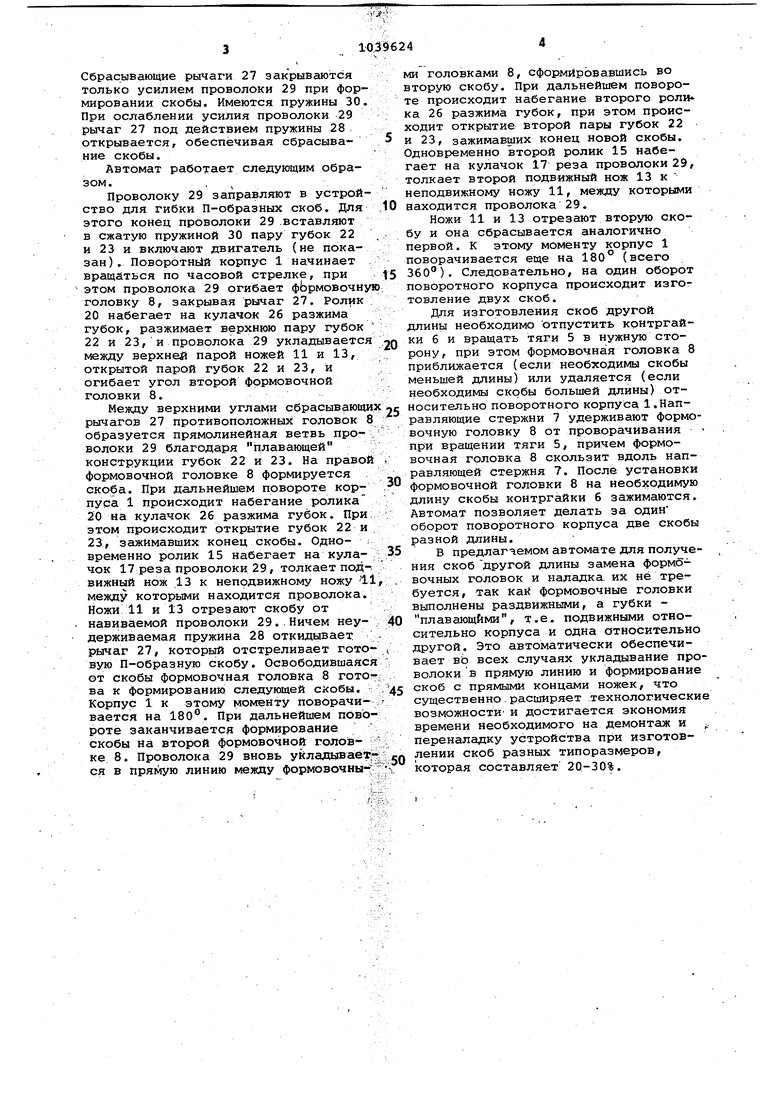
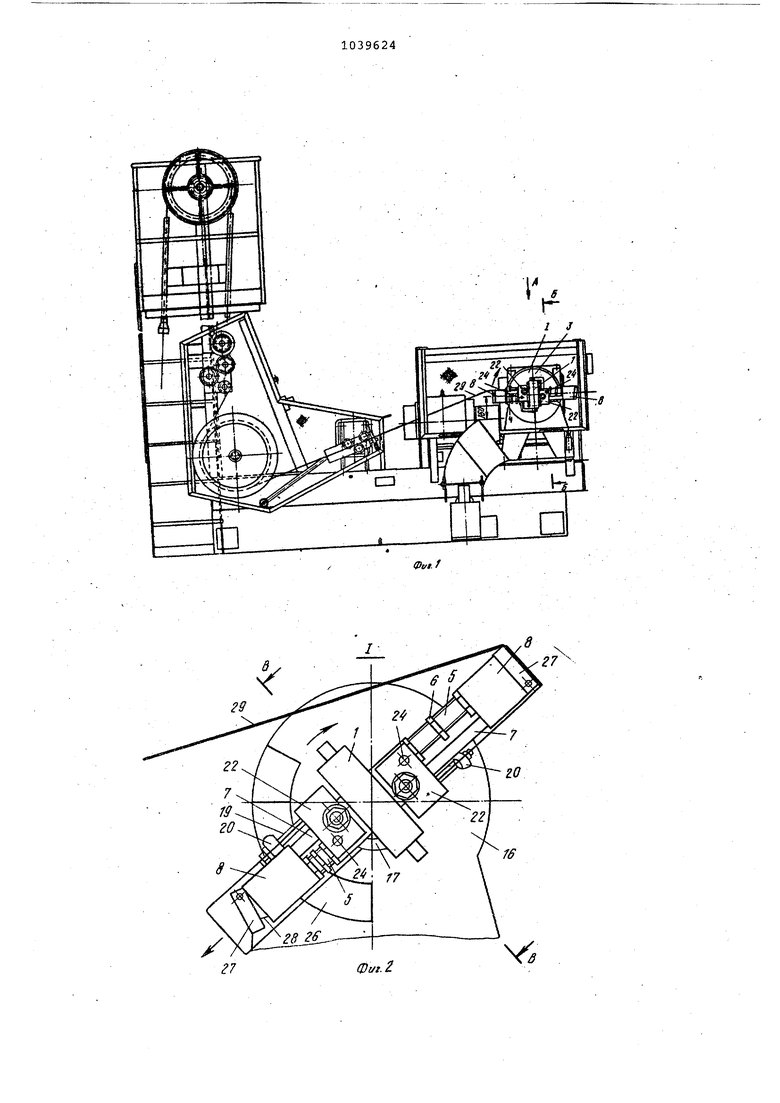
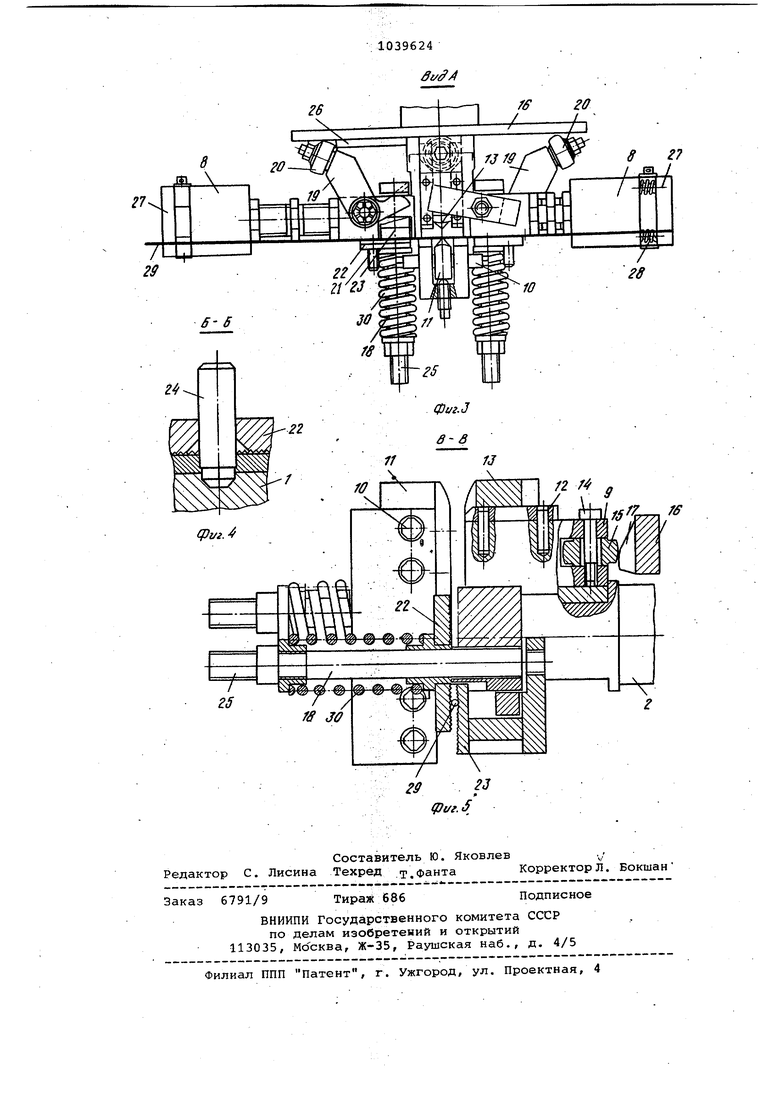
Изобретение относится к обработ ке металлов давлением и может быть применено для изготовления скоб различных типоразмеров, предназначенных для деревянных поддонов. Известен автомат для гибки скоб содержащий смонтированный на стани не приводной поворотный корпус с формовочными головками, механизмы отрезки заготовки, механизмы зажим проволоки и механизмы съема готово го изделия 1J. Недостатком известного технического решения является то, что его технологические возможности ограни чены. Наиболее близким к предлагаемому является автомат для гибки П-обраэных скоб, содержащий смонтированные на станине приводной поворотный корпус с установленными на его торцах формовочными головками ч размещенные на -нем механизмы отрезки заготовки, состоящие из неподвижных и приводных посредством программных кулачков подвижныхнож механизмы зажима проволоки, состоя щие из подвижных и неподвижных губо и механизмы съема готового изделия 2 J. Недостатком известного техничес кого решения является то, что его технологические возможности, ограничены. Цель изобретения - расширение его технологических возможностей и снижение контактных напряжений. Указанная цель достигается тем, что автомат имеет средство для регу лирования положения формовочных головок, состоящее из попарно размещенных на поворотном корпусе и параллельно один относительно другого направляющих стержней, причем каждая пара стержней закреплена на соответствующей формовочной головке а один из стержней выполнен в виде резьбовой тяги с контргайками, при этом механизм зажима проволоки имее дополнительныйнаправляющий штырь для подвижной губки, закрепленный н поворотном корпусе, параллельно оси его вращения. Кроме того механизм отрезки заго товки имеет ролики, оси которых раз мещены на подвижных ножах и контактируют с Программными кулачками. На фиг, 1 изображен автомат, общий вид,- на фиг. 2 .- узел I на фкг. 1; на фиг. 3 - вид А на фиг. 1 на фиг. 4 - сечение Б-Б на фиг. 1; на фиг. 5 - разрез В-Б на фиг. 2. Автомат для гибки П-образных ско поворотный корпус 1, представ ляющий прямоугольный брус, жестко укрепленный на приводном валу 2, установленном с возможностью вращен относительно станины 3. С противоположных сторон корпуса 1 в плоскости, перпендикулярной рси вращения вала 2, на поворотном корпусе 1 Установлено средство 4 для регулирования положения формовочных головок, выполнен-ное в виде двух резьбовых тяг 5, имеющих левую и правую резьбу каждая, контргаек 6 и двух направляющих стержней 7, имеющих цилиндрическую рабочую поверхность. На тягах 5 и направляющих стержнях 7 установлены две формовочные головки 8, имеющие вид прямоугольных металлических брусков, ширина которых равна внутреннему размеру П-образной, скобы.i. Имеются механизмы 9 отрезки заготовки, в которых в плоскости, проходящей через ось вращения приводного вала 2, на поворотном корпусе 1 с помощью винтов 10 укреплены по обе стороны вала 2 два неподвижных ножа 11 и с помощью прижима 12 соответствующие им два подвижных ножа 13. Б подвижные ножи 13 ввернуты оси 14, на которых шарнирно установлены ролики 15. На фланце станины 16 жестко укреплен кулачок 17 реза проволоки. Подвижность ножей 13 достигается за счет набегания роликов 15 при вращении вала 2 на кулачок 17 реза проволоки. Имеются механизмы 18 зажима проволоки, в которых на поворотном корпусе 1 шарнирно установлены два рычага 19 с роликами 20, взаимодействующих с насаженными на шпильки 21 нарами губок 22 и 23. Кроме того, губки 22 Закреплены от поворота направляющими штырями 24, укрепленными в поворотном корпусе 1 параллельно оси вращения вала 2. Губки 22 установлены на штырях 24 с возможностью перемещения вдоль последних, что обеспечивает совместное движение плавание губок 22 и 23 со шпильками 25 относительно поворотного корпуса 1, и перемещение губок 22 и 23 одна относительно другой (при движении губки22 по направдяющему штырю 24 и шпильке 25). На станине 16 укреплен кулачок 26 разжима губок. Разжим губок происходит следующим образом: ролик 20 одной пары губок 22 и 23 при вращении В51ла 2 набегает на кулачок 26 разжима, губок, рычаг 19 приподнимает губку 23, затем при дальнейшем Ьращении вала 2 на кулачок 26 разжима набегает ролик 20 второй пары губок и разжимает ее, т.е. за один оборот вала 2 каждая пара губок разжимается один раз. На торцах формовочных головок 8 шарнирно укреплены меха- . низмы съема.готового изделия, имеющие сбрасывающие рычаги 27, подпружиненные пружинами 28, один-конец 1 :оторых укреплен на торцах головок 8, а другой - на сбрасывающих рычагах 27,
Сбрасывающие рычаги 27 закрываются только усилием проволоки 29 при формировании скобы. Имеются пружины 30. При ослаблении усилия проволоки 29 рычаг 27 под действием пружины 28 открывается, обеспечивая сбрасывание скобы.
Автомат работает следующим образом.
Проволоку 29 заправляют в устройство для гибки П-образных скоб. Для этого конец проволоки 29 вставляют в сжатую пружиной 30 пару губок 22 и 23 и включают двигатель (не показан). ПоворотнУй корпус 1 начинает вращаться по часовой стрелке, при этом проволока 29 огибает фЬрмовочну головку 8, закрывая рычаг 27. Ролик 20 набегает на кулачок 26 разжима губок, разжимает верхнюю пару губок 22 и 23, и проволока 29 укладывается между верхней парой ножей 11 и 13, открытой парой губок 22 и 23, и огибает угол второй формовочной головки 8.
Между верхними углами сбрасывающи рычагов 27 противоположных головок 8 образуется прямолинейная ветвь проволоки 29 благодаря плавающей конструкции губок 22 и 23. На правой формовочной головке 8 формируется скоба. При дальнейшем повороте корпуса 1 происходит набегание ролика 20 на кулачок 26 разжима губок. При этом происходит открытие губок 22 и 23, зажимавших конец скобы. Одновременно ролик 15 набегает на кулачок 17 реза проволоки 29, толкает подвижный нож .13 к неподвижному ножу 11 между которыми находится проволока. Ножи 11 и 13 отрезают скобу от навиваемой проволоки 29..Ничем неудерживаемая пружина 28 откидывает рычаг 27, который отстреливает готовую П-образную скобу. Освободившаяся от скобы формовочная головка 8 готова к формированию следующей скобы. Корпус 1 к этому моменту поворачи- вается на 180®. При дальнейшем повороте заканчивается формирование скобы на второй формовочной головке 8. Проволока 29 вновь укладывает,ся в прямую линию между формовочны-;
ми головками 8, сформировавшись во вторую скобу. При дальнейшем повороте происходит набегание второго роли ка 26 разжима губок, при этом происходит открытие второй пары губок 22 и 23, зажимавших конец новой скобы. Одновременно второй ролик 15 набегает на кулачок 17 реза проволоки 29, толкает второй подвижный нож 13 к неподвижному ножу 11, между которыми находится проволока 29.
Ножи 11 и 13 отрезают вторую скобу и она сбрасывается аналогично первой. К этому моменту корпус 1 поворачивается еще на 180° (всего 360). Следовательно, на один оборот поворотного корпуса происходит изготовление двух скоб.
Для изготовления скоб другой длины необходимо отпустить контргайки 6 и вращать тяги 5 в нужную сторону, при этом формовочная головка 8 приближается (если необходимы скобы меньшей длины) или удаляется (если необходимы скобы большей длины) относительно поворотного корпуса 1.Направляющие стержни 7 удерживают формовочную головку 8 от проворачивания при вращении тяги 5, причем формовочная головка 8 скользит вдоль направляющей стержня 7. После установки формовочной головки 8 на необходимую длину скобы контргайки 6 Нажимаются. Автомат позволяет делать за один оборот поворотного корпуса две скобы разной длины.
В предлагаемом автомате для получения скоб другой длины замена формовочных головок и наладка, их не требуется, так кай формовочные головки выполнены раздвижными, а губки плавающими, т.е. подвижными относительно корпуса и одна относительно другой. Это автоматически обеспечивает всех случаях укладывание проволоки в прямую линию и формирование скоб с прямыми концами ножек, что существенно.расширяет .технологически ВОЗМОЖНОСТИ и достигается экономия времени необходимого на демонтаж и переналадку устройства при изготовлении скоб разных типоразмеров, которая составляет 20-30%.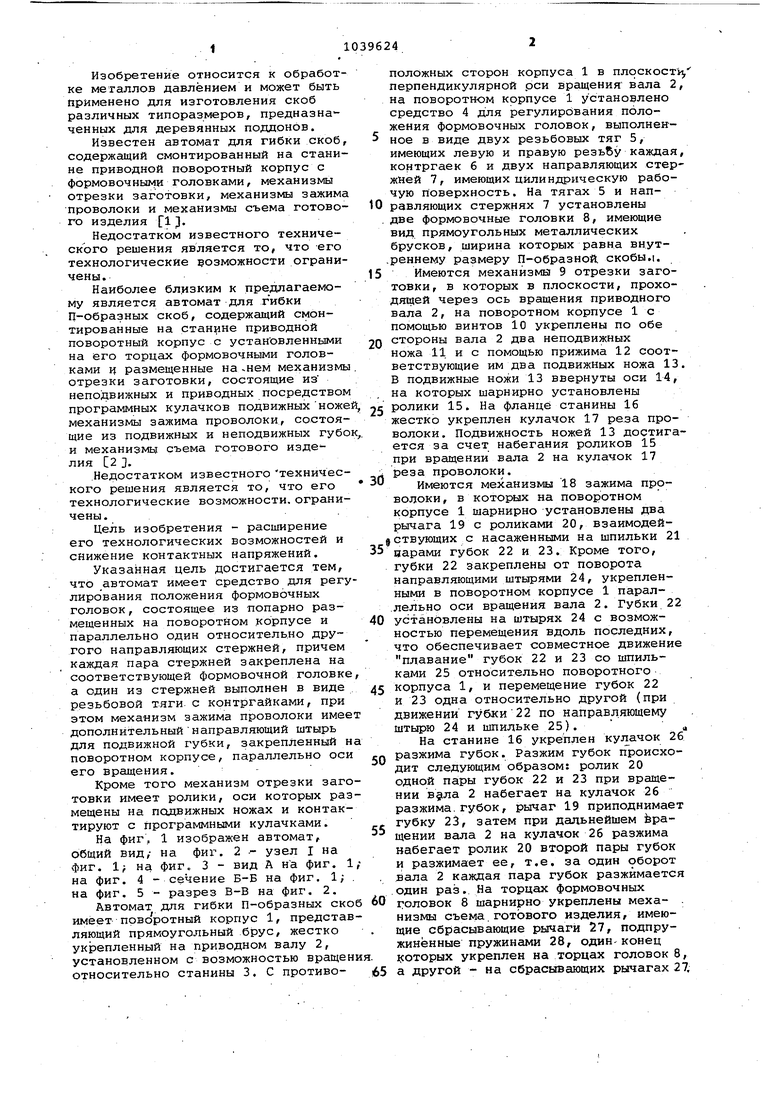
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая машина для изгибания П-образных проволочных скоб и навивания соосных винтовых пружин на их свободных концах | 1951 |
|
SU100131A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Правильно-растяжная машина | 1975 |
|
SU566657A1 |
| Автомат для гибки п-образных скоб | 1973 |
|
SU494215A1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| Автомат для рубки и чеканки штыря линейного разъема из проволоки | 1979 |
|
SU895586A1 |
| Автомат для подготовки проводов к монтажу | 1987 |
|
SU1457041A1 |
| Станок для изготовления выводов флажкового типа электрических конденсаторов | 1959 |
|
SU125627A1 |
| Автомат для сгибания фигурных изделий | 1981 |
|
SU963646A1 |
| Агрегат для привязки стержней к проволоке пастбищной изгороди | 1979 |
|
SU927390A1 |
1. АВТОМАТ ДЛЯ ГИБКИ П-ОВ- Я РАЗНЫХ СКОБ, содержащий смонтирован-. ныа на станине приводной поворотный ;; ;Корпус с установленньоми на его тор- . цах формовочными головками и размещенные на нем механизмы отрезки заготовки, состоящие из неподвижных ; и приводных посредством программных кулачков подвижных ножей, механизмы . зажима проволоки,.состоящее из подвижных и. неподвижных губок, и механизмы съема готового изделия, о т л и ч а ю щ и и с я тем, что, с целью расширения технологических возможностей, он имеет средство для регулирования положения формовочных головок, состоящее из попарно размещенных на поворотном корпусе и параллельно один относительно другого направляющих стержней, причем каждая пара стержней закреплена на соответствующей формовочной головке, а один из стержней выполнен в виде резьбовой тяги с контргайками, при этом механизм зажима проволоки имеет дополнительный направляющий штырь для подвижной губки, закрепленный на поворотном корпусе, параллельно оси его вращения. 2. Автомат по п. 1,отличаS (Л ю щ и и с я -тем, что, с целью снижения контактных напряжений, механизм отрезки заготовки имеет ролики, осикоторых размещены на подвижных ножах и контактируют -с программными кулачками.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления п-образных скоб | 1973 |
|
SU479549A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автомат для гибки п-образных скоб | 1973 |
|
SU494215A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ; , | |||
