1
Известен стенд для односторонней автоматической сварК1И полотнищ, содержащий смонтированные на общем основании секции рольганга, между которыми расположен ложемент с медной подкладкой, стойки с горизонтально закрепленными на них двумя параллельными балками с .направляющими для сварочного аппарата, причем на одной из балок установлены убирающиеся упоры.
Однако конструкция и механизм известного стенда не позволяют выставить равномерный зазор в стыке собираемых под сварку листов, а также расположить стык свариваемых листов над канавкой в медной подкладке для обеспечения качественного формирования обратной стороны щва. Кроме того, стенд малопроизводителен.
Предлагаемый стенд от известного отличается тем, что вторая балка дополнительно снабжена убирающимися упорами, причем убирающиеся упоры установлены на обеих балках с возможностью перемещения в горизонтальной плоскости навстречу друг другу в направлении, перпендикулярном линии стыка свариваемых листов, а крайние ролики каждой секции рольганга, расположенные по обеим сторонам ложемента, смонтированы на опорах, шарнирно прикрепленных к основанию стенда, и снабжены механизмом их поворота в вертикальной плоскости, перпендикулярной линии стыка свариваемых листов. Такой стенд обеспечивает повыщение производительности и улучщение качества сварного соединения.
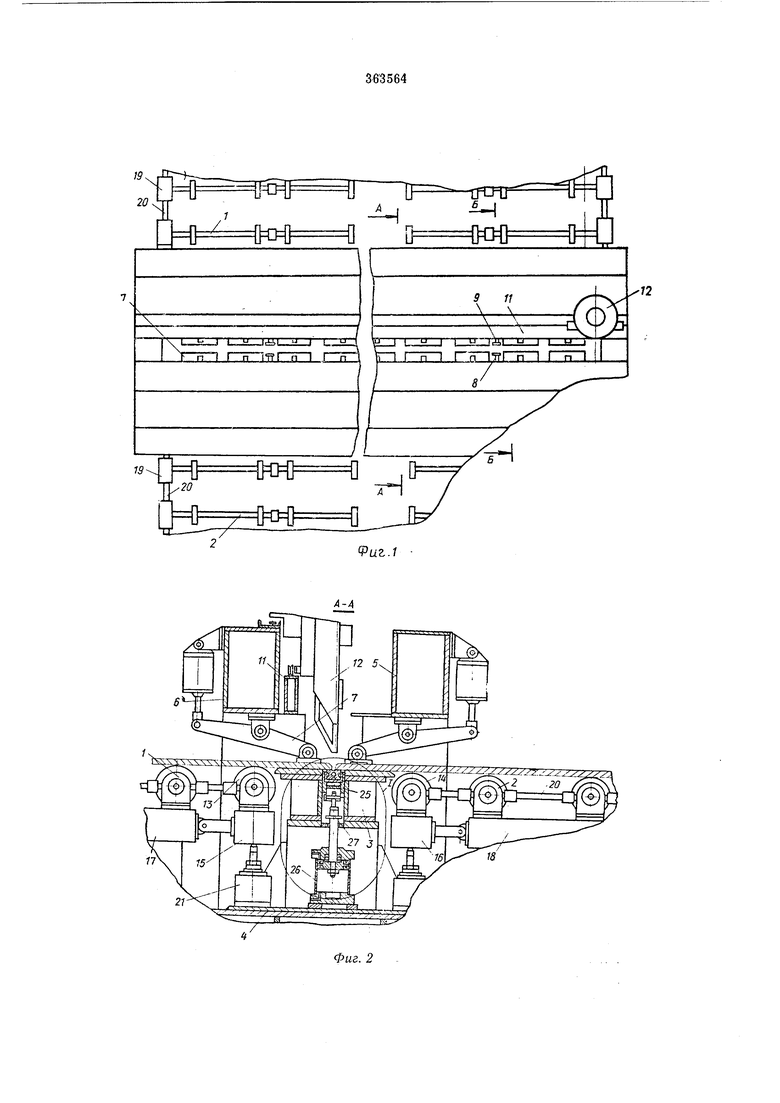
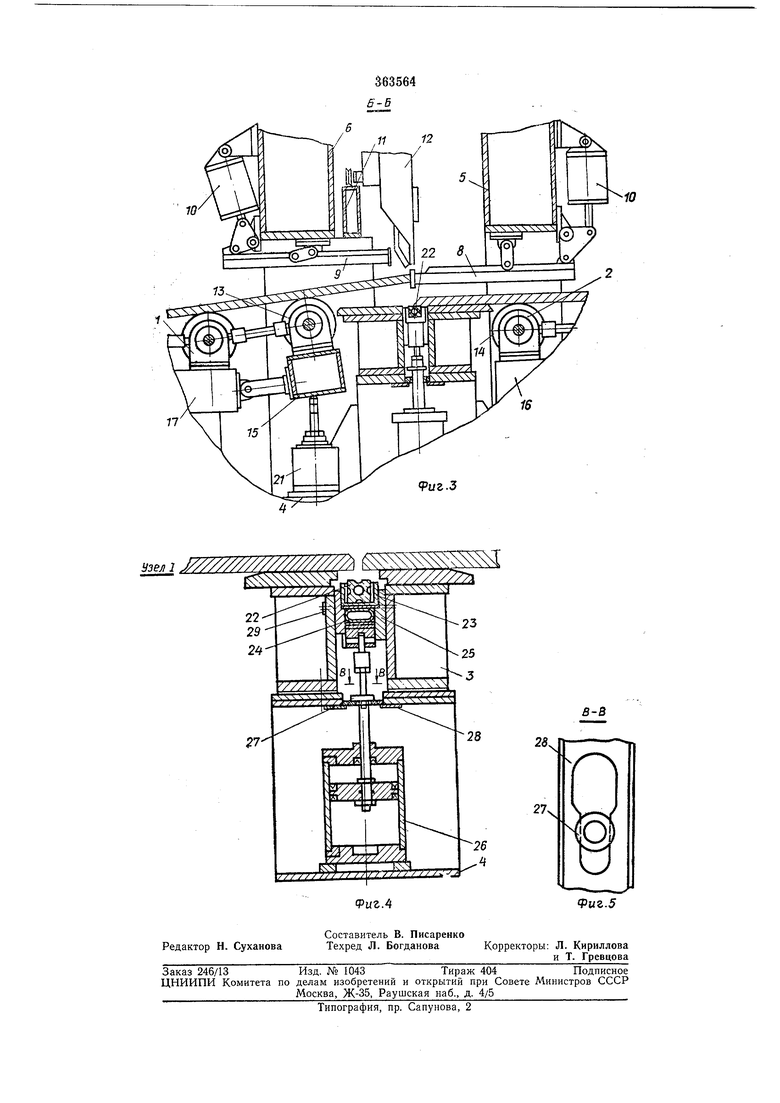
На фиг. 1 представлен предлагаемый стенд в плане; на фиг. 2 - сечение по А-А на фиг. 1 (повернуто на 90°); на фиг. 3 - сечение по Б-Б на фиг. 1 (повернуто на 90°,
подъемный ролик и упор показаны в момент
сборки листов под сварку); на фиг. 4 - узел
I на фиг. 2; на фиг. 5 - сечение по В-В на
фиг. 4.
Стенд имеет приводные рольганги / и 2,
расположенные по обе стороны ложемента , установленного на основании 4. Над ложементом расположены П-образные силовые балки 5 и 6, на которых крепятся прижимные рычаги 7 и выдвижные упоры 5 и 9 с приводными пневмоцилиндрами 10.
На балке 6 смонтированы направляющие // под сварочный аппарат 12.
Ролики 13 и 14 рольгангов / и 2, расположенные непосредственно около ложемента 5,
крепятся на опорах 15 и 16, щарнирно закрепленных относительно рам 17 и 18, установленных на основании 4, на которых крепятся остальные ролики рольгангов. Привод роликов каждого рольганга осуществляется
через последовательно расположенные черБячные редукторы 19, связанные между собой общим приводным валом 20. Причем этот вал на участке между редукторами роликов 13 и 14 и остальными редукторами выполнен карданным. Под опорами 15 и 16 установлены цилиндры 21 подъема.
Внутри ложемента 3 смонтирована медная подкладка 22, установленная в подвижных корпусах 23, под которыми расположен напорный рукав 24. Корпуса 23 с напорным рукавом 24 смонтированы в подвижных, относительно ложемента 3, корпусах 25, которые шарнирно связаны с цилиндрами 26 подъема, закрепленными на основании 4.
Штоки цилиндров 26 имеют выступы 27, которые проходят через отверстия в подвижной пластине 28 и служат для ограничения хода цилиндров. Корпуса 23 и 25 выполнены в виде отдельных направляющих, между которыми расположены упоры 29, жестко закрепленные в ложементе 3.
Стенд работает следующим образом.
Лист проходит над ложементом 3 и останавливается на рольганге 2. На линию сварки выдвигается упор 8. Следующий лист подается рольгангом / к месту сварки и при этом выводится из плоскости сварки при помощи подъемного ролика 13 рольганга /. Б поднятом положении этот лист подается до упора 8. Ролик 13 опускается, и лист зажимается рычагами 7. Упор 8 занимает исходное положение. Поднимается ролик 14 рольганга 2, и лист выводится из плоскости сварки. Затем на линию сварки выводится упор 9, и лист, лежащий на рольганге 2, подается до упора 9. Рычагами 7 лист зажимается. Упоры 9 убираются. При этом можно создать необходимый, равномерный по всей длине стыка, зазор за счет предварительно отрегулированного хода в горизонтальной плоскости упоров 8 и 5.
К обратной стороне собранного под сварку стыка при помощи цилиндров 26 подводится медная подкладка 22 и окончательно поджимается к стыку по всей длине напорным рукавом 24, в который подается воздух. Сварным аппаратом 12 производится сварка стыка с обратным формированием шва. Сваренное из двух листов полотнище перемещается по рольгангу 2.
Для разных толщин свариваемых листов необходима определенная конфигурация канавки на медной подкладке. Для этой цели медная подкладка 22 выполнена четырехугольной и имеет четыре разных по форме канавки.
Для поворота медной подкладки пластина 28 занимает положение, при котором щтоки цилиндров 26 с выступами 27 могут пройти через отверстия в пластине 28. Цилиндры опускают корпуса 23 и 25, а медная подкладка
22 остается свободно лежать на дистанционных упорах 29, которые ограничивает вертикальное .перемещение вниз медной подкладки. После этого она может быть повернута и установлена в корпусе 23, который перед
этим выдвигается цилиндрами 26.
Предмет изобретения
Стенд для односторонней автоматической сварки полотнищ, содержащий смонтированные на общем основании секции рольганга, между которыми расположен ложемент с медной подкладкой, стойки с горизонтально закрепленными на них двумя параллельными балками с выполненными на них направляющими для сварочного аппарата, причем на одной из балок установлены убирающиеся упоры, отличающийся тем, что, с целью повыщения производительности и улучщения качества сварного соединения, вторая балка
дополнительно снабжена убирающимися упорами, причем убирающиеся упоры установлены на обеих балках с возможностью перемещения в горизонтальной плоскости навстречу друг другу в направлении, перпендикулярном
линии стыка свариваемых листов, а крайние ролики каждой секции рольганга, расположенные но обеим сторонам ложемента, смонтированы на опорах, шарнирно прикрепленных к основанию стенда, и снабжены мехаШ13мом их поворота в вертикальной плоскости, перпендикулярной линии стыка свариваемых листов.
Фиг.Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сварки полотнищ | 1979 |
|
SU829386A1 |
| Устройство для сборки и автоматической сварки полотнищ | 1980 |
|
SU872153A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Стенд для сварки полотнищ | 1979 |
|
SU812494A1 |
| Установка для сварки стыков полотнищ из листов | 1981 |
|
SU941140A1 |
| Стенд для сборки и сварки длинномерных полотнищ прямолинейной и криволинейной форм | 1980 |
|
SU946866A1 |
| Стенд для сварки полотнищ | 1979 |
|
SU829384A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |