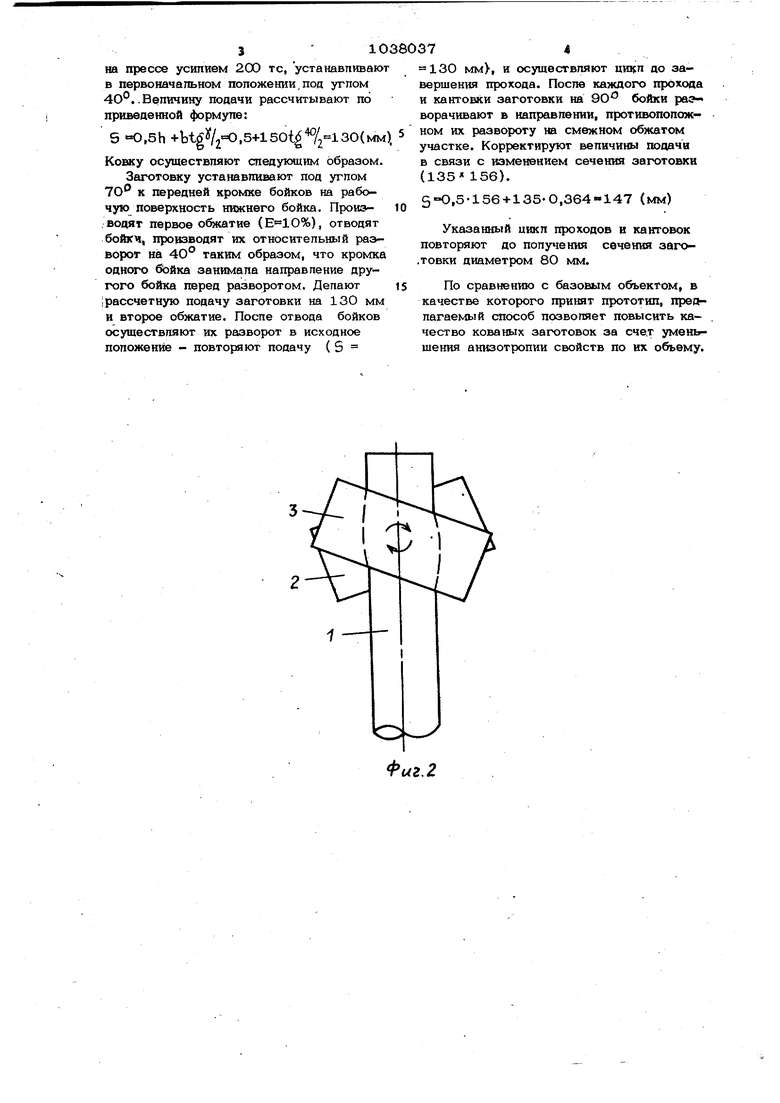
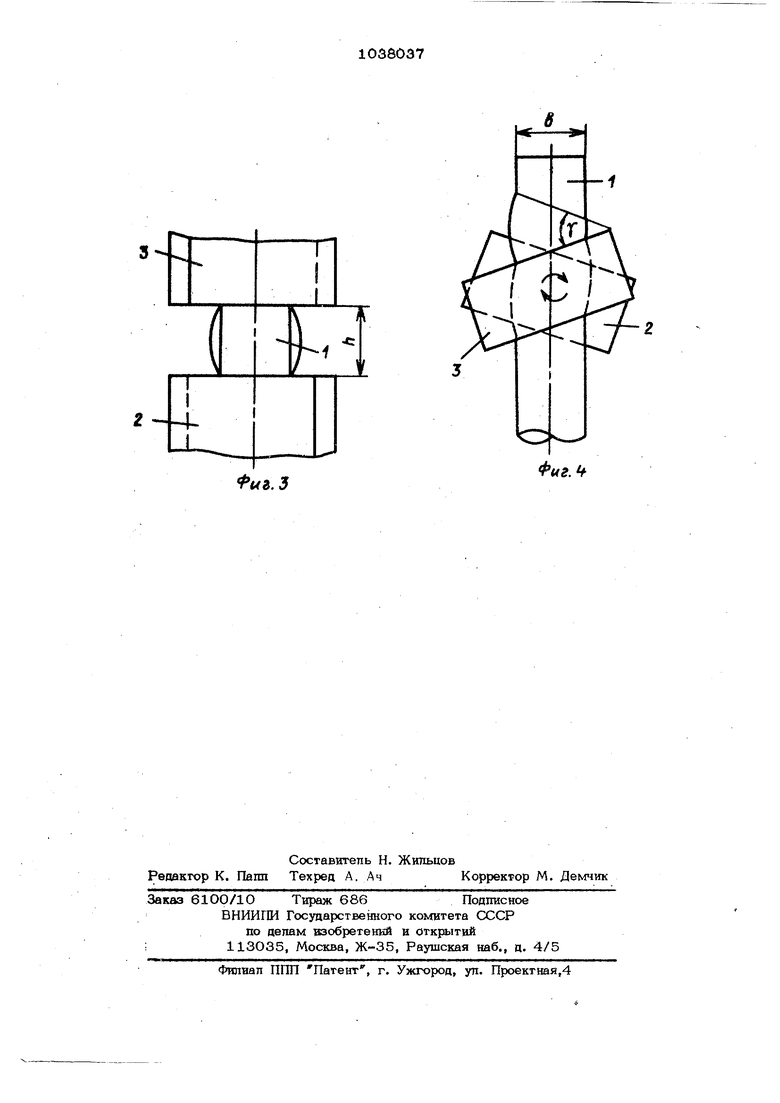
Изобретение относится к обработке метагтов оавтюнвем, а именно к способа ковки заготовок. Известен схюсоб получения поковок, включающий поспедоватепьное обжатие за готовки вдоль ее оси с периоднческой по дачей 1 . Недостатком способа является повышенная анизотропия механическия свойст металла полученных заготовок из-за неравномерной проковки их сечений. Наиболее близким по технической сущ ности и достигаемому результату являет способ ковки заготовок, включающий иопользованнные обжатия заготовки вдоль ее оси байками, развернутыми относител но друг друга на определенный угол в П7ЮСКОСТИ ковки, чередующиеся с подачами 2. Недостатке этого способа является то, что в процессе ковки происходит однонаправленное течение металла, что вызывает неравнозначность механических свойств в разных направлениях. Кроме того, сохраняется недостаток ковки обыч ными бойками, заключающийся в недостаточной проработке контактной с инструментом поверхности. Цель изобретения - повышения качест ва получ ен№1х поковок путем уменьшения анизотропии свойств. Указанная цель достигается тем, что в способе ковки заготовок, включающем последовательные обжатия заготовки вдоль ее оси бойками, развернутыми относительно друг друга на определенный угол в плоскости ковки, чередующиеся с прдачамк, перед каждым обжатием, начиная с второго, изменяют разворот бойков в направлении, противоположном их развороту перед предыдущим обжатием, при этом величину подачи между обжатиями определяют по соотношению , где S - величина подачи, мм; К - коэффициент зависимости конфигурации бойков, равный 0,50,6; h - высота заготовки, мм; b - ширина контакта бойков с заготовкой в направлении, перпендикулярном к подаче, мм; У - угол разворота бойков относительно друг друга в проекции на плоскость поковки, град. На фнг. 1 изображен основной вид развернутых бойков в состоянии обжатия заготовки; на фиг. 2 - то же, вид в плане; на фиг. 3 - основной вид развернутых в противоположном направлении бойков, в состоянии обжатия заготовки, после предварительной ее подачи; на фнг. 4 - то же, вид в плане. Способ осуществляется в следующей пос ледовате пьности. В исходном положении заготовка 1 подана на рабочую поверхность бойка 2, а боек 3 находится над заготовкой 1, причем бойки 2 и 3 развернуты друг относительно друга на заданный угол. Ось заготовки ориентируют по биссектрисе угла, образованного проекцией передних кромок бойков 2 и 3. Перемещают боек 3 и обжимают заготовку 1 (Обоими бойками 2 и 3. Затем боек 3 отводят в исходное положение и производят подачу заготовки на смежный обж№маемый участок, после чего осуществляют разворот бойков в противоположном направлении относительного разворота перед предыдущим обжатием и обжимают смежные участки заготовки 1, отводят боек 3 от заготовки 1 в исходное положение и разворачивают бойки 2 и 3. Повторяют указанные операции до завершения одного прохода, после чего кантуют заготовку 1 или перемещают. на следующий проход, а бойки разворачивают в противоположном направлении их развороту на смежном участке и продолжают ковку до получения заготовки заданных размеров. В результате воздействия на заготовку разворачиваемых бойков с определенной величиной подачи образующиеся трапецеидальные контакты очагов дефор|Мации с поверхностью бойков сочленяются равнонаклонными к оси заготовки границами и образуют угол, равный углу разво1рота. При рациональном сочетании величины подачи, угла разворота и параметров за гоготовки, определяемых из условия минимально допустимого перекр гтия смежного участка очага деформации, достигается оптимальное условие деформирования (сннженте анизотропии мехсвойств и увеличение интенсивности вытяжки). Приме р..Куют две квадраткые за1Х)товки сечением 15О мм, массой 150 кг. Материал слитка - стапь 434ХМ. Температурный Интервал ковки 1220850°СПлоские бойки шириной 200 мм, соооно закрепленные в поворотных устройствах на прессе усилием 2СЮ тс, устанавпиваю в первоначальном положении, под угпом 4О. .Величину подачи рассчитывают по приведенной формуле: 5 -O.Sh .5+150t /2,(MM Ковку осуществляют следующим образом. Заготовку устанавливают под угпом 70 к передней кромке бойков на рабочую поверхность нижнего бойка, Производят первое обжатие (), отводят бойкч, производят их относительный разворот на 40° таким образом, что кромка одного бьйка занимала направление другого бойка перед разворотом. Делают ;рассчетную подачу заготовки на 13О мм и второе обжатие. После отвода бойков осуществляют их разворот в исходное положение - повторяют подачу ( 5 10 374 130 мм, и осуществляют цикл до завершения прохода. После каждого прохода и кантовки заготовки на 9О бойки рас ворачивают в направлении, противоположном их развороту на смежном обжатом участке. Корректируют величины подачи в связи с изменением сечения заготовки (). ,5-156 + 135-0,364-147 (мм) Указанный цикл проходов и кантовок повторяют до получения сечения заго.товки диаметром 8О мм. По сравнению с базовым объектом, в качестве которого принят прототип, пресь лагаемый способ позволяет повысить качество кованых заготовок за счет умештшения анизотропии свойств по их объему.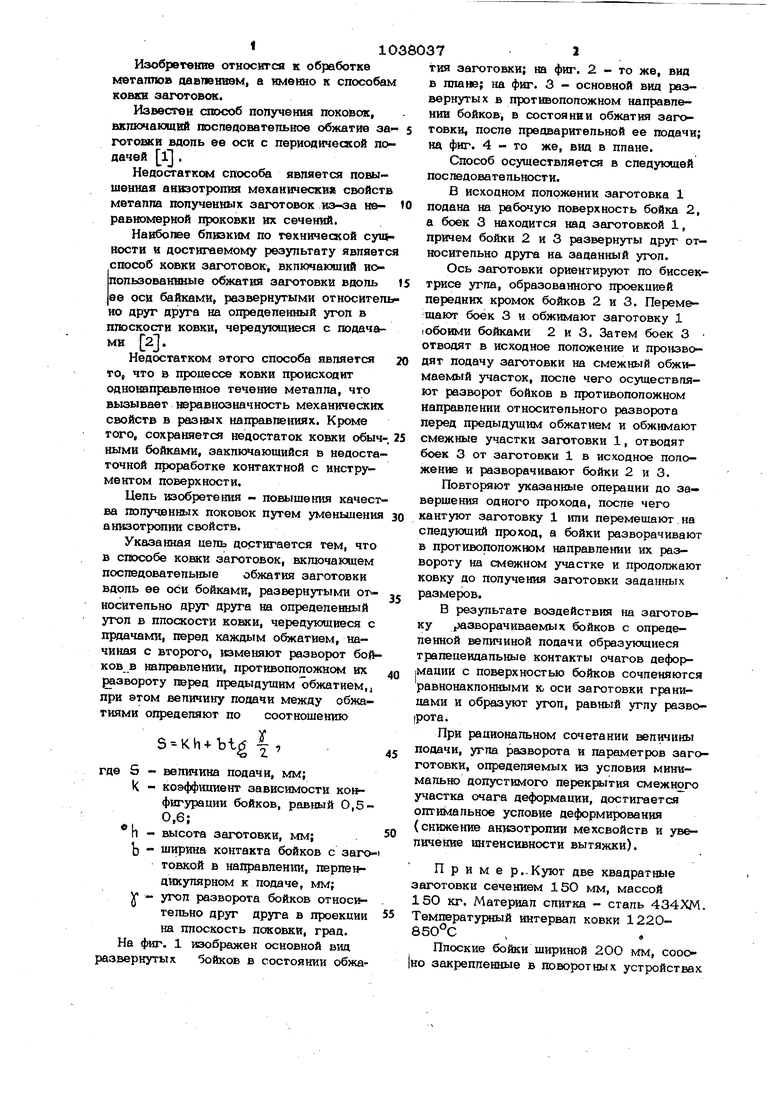
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОВКИ ЗАГОТОВОК ПЛОСКИМИ БОЙКАМИ | 2003 |
|
RU2252834C2 |
| Способ ковки заготовок | 1979 |
|
SU837526A1 |
| Способ получения заготовок | 1988 |
|
SU1724411A1 |
| Инструмент для радиальной ковки | 1990 |
|
SU1773543A1 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2018 |
|
RU2674369C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОКОВОК КОВКОЙ | 2007 |
|
RU2369459C2 |
| Способ ковки цилиндрических поковок | 1985 |
|
SU1291265A1 |
| СПОСОБ КОВКИ ЗАГОТОВКИ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2406588C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| Способ ковки заготовок | 1987 |
|
SU1407639A1 |
СПОСОБ КОВКИ ЗАГОТОВОК. включающий поспедоватепьные обжатия заготовки вдоль ее оси бойками, разве{ нутыми относительно друг друга на определенный угол в плоскости ковки, черед ющиеся с подачами, отличающийся тем что, с цепью повмшешв качества получаемых поковок путем уменьшения анизотропии свойств, перед каждым обжатием, начиная с второго, изменяют разворот бойков в направлении, противоположном их развороту перед предыдущим обжатием, при этом величину подачи между обжатиями определяют по соотношению S-Khi-U , где б - величина подачи, мм; К - коэффициент зависимости конф гурации бойков, равный 0,5 0,6; Ь - высота заготовки, мм; b - ширина контакта бойков с заго (П товкой в направлении, перпенщь кулярном к подаче, мм; У - угол разворота бойков oTHOCifrтельно друг друга в проекции на плоскость поковки, град. о :л эо о СлЭ .7 t/a.Y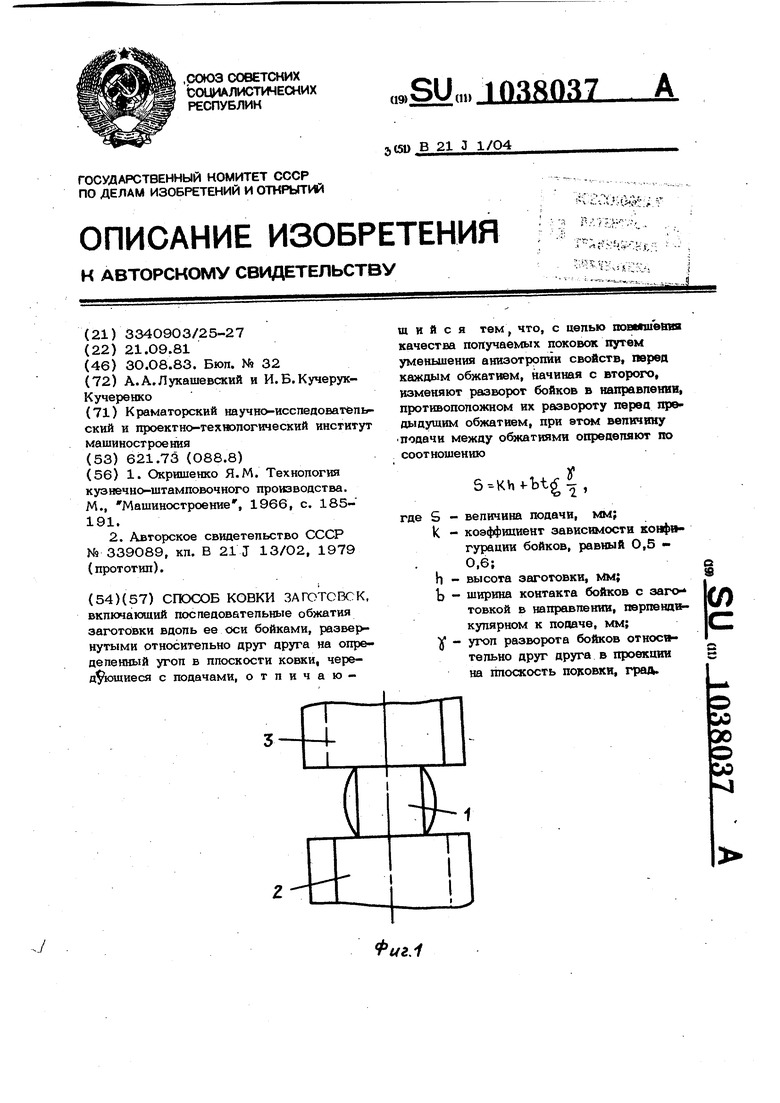
Фиг. 2
/г.5
Ф(лг.Ч
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Окришенко Я.М | |||
| Технопогия кузнечно-штамповочного производства | |||
| М., Машиностроение, 1966, с | |||
| СПОСОБ ПРАВКИ ТОНКОСТЕННЫХ ПРОФИЛЕЙ | 0 |
|
SU185191A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для ковки заготовок | 1971 |
|
SU339089A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
