Изобретение отмоснтся к изготовлению резиновых технических изде./1ий и предназначено для формования и вулканизации резиновых унлотнительных манжет с арматурой.
Известна нресс-форма для изготовления резиновых уплотнительных манжет, содержащая верхнюю недвижную нлиту с пуансонами, нижнюю нлнту с матрицами и установленные концентрично в матрицах выталкиватели, снабженные нриводом для перемещения относительно матриц 1.
Эта пресс-форма имеет ограничен)у1о область применения, так как не пoзвoляef изготавливать манжеты с арматурой.
Наиболее близкой к изобретению по тех11ической сущности и достига,емому результату является известная лресс-форма для изготовления резиновых унлотнительных манжет, содержанлая верхнюю нлиту с пуансоном, среднюю нлиту с матрицей и нижнюю плиту с оформляюнлим торцовую полость манжеты элементом, образованным концентрично расположенными трубчатыми вклады. шами, внутренний из которых имеет конический участок для взаимодействия с пуансоном (2.
Однако для выгрузки готовых манжет из этой пресс-формы необходимо выдвигать последнюю из пресса и разбирать, снимая верхнюю плиту с пуансоном и среднюю плиту с матрицей, что снижает производительность пресс-формы.
Целью изобретения является повышение производительности пресс-формы.
Для достижения поставленной цели в пресс-форме для изготовления резиновых унлотнительных манжет, содержащей верхнюю плиту с пуансоном, среднюю плиту с матрицей и нижнюю плиту с оформляющим торцовую полость манжеты элементом, образованным концентрично расположенными трубчатыми вкладышами, внутренний из которых имеет конический участок для взаимодействия с пуансоном, наружный трубчатый вкладыш установлен с возможностью аксиального перемегцения относительно нижней плиты, а внутренний связан с нижней плитой пбсредством штифта, для прохода концов которого в наружном трубчатом вкладыше выполнены продольные прорези.
Такое конструк ивное выполнение прессформы обеспечивает возмржность выгрузки манжет без разборки пресс-формы на специальном перезарядчике, что способствует 5 попыигению производительности.
чертеже изображена описываемая пресс-форма.
Пресс-форма для изготовления резиновых уплотнительных манжет содержит верхнюю нлиту 1 с пуансоном 2, среднюю плиту 3 с матрицей 4 и нижнюю плиту 5 с оформляющим торцовую полость манжеты элементом. Последний образован концентрично расноложениыми трубчатыми вкладышами 6 и 7, наружный 6 из которых установлен с
s возможностью аксиального неремещения относительно плиты 5, а внутренний 7 связан с плитой 5 посредством штифта 8. Для прохода концов штифта в наружном трубчатом Бкладьн.пе 6 выполнены продольные прорези а. Внутренний трубчатый вкладьнп 7 имеет конический участок в для взаимодействия с пуансоном 2. Описываемая пресс-форма может быть и многоместной.
Пресс-форма работает, следуюижм образом.
5 На выступы элемента, оформляющего . торцовую полость манжеты,устанавливается металлическая арматура 9, а на арматуру ук.падывается заготовка сырой резины. Затем опускается верхняя плита 1 с пуансоном 2. При этом осуществляется формование
0 резинометаллической манжеты 10. Качество фор.мования обеспечивается гарантированным зазором между пуансоном 2 и элементом, оформляющим торцовую полость манжеты, за счет взаимодействия пуансона 2 и вкладыша 7 по коническому участку и.,. После вулканизации манжеты пресс-форма раскрывается. Приводится в движение трубчатый вкладыш 6. При этом производится надежное выталкивание манжеты 10 из пресс-формы. После отхода трубчатого вкла0 дыша б вниз пресс-форма вновь готова к работе.
Описываемая пресс-форма имеет высокую производительность, не требует применения специальных перезарядчиков и снижает тепловые потери при перезарядке, по скольку не требует выдвижения из пресса на специально организованную позицию перезарядки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления резиновых уплотнительных манжет | 1980 |
|
SU897560A1 |
| Пресс-форма для изготовления кольцевых уплотнительных манжет с @ -образной рабочей кромкой | 1986 |
|
SU1551555A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1759524A1 |
| Штамп для изготовления деталей типа втулок | 1985 |
|
SU1400752A1 |
| Устройство для изготовления резиновых полусферических оболочек | 1987 |
|
SU1481078A1 |
| Пресс-форма для полимерных изделий с резьбами | 1981 |
|
SU1007996A1 |
| Прессформа для литья под давлением отливок с боковыми отверстиями | 1976 |
|
SU608605A1 |
| Многогнездная пресс-форма для изготовления полимерных изделий с арматурой | 1986 |
|
SU1391916A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной линии | 1990 |
|
SU1761527A1 |
ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ УПЛОТНИТЕЛЬНЫХ МАНЖЕТ, содержащая верхнюю плиту с пуансоном, среднюю плиту с матрицей и нижнюю плиту с оформляющим торцовую полость манжеты элементом, образованным концентрично расположенными трубчатыми вкладышами, внутренний из которых имеет, конический участок для взаимодействия с пуансоном, отличающаяся тем, что, с целью повышения производительности прессформы, наружный трубчатый вкладыш установлен с возможностью аксиального перемещения относительно нижней плиты, а внутренний связан с нижней плитой посредством штифта, для прохода концов которого в наружном трубчатом вкладыше выполнены продольные прорези. (Л 00 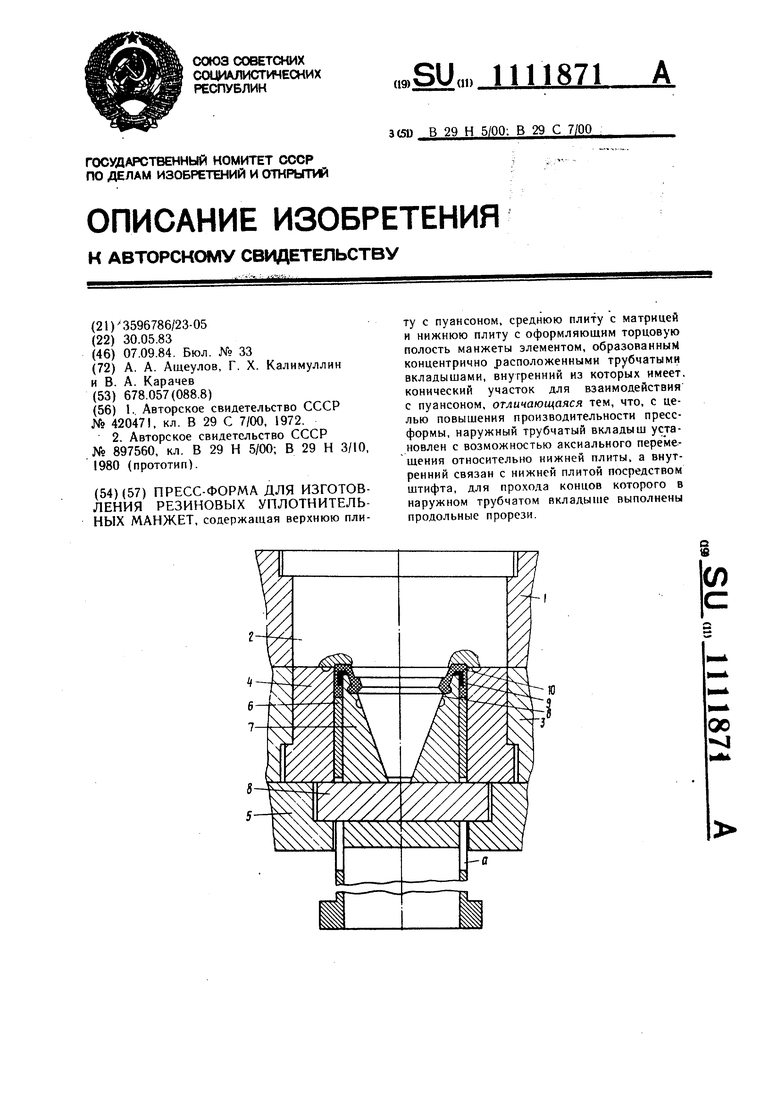
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ карбонизации растворов алюминатов | 1934 |
|
SU42047A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пресс-форма для изготовления резиновых уплотнительных манжет | 1980 |
|
SU897560A1 |
| Солесос | 1922 |
|
SU29A1 |
