Изобретение относится к обработке металлов давлением, а именно к конструкциям рабочего инструмента экструзионных прессов, предназначенного для прессования изделий из металлов и сплавов со смазкой. Известны матрицы для прессования изделий со смазкой, на лобовой поверхности которых выполнены канавки, заполненные смазочным веществом, вытесняемым в процессе экструдирования прессуемым металлом и предотвращающим налипание последнего на инструмент 1. Недостаток указанных матриц заключается в том, что их смазочные канавки не обеспечивают равномерное нанесение смазки на прессуемый металл в течение всего процесса экструдирования, так как заложенное в канавки смазочное вещество почти полностью вытесняется уже в начальный период процесса, после чего канавки забиваются прессуемым металлом и часть изделия экструдируется без смазки, что ухудшает его качество и снижает стойкость матрицы. Известна также матрица для прессования изделий, содержащая корпус, концентрично установленную в нем вставку, кольцевой сборник смазки, связанный каналом с источником смазки и имеющий выход на рабочую поверхность матрицы- через канавку 2. Однако и в известной конструкции матрицы непрерывное нанесение смазки на прессуемый материал в течение всего процесса экструдирования возможно лишь при превыщении удельного давления смазки в ее сборнике и щелевой канавке над удельным усилием прессования данного материала. Для этого необходимо наличие специальной насосно-аккумуляторной станции высокого давления, которая могла бы обеспечить рваномерную и непрерывную подачу смазки на контактирующие поверхности прессуемого материала и матрицы. В противном случае эти поверхности будут равномерно смазаны только в начальный момент экструдирования, а в дальнейшем прессуемый материал запрет щелевую канавку и не даст возможности поступления смазки на поверхность соприкосновения, что ведет к налипанию прессуемого материала на рабочие участки матрицы, снижению ее стойкости и ухудщению качества изделий. Кроме того, возможно также затекание прессуемого материала в щелевую канавку, которое кроме выщеуказанных последствий, приводит в дальнейшем к трудностям при разборке матрицы для смены вставки при переходе на другой профиль изделия. Цель изобретения - повышение качества изделий путем обеспечения равномерности нанесения смазки на поверхность материала. Поставленная цель достигается тем, что матрица для прессования изделий, содержащая корпус, концентрично установленную в нем вставку, а также кольцевой сборник смазки, связанный каналом с источником смазки, связанный каналом с источником смазки и имеющий выход на рабочую поверхность матрицы через канавку, снабжена концентрично размещенным в сборнике, взаимодействующим со вставкой кольцевым порщнем, при этом вставка установлена с возможностью ограниченного осевого перемещения. Матрица может быть также снабжена обратным клапаном, установленным в канале матрицы. На чертеже изображена матрица, общий вид, продольный разрез. Матрица состоит из корпуса 1, в котором концентрично и с возможностью ограниченного осевого перемещения установлена вставка 2. В корпусе 1 со стороны опорной поверхности вставки 2 выполнен кольцевой сборник 3 смазки, в котором размещен кольцевой поршень 4, обладающий свободой осевого движения в сборнике и взаимодействующий со вставкой 2. Поршень 4 снабжен выступом 5, а сборник 3закрыт кольцевой прокладкой 6, имеющей наружный диаметр, равный диаметру поршня 4, и служашей ограничителем перемешения последнего. Сборник 3 при помощи канала 7, который снабжен обратным клапаном 8, соединен с источником смазки (на чертеже не показан), а при помощи кольцевой канавки 9, образованной проточкой на поверхности вставки 2 и корпусом 1 - с рабочей поверхностью матрицы. В исходном положении вставка 2 устанавливается своей рабочей поверхностью на одном уровне с рабочей поверхностью корпуса 1 и с зазором относительно прокладки 6. Величина этого зазора равна или превышает величину рабочего хода поршня 4в сборнике 3 смазки. При это.м площадь проекции рабочей поверхности вставки на плоскость, перпендикулярную к оси прессования, должна превышать площадь опорной поверхности поршня, контактирующей со смазкой, на величину, необходимую для превышения удельного Давления смазки над удельным усилением прессования. Площадь .опорной поверхности поршня 4, контактирующей со смазкой, рассчитывается исходя из обеспечения требуемого превйщения давления вытесняемой смазки над удельным усилием прессования, зависящим от температурно-скоростных условий процесса экструдирования (а именно, от предела прочности -деформируемого материала для конкретных условий процесса). Объем сборника 3 смазки, канавки 9, ее ноперечное сечение и длина рабочего хода поршня 4 зависят от требуемого периода прессования, зависящего, в свою очередь, как от предельных скоростей истечения для данных деформируемых материалов, коэффициента вытяжки ддя конкретного профиля пресс-изделия и длины деформируемой заготовки, т.е. длины хода прессштемпеля пресса во время прессования Матрица для прессования изделий работает следующим образом. Матрицу устанавливают на экструзионном прессе. От источника смазки под давлением, превышающем усилие обратного клапана 8, смазка через канал 7 подается в сборник 3. Под действием давления поршень 4 движется в сборнике, перемещая при этом вставку 2 в корпусе 1. Движение поршня 4 прекратится, как только его выступ 5 упрется в прокладку 6. При этом вставка 2 своей рабочей поверхностью встанет на одном уровне с рабочей поверхностью корпуса 1. После этого в контейнер пресса загружают прессуемую заготовку, которая под действием давления пресс-штемпеля начинает воздействовать на рабочие поверхности корпуса I и вставки 2 матрицы. Вставка 2, воспринимая усилие прессования, передает давление на поршень 4, который, в свою очередь, воздействует на смазку, находящуюся в сборнике 3, в результате чего повышается давление в сборнике и канале 7 и закрывается, клапан 8, препятствующий как поступлению смазки от источника, так и обратному ее вытеснению из сборника. При дальнейшем воздействии прессштемпеля на заготовку и через нее на вставку 2 и далее на поршень 4 давление смазки в сборнике 3 повышается до величины, превышающей удельное усилие прессования на расчетную величину мультипликации, т.е. на величину, равную отношению проекции рабочей поверхности вставки на плоскость, перпендикулярную к оси прессования, к площади опорной поверхности поршня, контактирующей со смазкой. В результате этого происходит вытеснение смазки из сборника 3 через канавку 9 на рабочую поверхность матрицы, контактирующую с деформируемым материалом, и между последними образуется подущка из смазки. Под действием течения материала заготовки вдоль рабочей поверхности матрицы происходит увлечение смазки к очку матрицы. В результате непрерывного давления деформируемого материала на вставку 2 осуществляются постоянное вытеснение смазки из сборника 3, поступление ее на рабочую поверхность матрицы и разделение смазочным слоем контактирующих поверхностей материала заготовки и матрицы. По окончании экструдирования прессизделия снимают прессующее давление, одним из известных способов отделяют пресс-остаток, от источника подают смаз У. которая открывает обратный клапан 8 и через канал 7 поступает в сборник 3, вытесняя из него поршень 4, который перемещает при этом вставку 2, занимающую исходное положение. Далее цикл повторяется. Использование предлагаемой матрицы по сравнению с базовым объектом обеспечивает повышение равномерности истечения деформируемого металла и значительное снижение локального износа матрицы за счет гарантированного разделения контактирующих поверхностей деформируемого металла и матрицы непрерывно .поступающей в течение всего цикла прессования смазкой под давлением, превышающим удельное усилие прессования; повышение качества получаемых изделий за счет равномерного распределения свойств как по длине, так и по сечению изделия при раномерном истечении металла; повыщение стойкости инструмента за счет изменения условий нагрузки; расширение области использования матрицы при прессовании изделий как на вертикальных, так и на горизонтальных прессах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для прессования изделий | 1982 |
|
SU1037994A1 |
| Матрица для прессования изделий | 1979 |
|
SU810328A1 |
| Матрица для прессования изделий | 1982 |
|
SU1156762A1 |
| Матрица для прессования изделий | 1975 |
|
SU529870A1 |
| Матричный блок для прессования изделий | 1983 |
|
SU1156763A1 |
| Игла для прессования труб из сплошных заготовок алюминиевых сплавов | 1973 |
|
SU526409A1 |
| СБОРНАЯ МАТРИЦА ДЛЯ ПРЕССОВАНИЯ | 2003 |
|
RU2233723C1 |
| УСТРОЙСТВО ДЛЯ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ | 2014 |
|
RU2550072C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ НЕКОМПАКТНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2578871C1 |
| Способ прессования малопластичных металлов и сплавов и инструмент для его осуществления | 1987 |
|
SU1574308A1 |
1. МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ, содержащая корпус, концентрично установленную в нем вставку, а также кольцевой сборник смазки, связанный каналом с источником смазки и имеющий выход на рабочую поверхность матрицы через канавку, отличающаяся тем, что, с целью повышения качества изделий путем обеспечения равномерности нанесения смазки на поверхность материала, она снабжена концентрично размещенным в сборнике, взаимодействующим со вставкой кольцевым порщнем, при этом вставка установлена с возможностью ограниченного осевого перемещения. 2. Матрица по п. 1, отличающаяся тем, что она снабжена обратным клапаном, установленным в канале матрицы. (Л со г со со Смазка е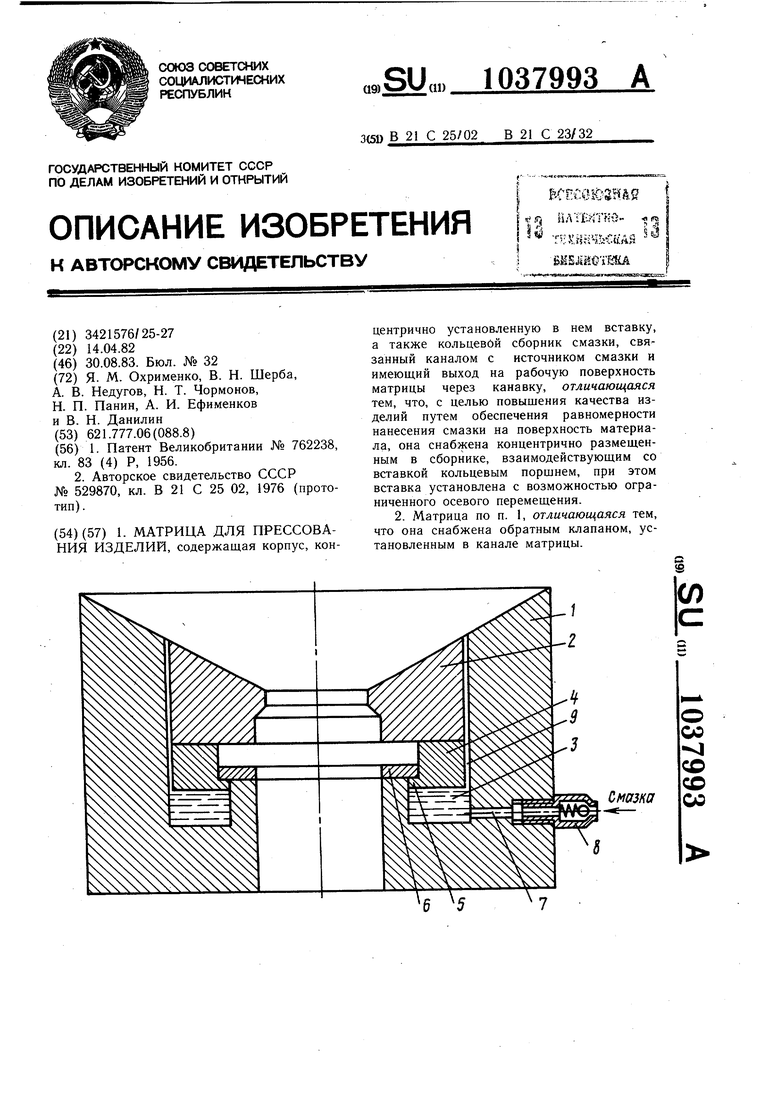
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Великобритании № 762238, кл | |||
| Пуговица | 0 |
|
SU83A1 |
