Способы правки тонкостенных профилей роликами, создающими знакопеременную нагрузку, известны.
По предлагаемому способу заготовку подвергают непрерывной одновременной деформации кручения и изгиба (стесненному кручению) путем пропускания ее через закрытый калибр, образованный несколькими парами роликов, оси вращения каждой пары которых находятся в одной вертикальной плоскости. Это создает возможность производить правку профилей в двух взаимно перпендикулярных плоскостях и устраняет явление скрученности профилей по винтовой линии.
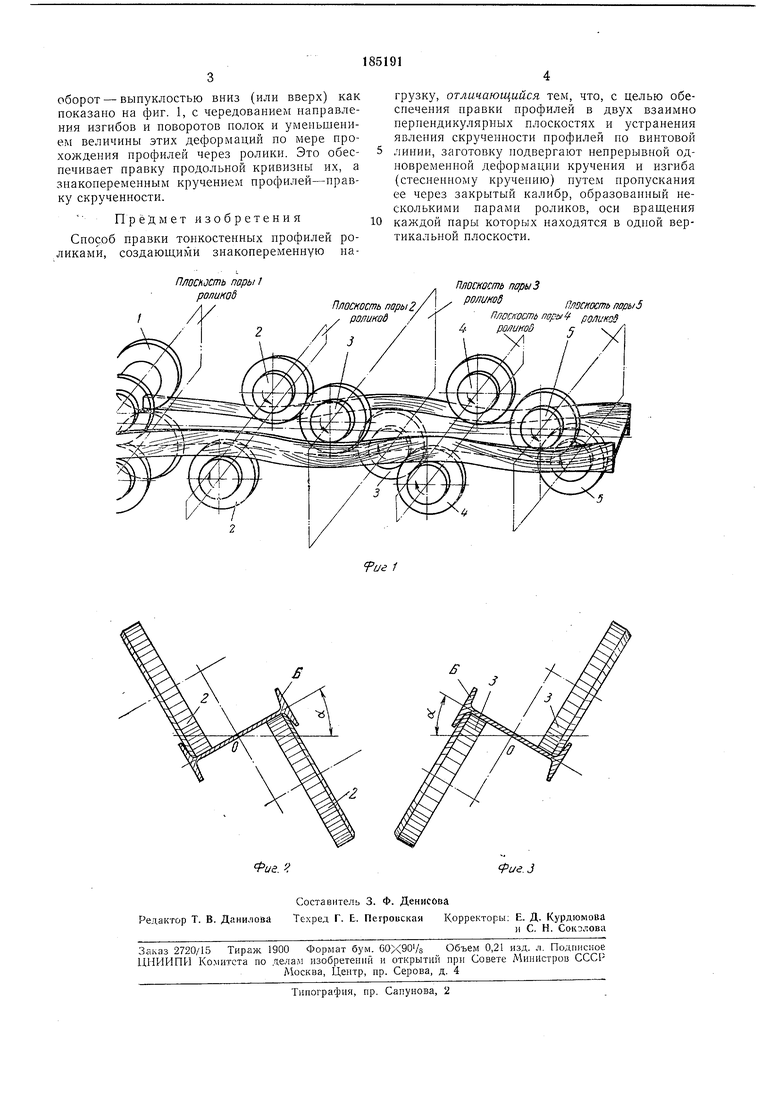
На фиг. 1 представлена схема предлагавмого способа правки тонкостенных профилей; на фиг. 2 - вторая пара роликов; на фиг. 3- третья пара роликов.
Обе пары роликов образуют полузакрытые калибры, скручивающие двутавровую балку Б вокруг ее естественного центра кручения О.
Ролики первой пары 1 (фиг. 1) являются задающими и служат для направления профилей в последующую пару 2 роликов. Ролики этой пары в процессе захвата переднего конца и дальнейшего продольного перемещения балки Б осуществляют скручивание профилей на некоторый угол вокруг определенного центра кручения О (рис. 2, 3).
цессе захвата переднего- конца и дальнеищего перемещения профилей осуществляют их скручивание (поворот) на некоторый угол вокруг того же центра кручения, что и пара 2 роликов, но в противоположную паре 2 роликов сторону.
Ролики пары 4 в процессе захвата и дальнейшего продольного перемещения профилей осуществляют их скручивание (поворот) на некоторый угол вокруг того же центра кручения, что и пары 2 V. 3 роликов, но в противоположную третьей паре роликов сторону, т. е. в том же направлении, что и пара 2 роликов.
А ролики пары 5 поворачивают профили в сторону, противоположную паре 4 роликов и одинаковую с парой 3 роликов и т. д. При этом профиль находится одновременно во всех вращающихся парах роликов.
В процессе описанного кручения центры (точка О, рис. 2, 3), вокруг которых происходит поворот профилей роликами, не изменяют своего положения и находятся на одной прямой линии ОА.
При описанном кручении в каждой паре роликов происходит изгиб полок и стенок профилей с одновременным их наклоном на угол а (рис. 2, 3). Причем в паре роликов одна полка профиля получает изгиб выпуклостью вверх (или вниз), а вторая полка няоборот - выпуклостью вниз (или вверх) как показано на фиг. 1, с чередованием направления изгибов и поворотов полок и уменьшением величины этих деформаций по мере прохождения профилей через ролики. Это обеспечивает правку продольной кривизны их, а знакопеременным кручением профилей-правку скрученности.
Предмет изобретения
Способ правки топкостенных профилей роликами, создающими знакопеременную наПлоскость поры роликод Плоскость пары 2/
грузку, отличающийся тем, что, с целью обеспечения правки профилей в двух взаимно перпендикулярных плоскостях и устранения явления скрученности профилей по винтовой линии, заготовку подвергают непрерывной одновременной деформации кручения и изгиба (стесненному кручению) путем пропускания ее через закрытый калибр, образованный несколькими парами роликов, оси вращения каждой пары которых находятся в одпой вертикальной плоскости. роликод Пло снасть парыЗ роликовг,/nnscKocmii порь/6 Плоскость пары роликсд роткоВс V 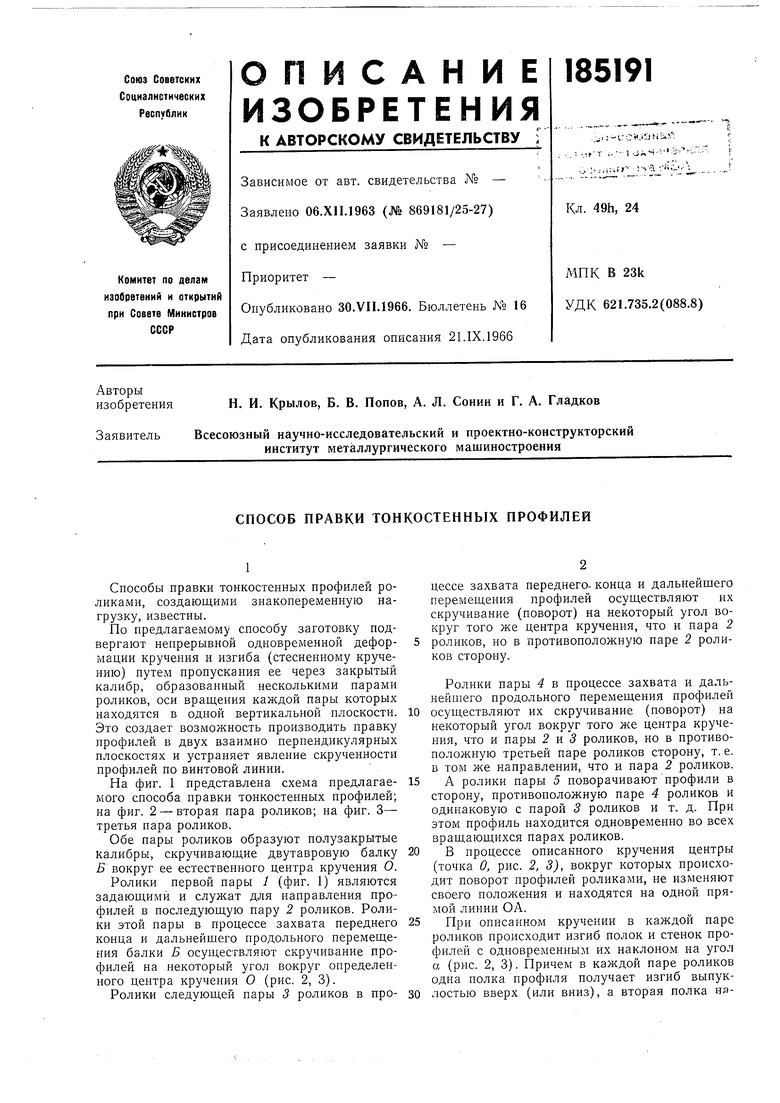
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ПРОФИЛЬНЫХ ТРУБ И ОПРАВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2352421C2 |
| Устройство для изготовления тонкостенных профилей | 1981 |
|
SU990368A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2065791C1 |
| Способ правки зетового профиля | 2022 |
|
RU2788416C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 1992 |
|
RU2028847C1 |
| Качающаяся обойма к машине для правки фасонного проката | 1979 |
|
SU874241A1 |
| Способ изготовления гнутых тонкостенных профилей | 1990 |
|
SU1754266A1 |
| Способ изготовления несимметричных гнутых профилей | 1977 |
|
SU654085A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2040992C1 |
| Способ изготовления гнутых профилей | 1986 |
|
SU1349828A1 |
