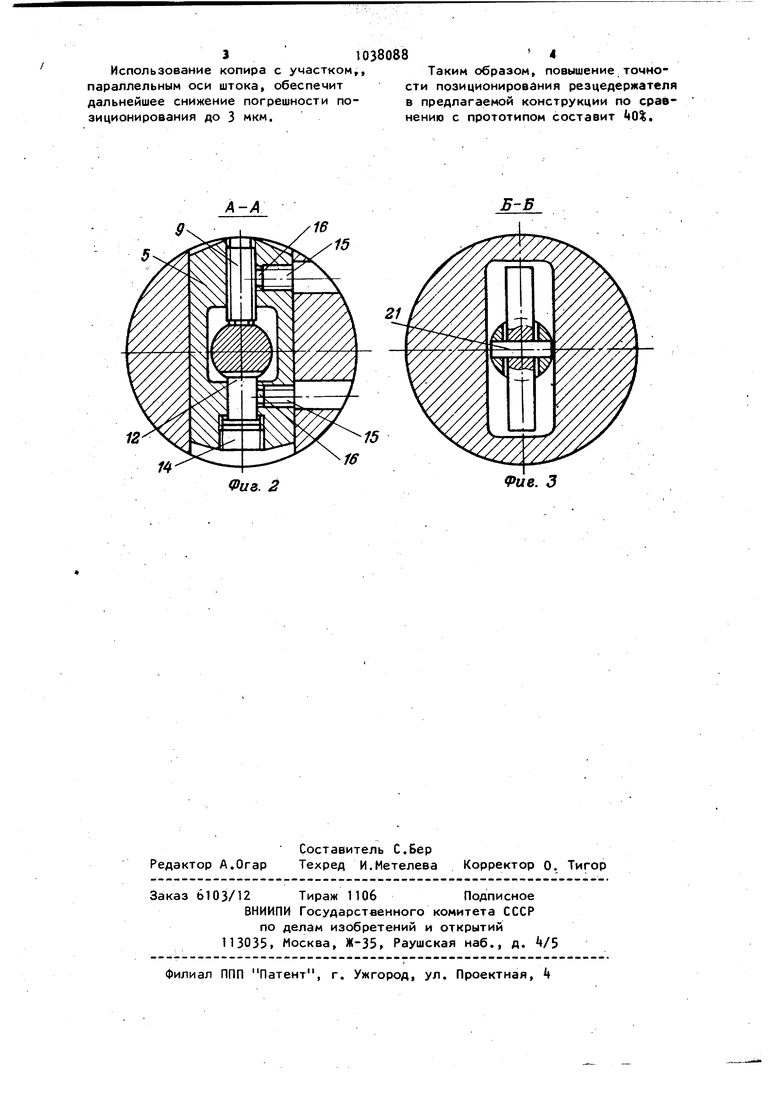
Изобретение относится к металлообработке и может быть использовано при расточке отверстий. По основному авт. св. №.722692 известна расточная оправка, в корпу се которой расположены резцедержате перемещаемый при помощи игтока с коп ром на конце, и упор, предназначенный для позиционирования резцедержа теля, причем на штоке вуполнена наклонная плоскость, предназначенная для контактирования с упомянутым .упором С Однако в известной оправке резце держатель смонтирован в направляющих оправки с некоторым зазором, обеспечивающим возможность его радиального перемещения. Наличие это го зазора приводит к тому,что положение резцедержателя после позиционирования штока произвольно в преде лах указанного зазора. Это снижает точность расположения резца. Кроме того, наличие зазоров по боковым сторонам снижает жесткость оправки, что сказывается на точности обработ ки. Цель изобретения - повышение жесткости расточной оправки и точно сти позиционирования резцедержателя Поставленная цель достигается тем, что на рабочей поверхности копира выполнен участок, параллельный оси штока, а саМ шток снабжен упоро выполненным в виде двуплечего рычага, взаимодействующего с резцедержателем, при этом упор контактирующий с наклонной плоскостью штока, снабжен упругим элементом. На фиг. 1 изображена расточная оправка, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1, Оправка содержит корпус 1, в котором расположен шток 2 с копиром 3, рабочая (верхняя) поверхность которого содержит участок , параллельный оси штока. На торце корпуса выполнены направляющие, в которых размещен резцедержатель 5 с резцом 6. Направляющие корпуса 1 закрыты крышкой 7. Рабочая поверхность копира контактирует с плоскостью, выполненной на шаре 8, который заключен в резьбовую обойму 9 и опирается на твердосплавную вставку 10. Обойма 9 установлена в резцедержателе 5. С нижней поверхностью штока 2 выполненной эквидистантной рабочей 88 поверхности копира 3, контактирует плоскость, выполненная на шаре 11, заключенном в обойму 12. Обойма 12 находится под воздействием пружины 13t которая размещена в резьбовой крышке И, ввернутой в резцедержатель 5. Обоймы 9 и 12 застопорены винтами 15 посредством прокладок 16. На штоке 2 выполнена наклонная плоскость 17, предназначенная для контактирования с плунжером 18, находящимся под воздействием пружины 19| контактирующей с винтом 20. На штоке 2 на оси 21 расположен двуплечий рычаг 22. Расточная оправка работает следующим образом. При перемещении штока в продольном направлении (rio чертежу влево) происходит радиальное перемещение резцедержателя 5 с резцом 6. При этом зазор между штоком и резцедержателем выбран пружиной 13, Резцедержатель 5 выводится на заданный размер, когда шар 8 выходит на участок рабочей поверхности, параллельный .оси штока 5. После этого наклонная плоскость 17 вступает в контакт с плунжером 18. Пружина 19 через плунжер 18 прижимает шток 2 к нижней части отверстия в корпусе, выбирая радиальный зазор. При дальнейшем ходе штока влево плунжер 18 продолжает сжимать пружину 19 до тех пор, пока рычаг 22 не коснется поверхности резцедержателя и не прижмет его к направляющим, что повышает жесткость оправки. При этом положение резцедержателя не зависит от нестабильности позиционирования штока на упоре вдоль его оси и определяется только радиальным расположением участка , Указанная нестабильность влияет только на величину деформации пружины 19. т.е. на усилие пр жима штока к нижней части отверстия в корпусе. Только в том,случае, если рабочая поверхность копира параллельна оси штока, зажим резцедержателя не изменяет окончательного радиального положения резца при выборке зазоров в направляющих резцедержателя. Технико-экономические преимущества предлагаемой оправки по сравнению с известными заключаются в повышении точности позиционирования резцедержателя и повышении жесткости правки.
31038088 4
Использование копира с участком. Таким образом, повышение точнопараллельным оси штока, обеспечит сти позиционирования резцедержателя дальнейшее снижение погрешности по- в предлагаемой конструкции по сравзиционирования до 3 мкм,нению с прототипом составит Ц0%.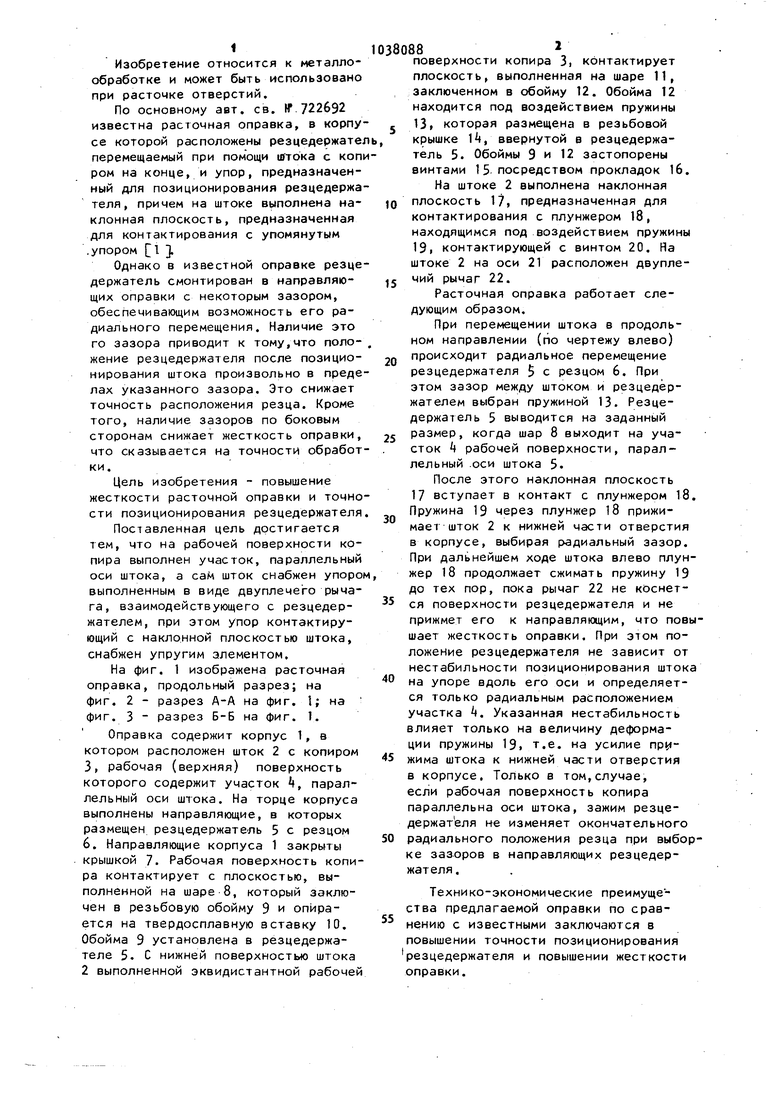
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная оправка | 1976 |
|
SU722692A1 |
| Расточная головка | 1989 |
|
SU1703278A1 |
| УСТРОЙСТВО для ПРЕРЫВИСТОЙ РАСТОЧКИ ФАСОННЫХ ОТВЕРСТИЙ | 1970 |
|
SU280174A1 |
| Расточная головка для многопроходной обработки внутренних поверхностей | 1985 |
|
SU1256869A1 |
| Устройство для расточки и подрезки торца | 1980 |
|
SU867527A1 |
| Шпиндельный узел | 1986 |
|
SU1743719A1 |
| РАСТОЧНАЯ ГОЛОВКА | 2003 |
|
RU2236328C1 |
| Устройство для обработки некруглых профилей | 1985 |
|
SU1315143A1 |
| Устройство для радиального перемещения резца | 1985 |
|
SU1348072A1 |
| Устройство для копирной расточки фасонных отверстий | 1981 |
|
SU965621A2 |
Фиг. 2 Рие. 3
