Предлагаемый станок предназначается для механизированного изготовления выводов флажкового типа, состоящих из однослойной фольги с нросеченными в ней лепестками и проволоки, которая кренится под этими лепестками, отгибаемыми на свое место после скрутки проволо1си.
Для возможности механизации процесса изготовления этих выводов в станке применены: шпиндельная головка, свивающая проволоку; механизм, подающ-ий фольгу; пресс, просекающий фольгу и отбортовь1Е.ающий на ней лепестки; механизм для соединения проволоки с фольгой, содержащий каретку, совершающую возвратно-поступательное движение, расположенным на ней поворотным рычагом с губками для захвата проволоки из шпиндельной головки и образования из нее петли, заводимой под лепестки фольги.
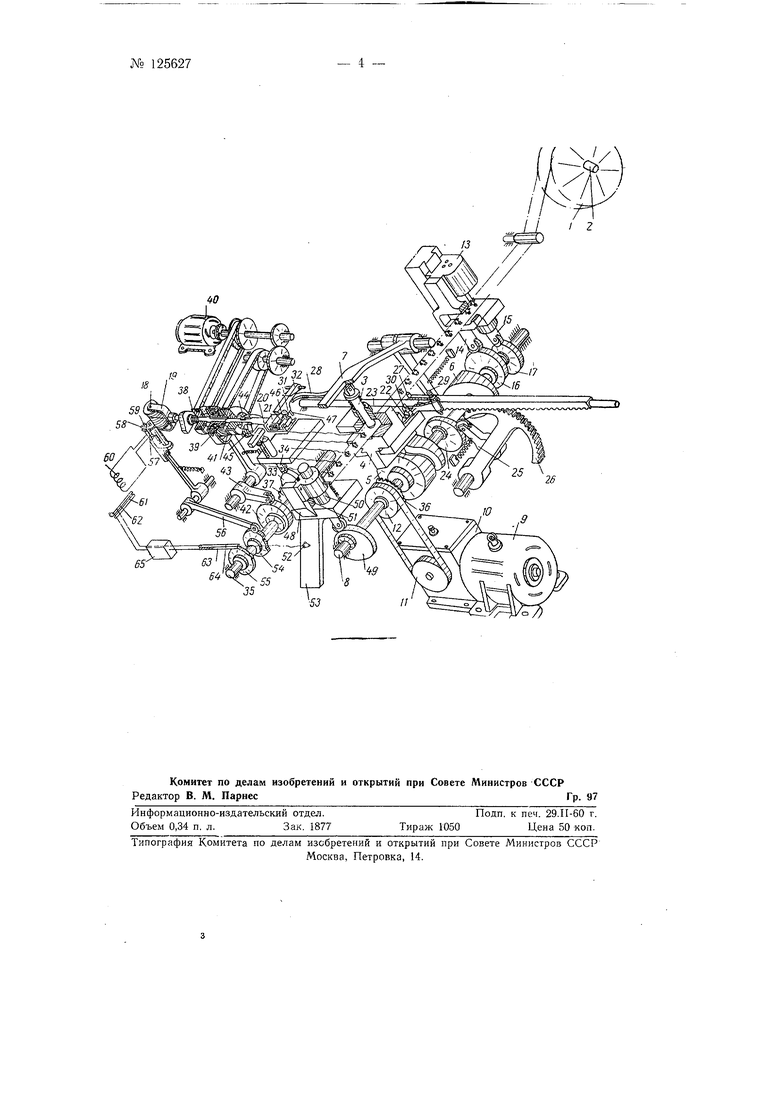
На чертеже изображена кинематическая схема предлагаемого станка.
Фольга, которая в виде рулона 1 крепится на оси 2, подается пуансоном 3, зажимающим фольгу и .сонершаюш-им возвратно-поступательное движение вместе с ползуном 4 от кулачка 5. Перемещение пуансона 3 вдоль своей оси для зажатия и освобождения фольги осуществляется с помощью кулачка 6 и рычажной системы 7. Кулачки 5 и 6 крепятся на распределительном валу 8, получающем вращение от электродвигателя 9 через редуктор JO и пару шкивов 11 и 12 (ременная передача).
Во время остановки фольга зал имается прижимом 13, закрепленным на стержне М, и три пуансона (не показаны на чертеже), закрепленные на стержне 15, просекают и отбортовывают в фольге лепестки. Стержни 14 и 15 перемещаются кулачками J6 и 17, укрепленными на распределительном валу iS.
Проволока сматывается с катушки 18, установленной на скобе 19, и проходит через пустотелый вал 20 в зажимные губки рамки 21. Отсюда
JVo 125627- 2
проволока захватывается рычагом 22 механизма захвата проволоки и монтирования ее под отбортованные ленестки. Этот механизм снабжен кареткой, получающей возвратно-поступательное движение вдоль неподвижного вала 23 от кулачка 24 через рычаг 25 и секторную шестерню 26.
При перемеш;ении каретки в крайнее переднее положение ролик рычага 27 скользит по копиру 28 и поворачивает рычаг 22 вокруг оси 29. ПрИ этом собачка 30, заходя на упор 31 рычага 32, заставляет раскрываться губки рычага 22, в пространство между которыми входит проволока. При дальнейшем движении каретки собачка 30 соскакиЕ.ает с упора 31, губки рычага 22 захватывают проволоку и она увлекается кареткой. Когда каретка с захваченной проволокой находится в крайнем заднем положения, iMexaHHBM подачи фольги при помош,и кулачка 5 перемепдается в крайнее правое положение, а пуансон 3 при помош.и кулачка 6 и рычажной системы 7 опускается за проволокой в крайнее нижнее положение в центре просеченных и отбортонанных лепестков и зажимает фольгу. После этого пуансон 3 перемеш.ает фольгу на один шаг и в то же время пересекает проволоку. Пуансон 3 в своей нижней части выполнен в виде конуса, и проволока, скользя по образуюш,ей этого конуса, заправляется под просеченные и отбортованные лепестки в фольге. Подъем и опускание рычага 32 лроизЕОДятся при помощи кулачка 33 и штока 34. Кулачок 55 крепится на распределительном валу 35, приводимом во враш,ение от распределительного вала 8 цепной передачей, охватывающей звездочки 36 и 37.
После подачи проволоки под отбортованные лепестки и заправки ее конца в губки рамки 21 происходит скрутка проволоки. В состав, шпиндельной головки, осуществляющей скрутку и отрезку проволоки, входят шкивы 55 и 39, свободно посаженные па вал 20 и приводимые во вращение в противоположные стороны от электродвигателя 40. Между этими шкивами установлена муфта 41, закрепленная на валу 20 при помощи шпонки и совершающая возвратно-поступательное движение вдоль него под действием кулачка 42 и рычажной системы 43.
Когда муфта 41 прижимается к вращающемуся шкиву 38, шпиндельная головка Е.ращается по часовой стрелке (такое положение соответствует моменту скруткп проволоки); когда же муфта прижимается к врап;ающемуся шкиву 39, шпиндельная головка начинает вращаться против часовой стрелки до положения, показанного на чертеже. При этом зуб храповика 44 упирается в собачку 45 и муфта 41 пробуксовывает по шкиву 39- Такое Положение шпиндельной головки соответствует моменту захвата проволоки рычагом 22 и моменту заправки конца проволоки в губки рамки 21.
Таким образом, как только рычаг 22 произведет заправку конца проволоки в губки рамки 21, каретка начинает двигаться назад, заправлепн.ый же конец проволоки остается в губках рамки 21 вследствие того, что сила пружины, сжимаюшей губки рамки 21, больше силы сжатия губок рычага 22, а также вследствие наличия специального уступа на губках рамки 21, который удерживает заправленную проволоку при обратном движении рычага 22.
В этот момент муфта 41 прижимается к вращающемуся шкиЕУ 38, шпиндельная головка начинает вращаться по часовой стрелке и скручивает проволоку в пределах нормы, после чего муфта 41 быстро прижимается к вращающемуся против часовой стрелки шкиву 39, шпиндельная головка разворачивается до упора зуба храповика 44 в собачку 45 и головка принимает положение, показанное на чертеже. После этого шток 34 при помощи кулачка 55 опускается, а с ним опускается рычаг 32, который силой прУжипы даВИт на нож 46, прорезающий скрученную проволоку. Рычаг 32 продолжает опускаться, упор 47 давит на выступ губок, раскрывает их, и специальный рычаг (на чертеже не показан) выводит скрученную проволоку из губок рамки 21.
Затем процесс повторяется, а подаваемая на один шаг фольга с Емонтированной под просеченные и отбортованные лепестки проволокой отрезается пожом 48, который получает движение от кулачка 49 через шток 50. При этом резиновый прижим 5} прижимает отбортованные под углом 45° лепестки на прежнее место. Готовый флажковый вывод 52 секций электрических конденсаторов скатывается по лотку 53 в приемную тару.
В авто.мате предусмотрена электрическая блокировка, которая отключает антохмат при обрыве проволоки в катушке 18 и при незахвате ее рычагом 22. Для этого на распределительном валу 35 закреплены два кулачка -54 и 55. Кулачок 54 в тот момент, когда рычаг 22 захватывает проволоку и начинает ее тянуть, а катушка 18, следовательно, начинает поворачиваться вокруг своей оси, прижимает к катушке 18 через рычажную систему 56 ролик 57. Последний СЕЮИМ выступом замыкает контакты 58 и 59 в цепи реле 60, которое размыкает контакты 61 и 62.
Кулачок 55 установлен по отношению к кулачку 54 таким образом, что он замыкает контакты 63 и 64 после того, как ролик 57 прижмется к катушке 18. Таким образом, при нормальной работе, когда катушка 18 врап1ается вокруг своей оси, в момент замыкания контактов 58 и 59, контакты 61 и 62 разомкнутся.
В случае обрыва проволоки (катушка 18 не вращает ся), контакты 58 и 59 разомкнуты, а контакты 61 и 62 замкнуты, вследстЕие чего замыкание контактов 63 и 64 кулачком 55 влечет за собой срабатывание магнитного пускателя 65, выключающего электродвигатель.
Предмет изобретения
1.Станок для изготовления выводов флажкового типа электрических конденсатороЕ., отличающийся тем, что, с целью механизации процесса изготовления выводов, применены: щпиндельная головка, свивающая проволоку; механизм, подающий фольгу; пресс, просекающий фольгу и отбортовывающий на ней лепестки; механизм для соединения проволоки с фольгой, содержащий каретку, совершающ ю возвратно-поступательное движение и снабженную расположенным на ней поворотным рычагом с губками для захвата проволоки из шпиндельной головки и образования из нее петли, заводимой под лепестки фольги2.Станок по п. 1, отличающийся тем, что в механизме для соединения проволоки с фольгой применен в качестве оправки для загибаемой проволоки подъемно-опускной стержень, установленный на каретке механизма и управляемый от распределительного вала станка.
3.Станок по пп. 1 и 2, о т л и ч а ю щ и и с я тем, что в механизме для соединения проволоки с фольгой предусмотрена рычажная система, управляемая от распределительного вала станка и управляющая отрезным ножом и открытием губок, зажимающих проволоку.
- 3 125627
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки непроволочных трубчатых сопротивлений | 1958 |
|
SU120241A1 |
| Установка для прессования,съема и загрузки изделий на конвейер | 1984 |
|
SU1238969A1 |
| Гибочно-штамповочный автомат | 1983 |
|
SU1139551A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| Устройство для упаковывания предметов в рукавную пленку | 1989 |
|
SU1768457A1 |
| МОТАЛЬНАЯ ГОЛОВКА ДЛЯ НАМОТКИ УТОЧНЫХ ШПУЛЬ НА ТКАЦКОМ СТАНКЕ | 1967 |
|
SU193973A1 |
| Устройство для упаковки пакетов штрипсов | 1959 |
|
SU130833A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |