Изобретение относится к устройствам для изготовления игральных карт. Аналогом заявленного объекта может являться любой известный штамп, содержащий пуансон, матрицу, плиту-основание, описанный, в частности, в Кратком политехническом словаре Государственного издательства технико-теоретической литературы, Москва, 1955 г., стр. 1075.
Также аналогом данного изобретения может являться штамп для изготовления игральных карт (см. US 2193638 A 12.02.38 A 63 F 1/02).
Недостатком данных устройств является то, что они не позволяют изменять форму фаски игральной карты.
Техническим результатом заявленного изобретения является достижение возможности изменения формы фаски и упрощение конструкции устройства.
Заявленный результат достигается тем, что в штампе для изготовления игральных карт с фаской, содержащем пуансон, матрицу, плиту-основание, матрица образуется путем воздействия пуансона на плиту-основание, выполненную из материала с меньшей твердостью, чем материал пуансона, при наладке штампа.
Описание чертежей:
фиг. 1 - схематический чертеж штампа для изготовления игральных карт,
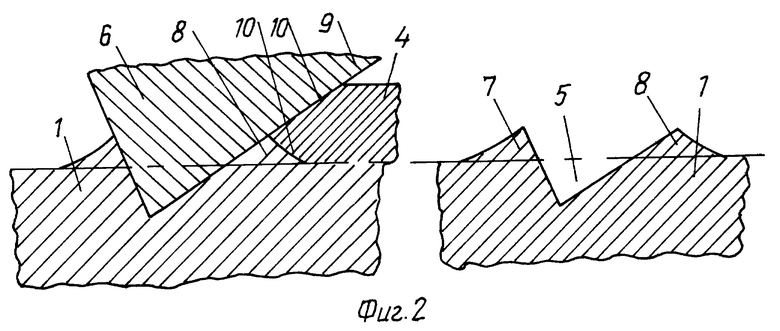
фиг.2 - схематический чертеж процесса образования канавки,
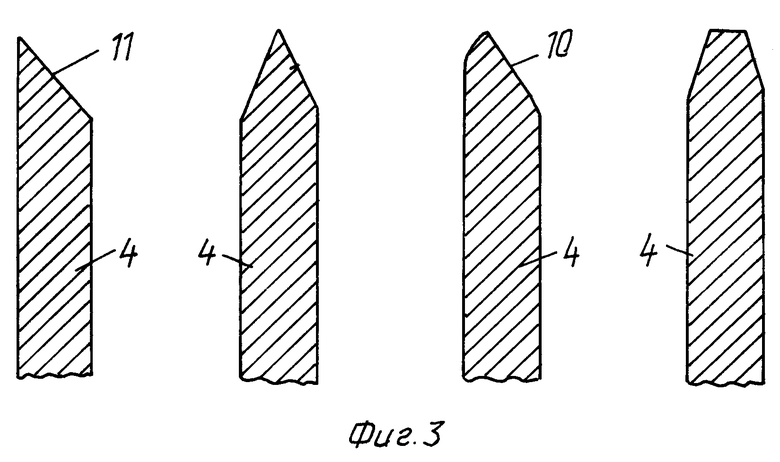
фиг.3 - варианты выполнения фаски.
Штамп для изготовления игральных карт, оснащенных фаской, содержит основание 1, пуансон 2, прижим 3, штампуемую карту 4.
Устройство работает следующим образом.
Формирование матрицы происходит в процессе наладки пресса. Наладка предлагаемого штампа осуществляется в следующей последовательности. После установки и закрепления пуансона в зев штампа вводится заготовка и отштамповывается одна пробная карта.
Здесь могут иметь место 3 случая:
1. По всему периметру пробной карты образовался облой или заусенцы.
2. Облой или заусенцы образовались только на некоторых участках периметра кромки карты.
3. Карта отштамповалась полностью без каких-либо дефектов.
В первом случае - нижняя мертвая точка перемещения пуансона расположена слишком высоко. Постепенно опуская ее регулировочным органом штампа или пресса и отштамповывая новые пробные карты, добиваются того, чтобы наступил 2-й или 3-й случаи. С наступлением 3-го случая штамп готов к работе.
Во 2-м случае имеет место неточное совпадение режущей кромки пуансона в отдельных местах ее контура с плоскостью основания. В этом случае с помощью регулировочного органа штампа постепенно опускают нижнюю мертвую точку пуансона, давая возможность при отсутствии заготовки в рабочей зоне штампа вдавливаться режущей кромке пуансона в материал основания (материал основания менее тверд, чем материал кромки пуансона, а потому более пластичен), образовывая в основании по контуру кромки канавку 5. Геометрия канавки будет полностью отражать геометрию режущей кромки 6 пуансона. Канавка будет образовываться в тех местах контура кромки пуансона, где при отштамповке пробной карты не было облоя и заусенцев. С опусканием мертвой точки пуансона постепенно на рабочей поверхности основания будет все больше вырисовываться контур кромки пуансона. Как только будет четко, полностью, безо всяких пропусков образован этот контур, мертвую точку пуансона опускать прекращают и его закрепляют в этом положении. После чего штамп готов к работе.
Вдавливаясь в поверхность основания, режущая кромка выжимает из формируемой канавки металл, образовывая на ее краях выступы 7, 8. При штамповании карт выступ 7, расположенный со стороны карты, образует на ее краю совместно со скосом 9 режущей кромки 6 пуансона двухстороннюю несимметричную фаску 10.
Таким образом на отштампованной пластине карты в тех местах ее кромки, где у пробной карты были облой или заусенцы, будет образовываться односторонняя фаска 11, а там, где ни облоя, ни заусенцев не было, будет формироваться несимметричная двухсторонняя фаска. Не исключено получение полностью по периметру карты двухсторонней несимметричной фаски и в этом, и в третьем рассматриваемом случаях. Для этого достаточно несколько опустить мертвую точку пуансона. Не исключено также, что при достаточно глубокой канавке, иначе при достаточно высоком выступе острая кромка фаски расположится по середине толщины карты, т.е. на краях карты будет формироваться симметричная двухсторонняя фаска. Строго говоря, это не будет симметричная по форме фаска (фаскообразующая поверхность выступа 7 не обязательно совпадает по форме с таковой поверхностью кромки пуансона), т.е. с одной стороны карты форма фаски не будет точным зеркальным отображением фаски другой стороны, но для качества игральной карты это никакого значения не имеет. Симметрия будет заключаться только в том, что острие фаски располагается на средней линии толщины карты.
Карта с односторонней фаской получается также, когда при наладке пробная карта отштамповывалась без дефектов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| Способ обрезки облоя на поковках и штамп для его осуществления | 1988 |
|
SU1551464A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ТИПА СТАКАНОВ | 1993 |
|
RU2089324C1 |
| Способ горячей обрезки облоя и штамп для его осуществления | 1980 |
|
SU904763A1 |
| Штамп для обрезки облоя поковок типа валов | 1976 |
|
SU673366A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Штамп для обрезки облоя поковок прямоугольных в плане | 1985 |
|
SU1291269A1 |
| Штамп для последовательной штамповки деталей из прутка | 1974 |
|
SU506456A1 |
Изобретение относится к устройствам для изготовления игральных карт. Техническим результатом заявленного изобретения является достижение возможности изменения формы фаски и упрощение конструкции устройства. Штамп для изготовления игральных карт с фаской содержит пуансон, матрицу, плиту-основание. Плита-основание выполнена из материала с меньшей твердостью, чем материал пуансона, с возможностью образования в ней матрицы путем воздействия на плиту-основание пуансоном при наладке штампа. 3 ил.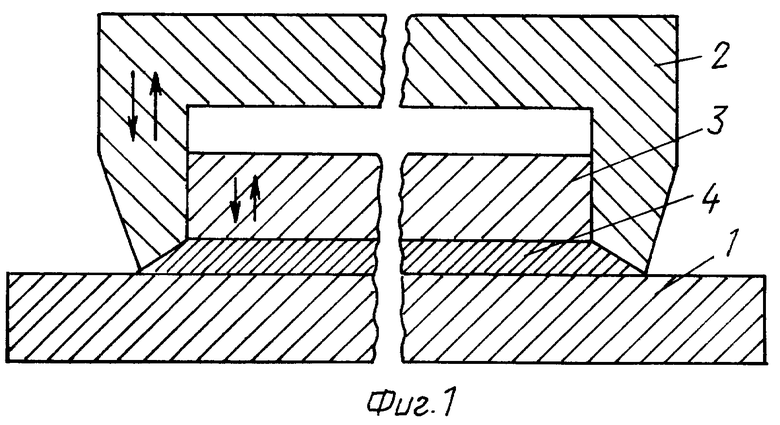
Штамп для изготовления игральных карт с фаской, содержащий пуансон, матрицу, плиту-основание, отличающийся тем, что плита-основание выполнена из материала с меньшей твердостью, чем материал пуансона, с возможностью образования в ней матрицы путем воздействия на плиту-основание пуансоном при наладке штампа.
| ЖЕЛЕЗОБЕТОННЫЙ РИГЕЛЬ | 2001 |
|
RU2193638C1 |
| Уплотнение для шкафов электрорадиоаппаратуры | 1976 |
|
SU656244A1 |
| Термопластичная эластомерная композиция для изготовления эластичных материалов | 2016 |
|
RU2633549C1 |
| Краткий политехнический словарь | |||
| - М.: Государственное издательство технико-теоретической литературы, М., 1955, с.1075. | |||
