X)
ел
х
Изобретение относится к оборудо-ванию для изготовления крупногабаритных изделий и предназначено для сб.орки и сварки хребтовой балки с уголка1 й1.
Известен стенд для сборки и сварки крупногабаритных изделий, содержащий смонтированные на основании сборочный рольганг, накопитель с устройством для подачи элементов изделия, базовый рычаг с силовым цилиндром для его поворота, прижимы и сварочный аппарат ij .
Однако известный стенд не обеспечивает сборку исварку всех швов изделий, состоящих из разнотипных элементов, в том числе и хребтовых балок с уголками.
Цель изобретения - обеспечение, сборки и сварки хреб.товых балок с уголками.
Поставленная цель достигается тем, что в стенде для сборки и сварки крупногабаритных изделий, содер жащем смонтированные на осно,вании сборочный рольганг, накопитель с устройством для подачи элементов изделия, базовый рычаг с силовым цилиндром для его поворота, прижимы и сварочный аппарат, на основании перпендикулярно к продольной оси рольганга смонтированы направляющие, ось поворота базового рычага установлена с возможностью перещения в указанных направляющих, базовый рычат оснащен самоустанавливающейся опорой, а на штоке силового цилиндра для поворота базового рычага смонтирован направляющий ролик для рычага, при этом прижимы выполнены в виде смонтированных на рольганге симметрично относительно его продольной- оси двуплечих рычагов для предварительной ориентации УГОЛКОВ, силового цилиндра для синхронного поворота указанных рычагов и шарнирно установленных на одном плече каждого рычага силовых цилиндров с ложементами и прижимными роликами для уголков.
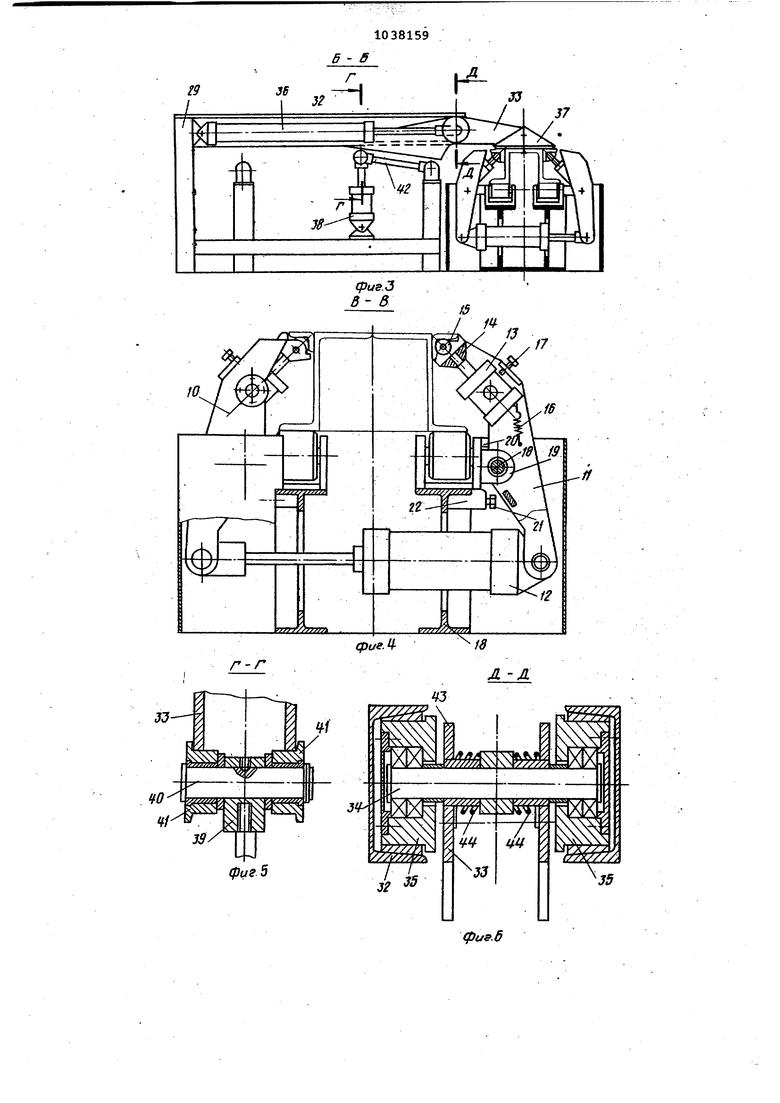
На фиг. 1 изображен стенд, вид
сверху на фиг.2
сечение А-А на
фиг. 1;на фиг.3 сечение В-Б на
фиг. 1}на фиг 4 - сечение В-В на
фиг. 1;на фиг.5 сечение Г-Г на
фиг. 3;на фиг.б сечение Д-Д
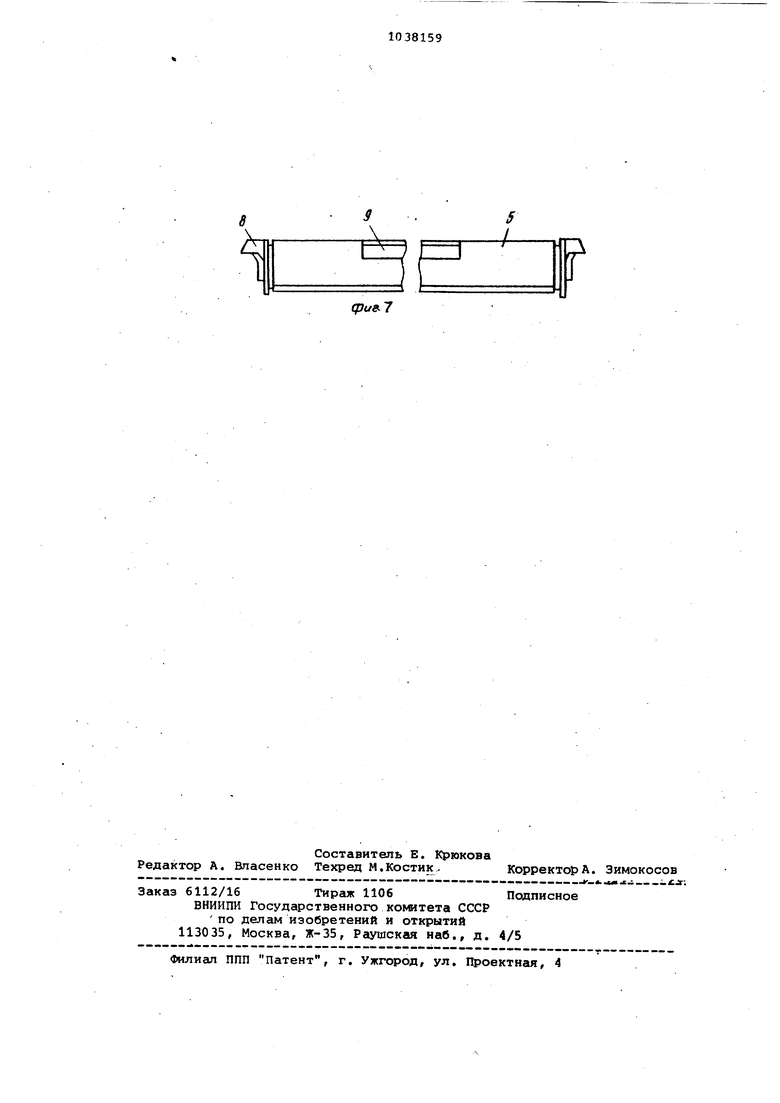
на фиг. 3j на фиг. 7 - общий вид изделия.
Стенд содержит смонтированный на основании 1 приводной рольганг 2 с приводом 3. На раме рольганга 2 установлено регулирующее устройство 4 для ориентации хребтовой балки 5 в продольном направлении, регулирующее устройство б и упоры 7 для э ориентации хребтовой балки в поперечном направлении.
Хребтовая балка 5 состоит из двух сваренных Z-образных профилей с приваренными к ней автосцепки г. упорами 8 и уголками 9. В промежутке между секциями рольганга 2 установлены прижимы 10, выполненные в виде двуплечих рычагов 11 для предварительной ориентации уголков относительно хребтовой балки, силового цилиндра (пневмоцилиндра) 12 для синхронного поворота рыча1;а в 11 и силовых цилиндров (пневмоцилиндров) 13 с ложементом 14 и прижимным роликом 15 для уголков. Силовые цилиндры 13 установлены на рычагах 11 шарнирно и поджаты пружиной 16 к ограничителям 17 угла их поворота, смонтированным на рычагах 11.
Рычаги 11 установлены симметрично относительно продольной оси рольганга на -осях 18 кронштейнов 19.
Для ограничения поворота двуплечих рычагов 11 имеются ограничители 20-22.
Ограничитель 20 закреплен на кронштейне 19 и взаимодействует с рычагом 11, ограничитель 21 - на раме и взаимодействует с ограничителем 22.
В промежутке между секциями рольганга 2 установлен накопитель 23 с устройством для подачи элементов изделия, которое содержит направляющие линейки 24 с упорами 25 и перемещающиеся линейки 26 с упорами 27.
Линейки 26 соединены с двигателем 28. посредством редукторов 29 и 30 и рычагов 31, установленных на выходных валах редукторов. Червячное зацепление редуктора 29 противоположно зацеплению редуктора 30.
Кроме того, на основании смонтированы направляющие 32 для базовых рычагов 33.
Ось 34 поворота базового рычага 33 снабжена роликами 35, установленными в направляющих 32, и смонтировайа на штоке пневмоцилиндра 36.
На одном плече рычага 33 смонтирована самоустанавливающаяся опора 37. На основании шарнирно смонтирован силовой пневмоцилиндр 38, на штоке которого посредством проушины 39 установлена ось 40 направляющих роликов 41.
Для предотвращения разворота роликов 41 относительно оси штока пневмоцилииу ра 38 на оси 40 закреплен рычаг 42, другой конец которого шарнирно соединен с основанием.
Вазовый рычаг 33 (фиг. б) выполнен в виде двух пластин 43, между которыми на оси 34.расположены пружины 44 кручения, служгшще для отвода рычага 33 с самоустанавливающейся опорой 37 от хребтовой балки 5.
С обоих концов рольганга 2 имеются спаренные тележки-кантователи 45 с выдвижными пинолями 46. Тележки 45 перемещаются по рельсовому пути 47. Стенд работает следукяцим образом В исходном положении тележки 45 находятся в отведенном правом положе ний, базовый рычаг 33 с самоустанавли ающейся опорой 37 в крайнем левом положении, пневмоцилиндры 13 прижаты к ограничителям 17, шток пневмоцилин а 13 с ложементом 14 и роликом 15 находится в нижнем положении, рычаги 11 отведены, шток пневмоцилиндра 38 с роликами 41 находится в нижнем положении, регулирующие устройства 4 и б отведены. Линейки 26 находятся в крайнем левом положении, уголки 9 разложены на. упорах 25 направляющих линеек 24. Хребтовую балку 5 (изделие) подают рольгангами 2 в зону сборки Сфиг. 1) и ориентируют регулирующими устройствами 4 и 6 в гфодольном и поперечном направлениях. Затем включают пневмоцилиндр 12, базовые рычаги 11 с пневмоцилиндрами 13 перемещаются до ограничителей 20. Пневмоцилиндры 13 подведены к изделию таким образом, что между изделием и ложементом 14 имеется зазор по величине чуть больше тошданы уголка 9, что ббеспечивает необходимую предварительно ориентацию уголков. Далее включают двигатель 28, лиД1ейки 26 с упорами 27 перемещаются до срабатывания конечного шдключателя (не показам), перемещая уголки 9 в зону сборки (фиг. 2 в тонких линиях) на Один шаг (за один шаг в зону сборки подается два уголка). Уголки 9 укладываются на ролик 15 и ложемент: 14,линейки 26 возвращаются в край нее левое положение до срабатывания конечного выключателя (не показан). Далее пневмоцилиндром 36 базовый рычаг 33 с самоустанавливающейся опорой 37 перемещают в правое положение. Самоустанавливающаяся опора 37 устанавливается над изделием с зазором, Пневмоцилиндром 38 направляющие ролики 41 поднимаются вверх и нажимают на левое плечо базового рычага 33, отжимая erq вверх, правое же плечо рычага 33 опускается вниз, прижимая сги оустанавливающуюся опору 37 к верхней плоскости изделия. После этого включают пневмоцилиндры 13, штоки пневмоцилиндров с роликами 15 поднимаются вверх и поджимают уголки 9 к опоре 37. В это время осуществляют электрическую прихватку уголков 9 к изделию. После прихватки уголков 9., базовый рычаг 33, ложемент 14 с роликом 15, пневмоцилиндр 13, рычаги 11, регулирующие устройства 4 и 6, возвращаются в исхсяное положение. Тележки-кантователи 45 подводят к изделию, вводят пиноли 46 в полости упоров автосцепки 8, приподнимают изделие над рольгангами 2 и кантуют в удобное для сварки положение, осуществляя сварку уголков 9 вкруговую . f После осуществления сварки изделие опускают на рольганги 2, отводят тележки-кантователи 45 и транспортируют изделие на следуювчую позицию. Таким образом, установка на данном стенде базового рычага с возможностью п емещения в плоскости, перпендикулярной оси ролвганга, оснащение его самоустанавливающейся : опекой и выполнение прижимов в виде двуплечих рычагов для предварительной ориентации уголков, оснащение этих рычагов силовыки цилиндрами с ложементами и щ ижимными роликами для уголков позволило производить сборку и сварку хребтовых балок с угалками.
26 27
A /-4 x--vxAx
g}us.Z
фиг 5
qjue-H
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки листовых конструкций | 1977 |
|
SU707740A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Стенд для сборки под сварку | 1979 |
|
SU852480A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Стенд для сборки под сварку балок коробчатого профиля из двух уголков | 1977 |
|
SU688310A1 |
| Стенд для сборки под сварку | 1991 |
|
SU1784429A1 |
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |
| СТЕНД ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 1973 |
|
SU363564A1 |

СТЕНД ДЛЯ СБОРКИ И СВАРКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ, содержащий смонтированные на основании сборочный рольганг, накопитель с устройством для подачи элементов изделия, базовый рычаг ссиловым цилиндром для его поворота, прижилфл и сварочный аппарат, о т. л и ч а го щ и йjc я тем, что, с целью обеспечения сборки и СВЩ7КИ хребтовых балок с уголками, на основании перпендикулярно к продольной оси рольганга смонтированы направляющие, ось поворота базового рычага установлена с возможностью перемещения в указанных направляющихi базовый рычаг оснащен самоустанавливаквдейся опорой, а на штоке силового цилиндра для поворота базового рычага смонтирован направляющий ролик для рычага, при этом прижима выполнены в виде смонтированных на рольганге симметрично относительно его продольной оси двуплечих рычагов для предварительной ориентации уголков, силового цилиндра для синхронного поворота указанных рычагов и шарнирно установлен- ных на одном плече каждого рычага силовых цилиндров с ложементами и :прижимными роликами для уголков.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Стенд для сборки под сварку балок коробчатого профиля из двух уголков | 1977 |
|
SU688310A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
