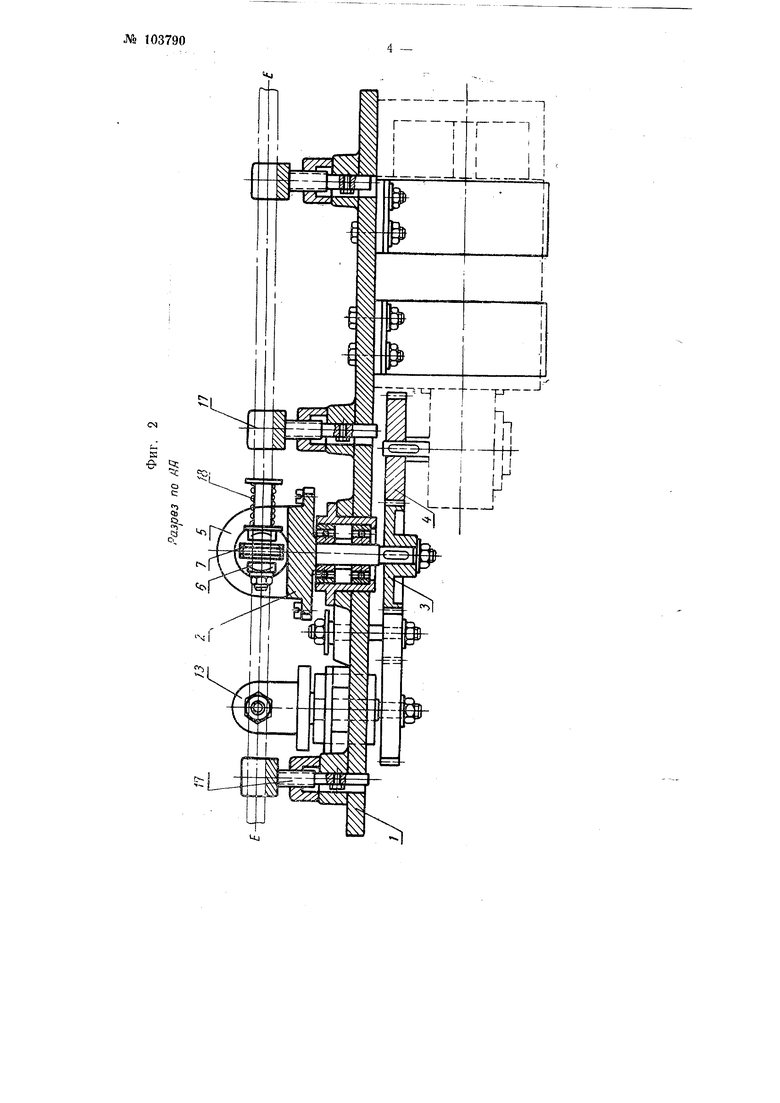
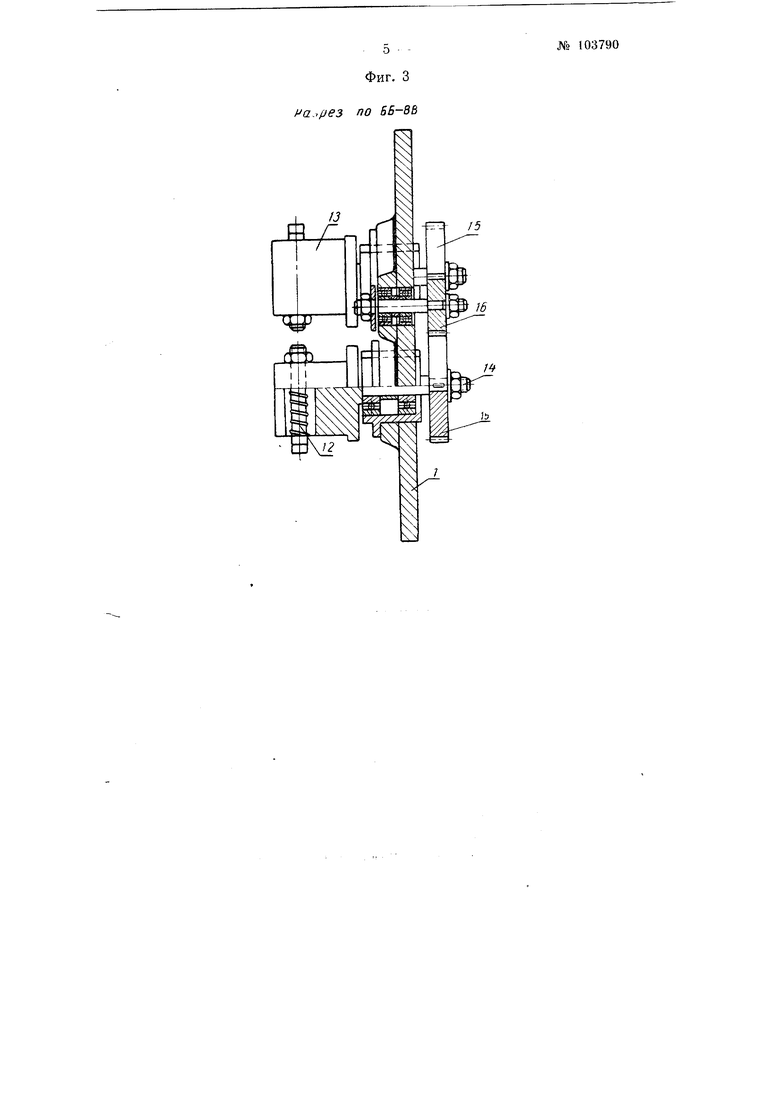
Устройство предложенного станка показано на фиг. 1, 2 и 3.
На общем основании 1 смонтирован диск 2 с парой кулачков-эксцентриков. Диск посажен на ту же ось вращения, что и щестеренка 3, которая сцепляется с ведущей шестерней 4, вращаемой от редуктора и электродвигателя.
На основании / установлены два кронштейна 5, в которые на цапфах вмонтированы скобы 6, несущие кодовые диски 7 с маркировочными знаками. В скобах 6 запрессованы оси 8, на которые насажены щарикомодшипники 9 (показаны пунктиром), взаимодействующие с кулачками-эксцентриками диска 2.
Пружины 10 в рабочем положении прижимают диски 7 к маркируемой трубке.
Подача трубки осуществляется с помощью кулачков 11 с зажимными пружинами 12, смонтированных на кронштейнах 13. Кронштейны
/: запрессованы на оси 14 с посаженными iia них шестеренками 15, которые получают вращение через промежуточную шестерню 16 от шестеренки 3.
. Станок работает следуюнщм образом.
Когда кулачки-эксцентрики диска 2, нажимая на шарикоподшипники Р, раздвигают кодовые диски 7. кулачки 11 кулачкового механизма под действием пружин 12 захватывают трубку-заготовку к подают ее к кодовым дискам.
После того, как кулачки-эксцентрики выходят из соприкосновения с шарикоподшипниками 9, ко.аовые диски 7 под действием 10 самоцентрирующего устройства прижимаются к трубке, и происходит процесс оттиска знаков.
Чтобы трубка-заготовка при подаче не отклонялась в сторону, установлены направляющие стойки 17 с пазами.
Нагрев кодовых дисков осущестьляется посредством нагревательных элементов 18, питающихся от сети через понижающий трансформатор.
Чтобы изолировать кодовые -диски от остальных частей механизма, цапфы скоб 6 запрессованы в кронштейны через теплоизоляциоиные втулки 19.
Предмет изобретения
1. Снособ изготовления тисненых бирок для маркировки электрических проводов, отличающийся тем, что, с целью упрощения процесса концов проводов и повыщения качества монтажа, бирки изготовляют из тонкостенных полихлорвинило№1х трубок, которые сиачала одновременно маркируют с противоположных сторон путем нанесения на трубку углубленных опознавательных знаков с помощью нагреть х кодовых дисков, а затем разрезают на отдельные бирки, надеваемые на заделыгшсмые концы проводов,
2.Способ по П- 1, отличающий с я тем, что, с целью предотвращения повреждения трубок при клеймении и получения ясного тиснения, трубку перед клеймением надевают на металлический стержень, с которого ее снимают по окончании маркировки.
3.Полуавтоматический станок для осуществления способа по пн. 1 и 2, отличающийся тем, что он состоит из смонтированных на общем основании кулачкового механизма для подачи трубки к месту клеймения, эксцентрикового механизма с кодовыми дисками для клеймения трубки путем периодического прижатия нагретых кодовых дисков к трубке, нагревательных э.дементов для подогрева кодовых дисков и самоцентрирующего устройства, позволяющего производить симметричное клеймение трубок любого диаметра b I i .zzzzz
Uj

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления маркировочных трубчатых бирок | 1977 |
|
SU598772A1 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ БИРОК ИЗ ТЕРМОПЛАСТИЧНОЙ ТРУБКИ ЧЕРЕЗ ТИПОГРАФСКУЮ | 1973 |
|
SU372581A1 |
| Приспособление для разметки дисковых кулачков автоматов | 1932 |
|
SU28029A1 |
| Автомат для изготовления и маркировки трубчатых монтажных бирок | 1985 |
|
SU1279858A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБОК | 1990 |
|
RU2011484C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ПОДАЧИ ГВОЗДЕЙ В МАШИНЫ ДЛЯ ПРИБИВАНИЯ КАБЛУКОВ ИЗНУТРИ | 1937 |
|
SU60708A1 |
| Устройство для получения крученой нити | 1975 |
|
SU703031A3 |
| Станок для сборки картонных масляных фильтров | 1955 |
|
SU109946A1 |
| Высоковольтная аппаратная камера маневрового тепловоза | 2021 |
|
RU2758724C1 |
| Высоковольтная аппаратная камера маневрового тепловоза. | 2021 |
|
RU2750824C1 |