(54) ПЛАНСУППОРТНАЯ РАСТОЧНАЯ ГОЛОВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Плансуппортная расточная головка | 1973 |
|
SU450649A1 |
| Способ позиционирования плансуппорта расточной головки | 1981 |
|
SU1038089A1 |
| Расточная оправка | 1974 |
|
SU500908A1 |
| Резцовая головка | 1989 |
|
SU1808482A1 |
| Резцовая головка для многопроходного нарезания резьбы | 1972 |
|
SU515604A1 |
| Расточная головка | 1982 |
|
SU1158300A1 |
| Устройство для пробивки отверстий в полых цилиндрических изделиях | 1988 |
|
SU1581426A1 |
| Резцовая ножовка | 1939 |
|
SU59221A1 |
| РАСТОЧНАЯ ГОЛОВКА | 2007 |
|
RU2349426C2 |
| РАСТОЧНАЯ ГОЛОВКА | 1993 |
|
RU2042477C1 |
I
Иэобретеыве относится к обпастн стаа- кострСюввя, может быть нспопьзовано в расточных сташсах преимущественно с че новым программным. управлением.
По основному авт. св. № 45О649 известна плавсуппортная расточная гопо& ка, полаушка которой, несущая резцовую (травку посредством гайки связана с ходовым винтом.
Головка снабжена устройством для заг жима ходового , шлюлненным, например в ваде распопожениой в корпусе неподвижной цанги, взаимодействующей своей внутренней поверхностью с гладкой шейкой ходового винта.
Целью изобретения является повышение Точности обработки.
Для этого гайка поязушки снабжена упругим элементом, посредством цанга устройства для зажима ходового винта связана с ходовым винтом. Упругий апемеит выполнен в виде тонкостенной раарезиой втулка.
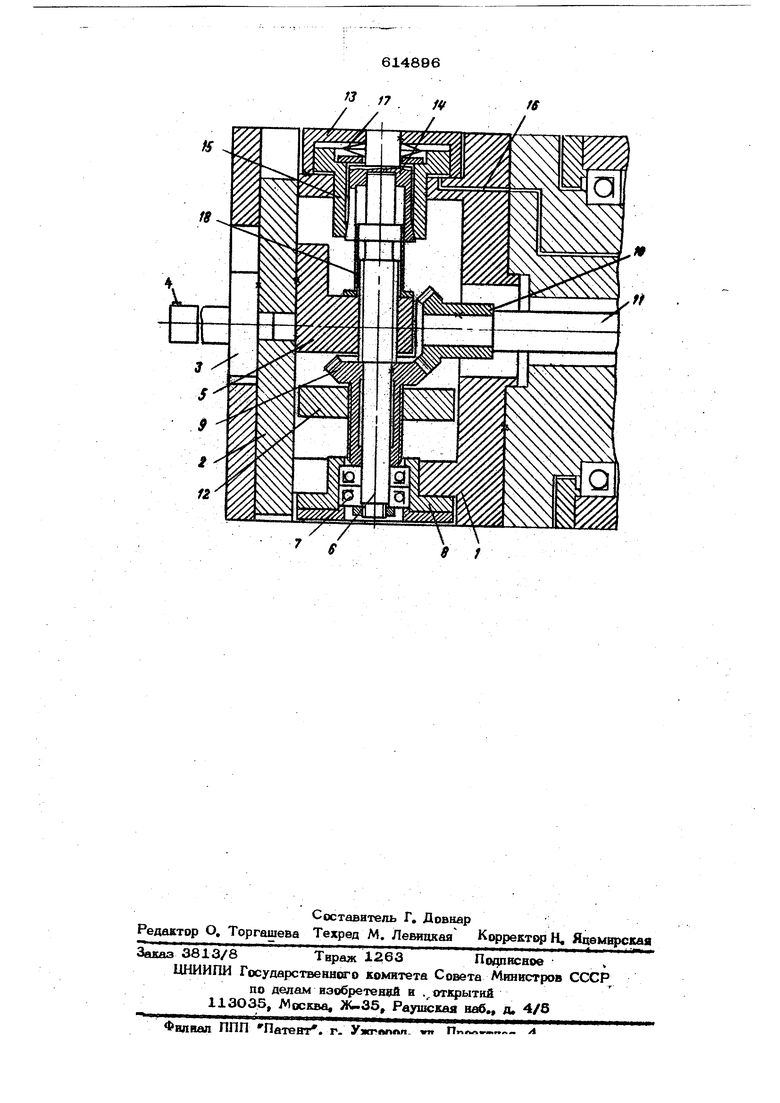
На чертеже представлено устройство, продельный разрез.
В корпусе 1, закрепляемом на фланце шпинделя, выполнены направляющие, по которым перемещается попзушка 2, несу шая резцовую оправку 3 с резцом 4. На полаушке закреплена гайка 5, образующая с ходовым винтом 6 шариковинтовую пейру качения, собранную с предварительным натягом. Радиальные и осевые нагрузки ходового винта воспринимаются подшипинками 7, установленными во втулке 8, закрепленной в корпусе 1. На винте 6 установлено коническое зубчатое колесо 9, связанное посредством шестерни Ю с валом 11 привода радиальн( подачи. На ступице колеса 9 нарезана резьба, направление которой противоположно не правлению резьбы ходового винта, причец шаги этих , резьб равны между собой. По резьбе колеса 9 может перемещаться планка 12 с грузами, являющаяся прот1к вовесом.
В корпусе 1 головки соосио с ходовым винтом 6 смонтирован ги/фоцилиищ}, в корпусе 13 которого закреплена зажимная цанга 14, взаимодействующая своей нарумной конической поверхностью с конусным отверстием штока поршня 15. Штоковая полость гидроцилиндра, посредством канала 16 соединена с магистралью гидрсжр) вода, проходящей через шпиндель. В пори невой попости цилиндра размешены тарелБ чатые пружины 17, На тайке 5 попзушки закреплен апеменТ| выполненный в виде тонксн Ьтеиной разрезк(Л втулки 18, консольная насть которой размеидена между внутре ней цилиндрической поверхностью цанги 14 и гладкой шейкой ходового винта 6, При включении гидросети масло пост Пает в штоковую полость цилиндра и по| Шень 16 перемещается вверх, сжимая прз жины 17 и освобождая цангу 14, При этом между ходовым винтом 6 к втулкой 18, а также между втулкой 18 и цангой 14 образуются радиальные зазоры, обесп чиваюшиё беспрепятственное вращение xi дового винта и радиальное перемещение попзушкн. Затем включением привода радиальной подачи рсупдаствляется перемв цение попзушки 2 с оправкой 3 на заданную величину. При этом планка 12 с rpVaoM, являющаяся противовесом, перемещается в противоположную сторону, благодаря чему сохраняется равенство центробежных сил, действующих на голов-т и, расположенные по обе стороны от ;оси, вращения. После достижения попзущки 2 заданного попожания привод радиальной подачи и гидросеть выключаются. Пружины 17 перемешают поршень 15 вниз и благояярё взаимодействию конических поверхностей штока поршня 15 в цанги 14 последняя деформирует упругую втулку 18 и через нее зажимает ходовой ввнт. При этом попзушка 2 с резцовой оправкой 3 также окажется зажатой цангой 14, Обеспечение в предлагаемой.ллансуппорт ной расточной головке наряду с важнмом ходового ввнта зажима гайки попзущки с резцовоА сшравкоА т, е, допопнительн го зажима т( элемента, которьШ непсь средственно воспринимает переменвые вд грузки, возввкаюи{ие в процессе обрабс. ки, способствует снижению вибраций резцовой оправки, что в конечном счете повьш1ает точность обработки плашзуппор ной расточной головкой. о р м у л а и зоб р, е т е в и я 1, Плавсуппортная расточная головка по авт, св. № 43 0649, отл ичаюш а я с я тем, что, с целью поаьпиения точности обработки, гайка ползушкн свабм жена упругим элементом, посредством крторого цакга устройства для зажвма ход аого винта связана с ходсжым кянголл а, Гоповка по п, 1, о т л и ч а к « щ а я с я тем, что упругий апемевт выпшнен в виде тонкостенной разрезной втулки
