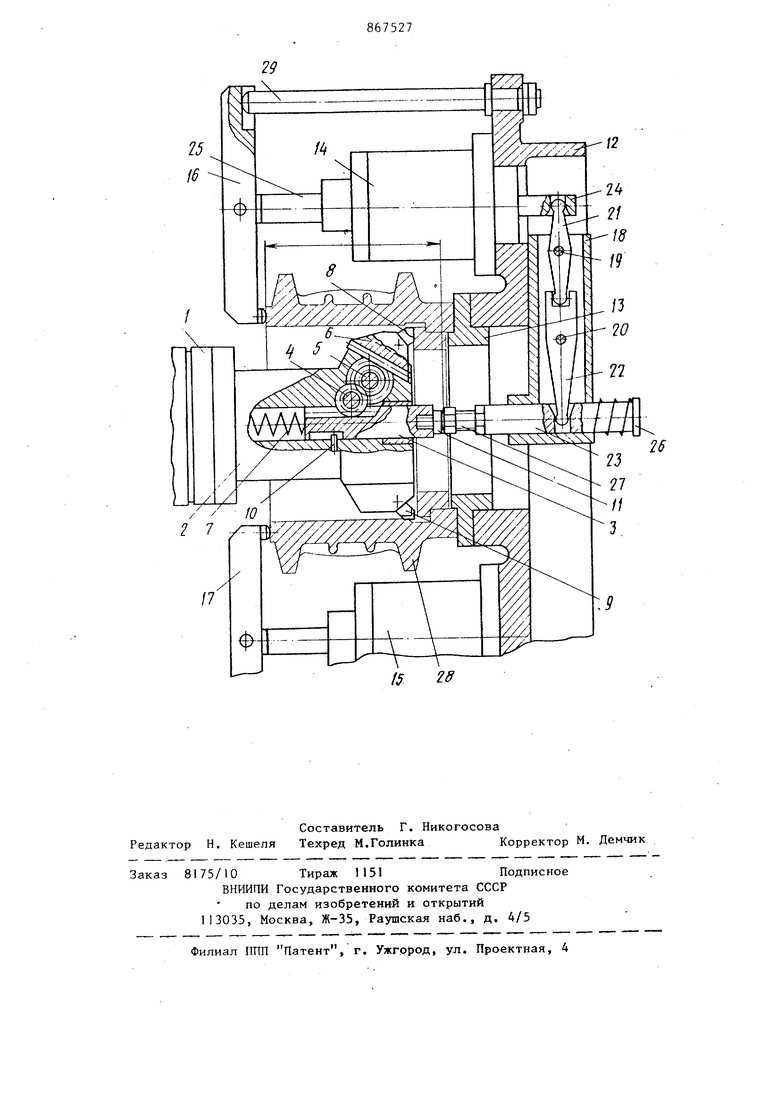
(54) УСТРОЙСТВО ДЛЯ РАСТОЧКИ И ГЮДГЕЗКИ ТОР1Ь Изобретение относится к обработке металлов резанием со снятием может быть применено на станках, преи мущественно алмазно-расточных. Известно устройство для расточки и полрезки, содержащее корпус, несущий расточную оправку с расточным резцом, и перемещаемый в радиальном направлении резцедержатель с подрезным ре .зцом кинематически связа1гный с переметаемы вдоль оси головки толкателем, взаимодействующим с упором, и снабжен -1Ь М направляющими, перпендикулярными его оси, для резцедержателя и приспособления для крепления деталей, включающего п pi и од }, Однако устройство не обеспечивает стабильности положе1тя подрезаемого торца обрабатываемой детали относител но базового торца, расположенного противоположно торцу, которым она установлена в приспособлении, как например при обработке вагонных букс Это происходит nojoMy, что положение подрезаемого торца определяется положением регулируемого упора, установленного в приспособлении Д1тя закрепления обработываемой детали, в которой упирается толкатель привода подрезного резцедержателя. При этом приспособление, установлено на подвижном стсзле расточного станка. Цель изобретения - обеспечение стабильности положения подрезаемого торца . Указанная цель достигается тем в устройстве, что приспособление для крепления обрабатываемой детали снабжено прижимными планками, шарнирно соединенными с приводом, с одной из которых через упомянутый упор кинематически связан толкатель расточной головки. На чертеже изображено предлагаемое устройство, разрез. Резцовая головка закреплена на фланце шпинделя I алмазно-расточного станка, В корпусе 2 головки расположен толкатель 3,выполненный в виде рейки и связанный посредством зубчатых колес 4 и 5 с подрез1п 1М резцедержателем 6. Толкатель 3 нагружен пружиной 7, Подрезной резцедержатель 6 с резцом 8 установлен в корпусе 2 в наклонных призматических направляющих При этом угол наклона направляющих и передаточное отношение зубчатой передачи Подобраны так, что при движении толкателя 3 вершина резца 8 образует траекторию в виде прямой линии, перпендикулярной оси вращения резцово головки. В корпусе 2 также установлены резец 9 для расточки цилиндрическо no CijXHocTH т ограничитель 10 хода :толкателя 3 . В торне толкателя 3 ус/гаповлеиа опорная пята 11, На подвижном столе в корпусе. 2 приспособления смонтированы центрирующее кольцо 13, зажимные цилиндры 14 и 15 с планками 16 и 17 и обойма 18. В обойме 8 на осях 9 и 20 установлены рычагИ 21 и 22, соединенные с упором 23, установленным в обойме 18 соосно с толкателем 3, и хвостовиком 24 штока 25 зажимного цилиндра 14. Упор 23 для выбора люфтов нагружен пружиной 26 и снабжен регулировочным винтом 27 На центрирующем кольце 13 установлена обрабатываемая деталь 28, закр пленна планками 16 и 17, одна из которых 16 опирается другим концом на скалку 29, Устройство работает следующим образом. После установки детали 28 на нентрирующее кольцо 3 приспособления про;1зводится ее закрепление. Шток 25 гидроцилиндра 14 с планкой )6 при закреплении перемещается вправо. План ка 16 одним концом опирается на скалку 29 а другим - на торец детали 28 (измерительнуга базу), При этом хвосто вик 24 штока 25 через рычаги 21 и 22 корректирует положение упора 23 в завис1 мости от отклонений положения измерительной базь детали 28 от номинального положения. Отношение плеч планки 16 и рычагов 21 и 22 подобраны так, что размер Л всегда остается постоянным. В начале обработки деталь подводится к резцовой головке и резцом 9 Производится расточка цилиндрической поверхности, а затем винт 27, упираясь В пяту 11 и сжимая пружину 7, перемещает толкатель 3, который с помощью зубчатых колес 4 и 5 сообщает перемещение резцедержателю 6, и, резцом 8 производится подрезка торца. По окончании обработки направление перемещения обрабатываемой детали изменяется на обратное, пружина 7 возвращает толкатель 3 и резцедержатель 6 в исходное положение. Предлагаемое устройство для расточки и подрезки содержащее резцовую головку в сочетании с зажимным приспособлением, корректирую1цим положение подрезаемого торца в зависимости от величины отклонения положения измерительной базы детали, позволяет повььсить производительность и качество за счет исключения дополрштельной операции подрезки торца.Формула изобретения Устройство для расточки и подрезки торца, содержащее расточную головку, несущую расточной резец, и перемещаемый в радиальном направлении резцедержатель с подрезным резц(зм, кинематически связанным с перемещаемым вдоль оси вращения головки толкателем, взаимодействующим с упором, и приспособление для крепления обрабатываемой детали, включающее привод, отличающееся тем, что, с целью обеспечения стабильности положения подрезаемого торца, приспособле ние для крепления обрабатываемой детали снабжено прижимными планками, щарнирно соединенньти с приводом, с одной из которых через упомянутый упор кинематически связан толкатель расточной головки. Источники информации, принятые во внимание при зкспертизе I. Авторское свидетельство СССР № 516474, кл. В 23 В 29/034, 1975. 2 7 15 IS
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для расточки и подрезки торца | 1983 |
|
SU1110550A2 |
| Устройство для расточки и подрезки торца | 1983 |
|
SU1129034A1 |
| Резцовая головка для расточки и подрезки | 1975 |
|
SU516474A1 |
| Резцовая головка для расточки и подрезки | 1979 |
|
SU880636A1 |
| Резцовая головка для расточкии пОдРЕзКи | 1979 |
|
SU795736A1 |
| Станок для обработки деталей вращения | 1986 |
|
SU1404198A1 |
| Устройство для расточки | 1982 |
|
SU1143520A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| Расточная головка | 1989 |
|
SU1703278A1 |
| Резцовая головка для расточных и подрезных работ | 1981 |
|
SU952452A1 |