ТГтг
.HQH
со
11/
kji &1
ч
п
Фus. f
ительной промьшшенности. Целью изобретения является расширение технологических возможностей. На станине 1 на направляющих 2 установлены плиты 2, на которых смонтированы все рабочие механизмы. Длина обрабатываемого провода задается расстоянием между плитами с помощью винта 4, Привод 5 связан через цепную передачу 6 с приводным валом 7 и механизмом 8 гибки конца провода в кольцо. Механизм подачи провода из бухты состоит из валков 9 для рихтовки провода, отрезной головки 10 и захватывающей головки 11. Механизм 21 для перемещения провода на позиции об57041
работки содержит транспортирующие диски с захватами. Механизм 30 обжига изоляции выполнен в виде губок с установленными на них нагревательными элементами. Механизм 34 снятия изоляции и механизм 35 скручивания жил провода вьшолнены в виде . зажимных губок. Механизмы 8 флюсования 63 и лужения 64 состоят из черпачков, закрепленных на тяге и емкостей с рабочими растворами. Механизм 71 для удаления излишков припоя кинематически связан с механизмами 63 и 64. Для ручной настройки автомата служит маховичок 77. 3 з.п. ф-лы,. 12 ил.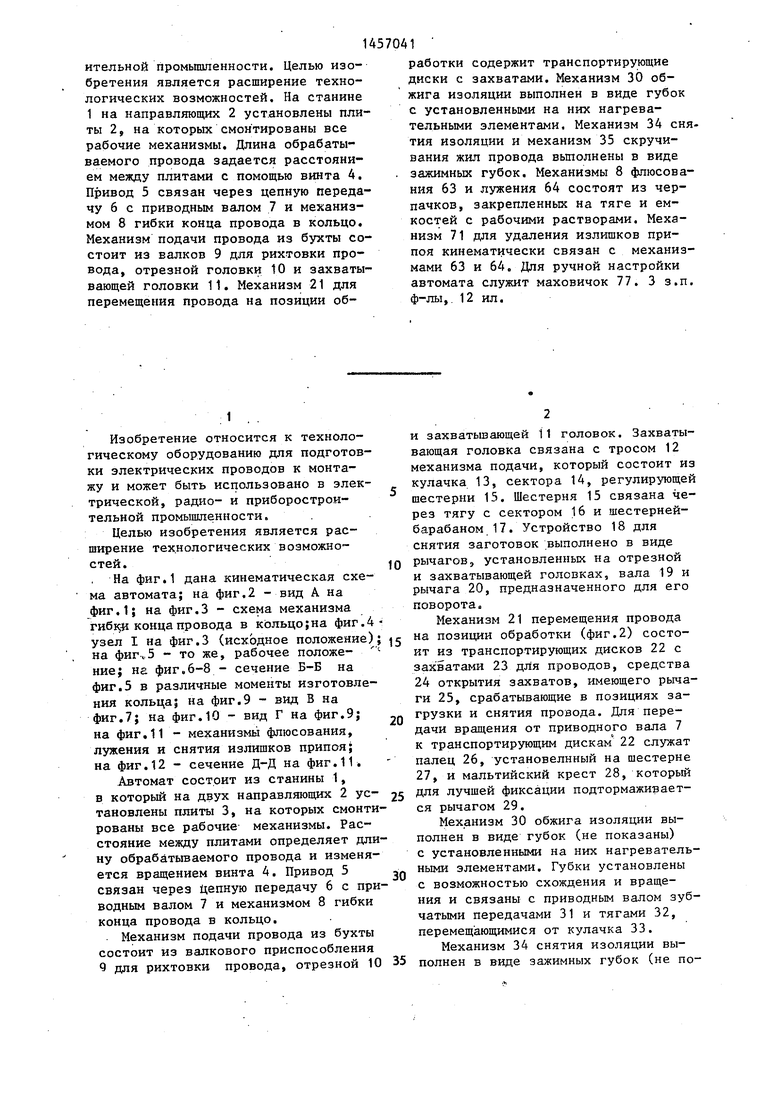


| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для подготовки электрическихпРОВОдОВ K МОНТАжу | 1978 |
|
SU845207A1 |
| Устройство для подготовки радиоэлементов с осевыми выводами к монтажу | 1986 |
|
SU1370805A2 |
| Автомат для предмонтажной обработки электрических шнуров | 1988 |
|
SU1642542A1 |
| Автомат для подготовки электрических проводов к монтажу | 1975 |
|
SU560284A1 |
| Автомат для лужения радиоэлементов | 1986 |
|
SU1440639A1 |
| Устройство для мерной резки, зачистки и лужения монтажных проводов | 1971 |
|
SU437169A1 |
| Автомат для подготовки электрических проводов к монтажу | 1984 |
|
SU1339710A1 |
| УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ К МОНТАЖУ РАДИОЭЛЕМЕНТОВ ПРЕИМУЩЕСТВЕННО С ОДНОНАПРАВЛЕННЫМИ ВЫВОДАМИ | 1992 |
|
RU2029446C1 |
| Автомат для обработки электромонтажных проводов | 1977 |
|
SU936784A1 |
| ЙСЕСОЮЗНАЯ ^^^шт-1штт/^ | 1973 |
|
SU389592A1 |
Изобретение относится к технологическому оборудованию для подготовки электрических проводов к монтажу и может быть использовано в электрической, радио- и приборостро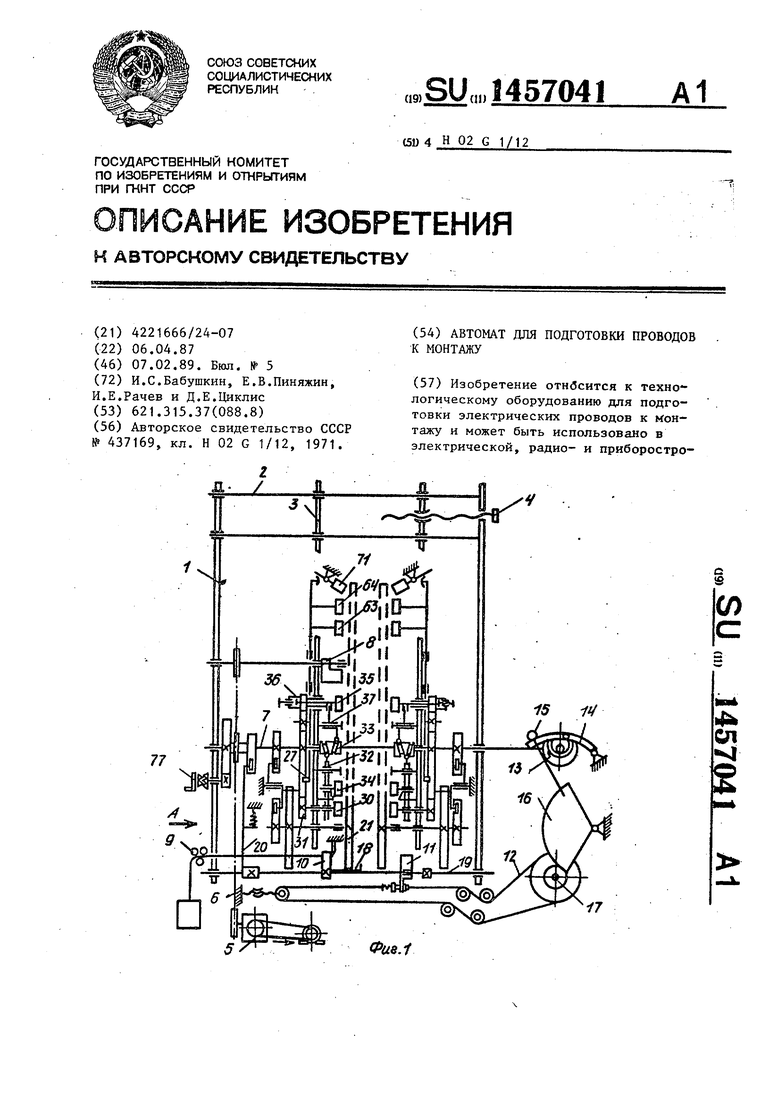
: 1 . .
Изобретение относится к технологическому оборудованию для подготовки электрических проводов к монтажу и может быть использовано в электрической, радио- и приборостроительной промьшшенности.
Целью изобретения является расширение технологических возможностей.
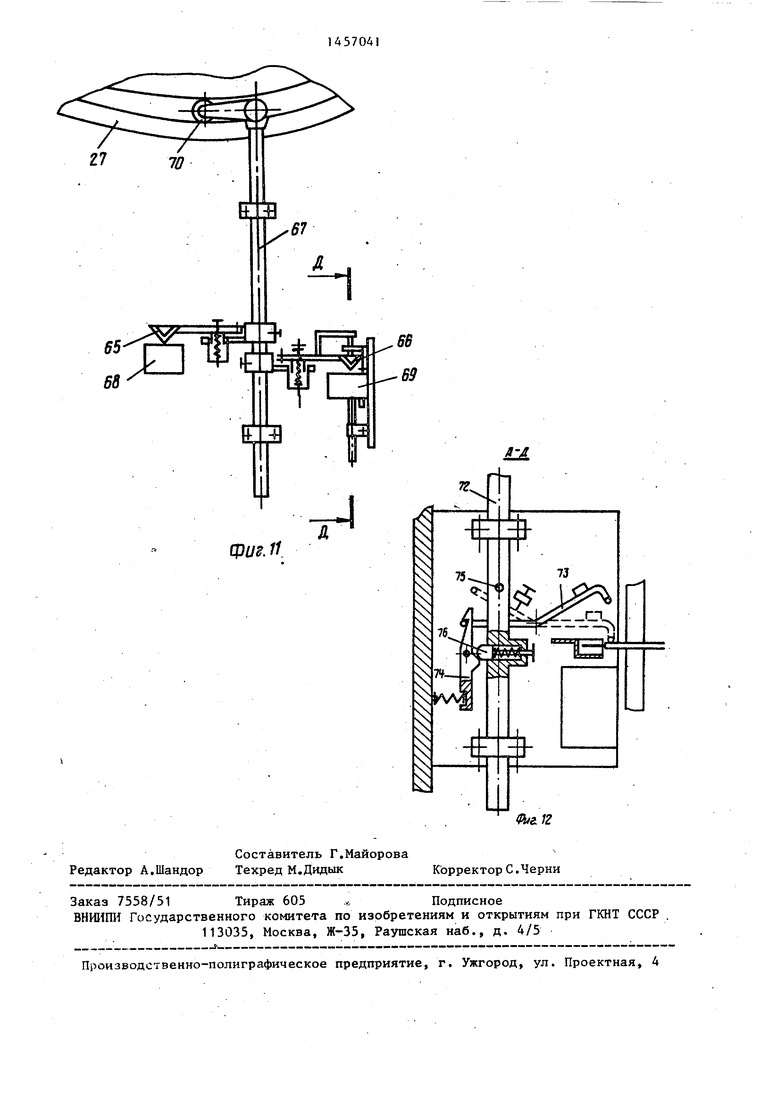
, На фиг.1 дана кинематическая схема автомата; на фиг.2 - вид А на фиг.1J на фиг.3 - схема механизма гиб101 конца провода в кольцо;на фиг.4- узел I на фиг.З (исходное положение); на фигч,5 - то же, рабочее положе- ние; на фиг.6-8 - сечение Б-Б на фиг.З в различные моменты изготовления кольца; на фиг.9 - вид В на фиг.7; на фиг.10 - вид Г на фиг.9; на фиг,11 - механизмы флюсования, лужения и снятия излишков припоя; на фиг.12 - сечение Д-Д на фиг.11.
Автомат сострит из станины 1, в который на двух направляющих 2 установлены плиты 3, на которых смонтированы все рабочие механизмы. Расстояние между плитами определяет длину обрабатьгааемого провода и изменяется вращением винта 4. Привод 5 связан через цепную передачу 6 с приводным валом 7 и механизмом 8 гибки конца провода в кольцо.
. Механизм подачи провода из бухты состоит из валкового приспособления Ч для рихтовки провода, отрезной 10
и захватывающей 11 головок. Захватывающая головка связана с тросом 12 механизма подачи, который состоит из кулачка 13, сектора 14, регулирующей шестерни 15. Шестерня 15 связана через тягу с сектором 16 и шестерней- барабаном 17. Устройство 18 для снятия заготовок выполнено в виде рычагов, установленных на отрезной и захватывающей головках, вала 19 и рычага 20, предназначенного для его поворота.
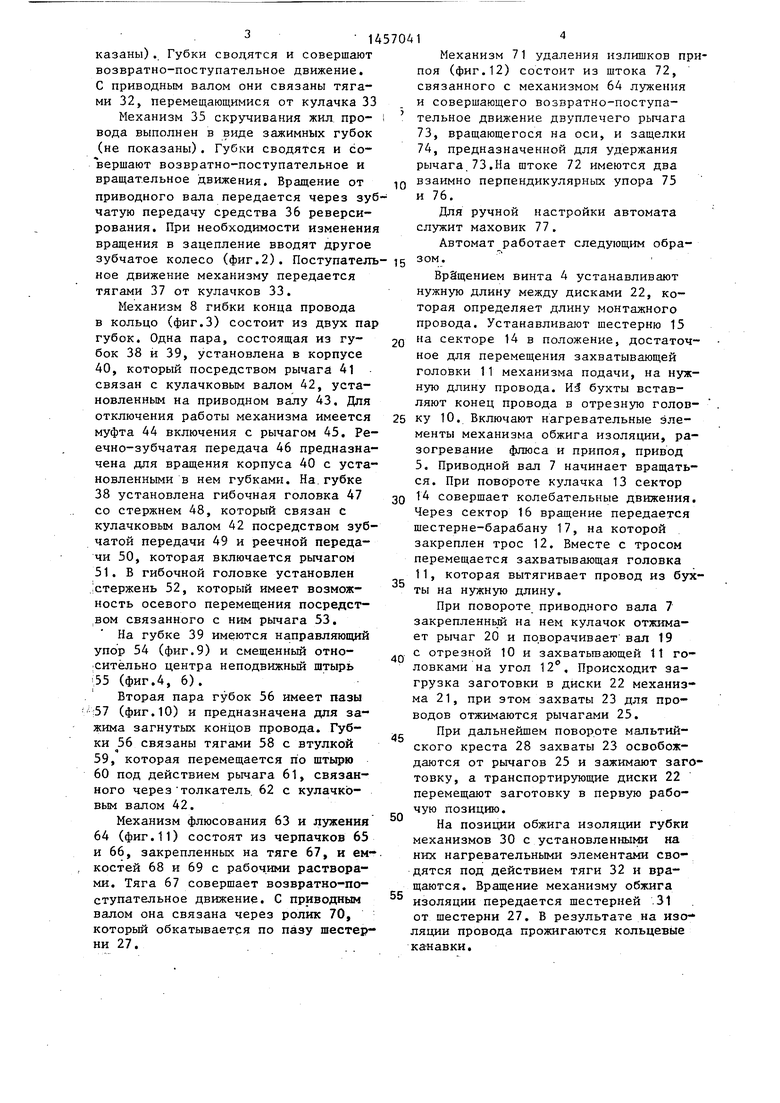
Механизм 21 перемещения провода с на позиции обработки (фиг.2) состоит из транспортирующих дисков 22 с зах ватами 23 для проводов, средства 24 открытия захватов, имеющего рычаги 25, срабатывающие в позициях загрузки и снятия провода. Для передачи вращения от приводного вала 7 к транспортирующим дискам 22 служат палец 26, установелнный на шестерне 27, и мальтийский крест 28, который для лучшей фиксации подтормаживается рычагом 29.
Механизм 30 обжига изоляции выполнен в виде губок (не показаны) с установленными на них нагревательными элементами. Губки установлены с возможностью схождения и вращения и связаны с приводным валом зубчатыми передачами 31 и тягами 32, перемещающимися от кулачка 33.
Механизм 34 снятия изоляции вы- 5 полнен в виде зажимных губок (не по0
5
0
145704
казаны). Губки сводятся и совершают возвратно-поступательное движение. С приводным валом они связаны тягами 32, перемещающимися от кулачка 33
Механизм 35 скручивания жил про- вода выполнен в виде зажимных губок (не показаны). Губки сводятся и со- Ъершают возвратно-поступательное и вращательное движения. Вращение от приводного вала передается через зубчатую передачу средства 36 реверсирования. При необходимости изменения вращения в зацепление вводят другое
зубчатое колесо (фиг.2). Поступатель- 15 °.
ное движение механизму передается тягами 37 от кулачков 33.
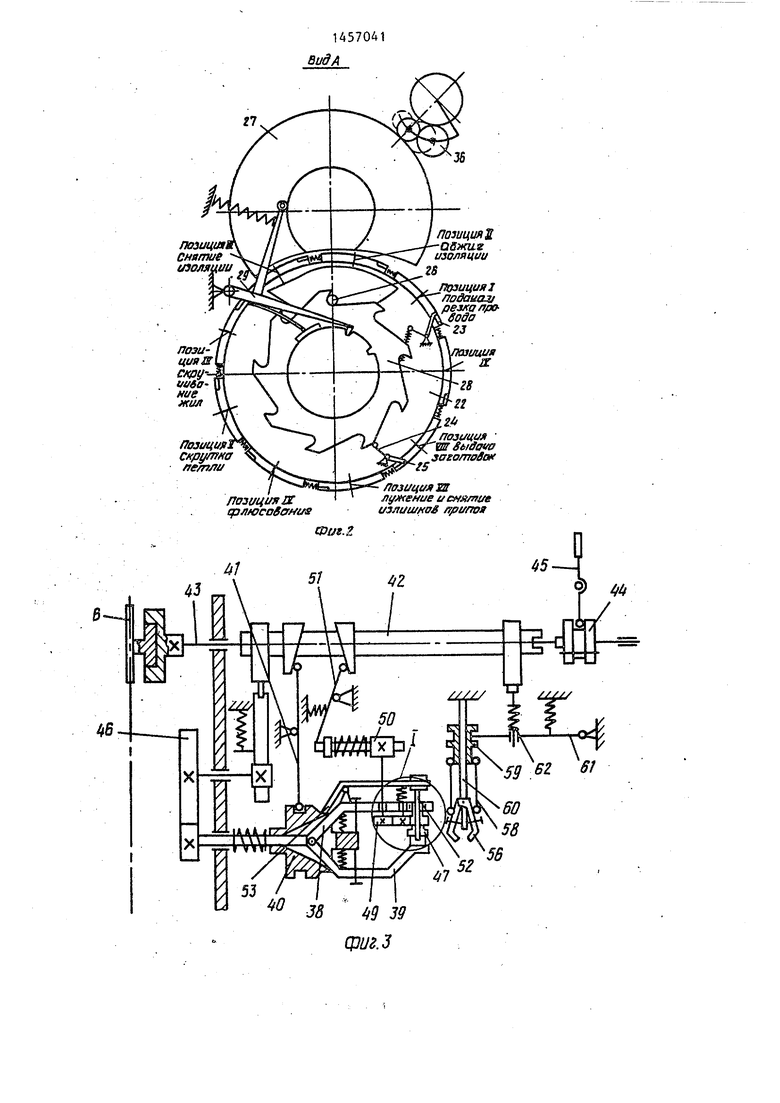
Механизм 8 гибки конца провода в кольцо (фиг.З) состоит из двух пар губок. Одна пара, состоящая из губок 38 и 39, установлена в корпусе 40, который посредством рычага 41 связан с кулачковым валом 42, установленным на приводном валу 43. Для отключения работы механизма имеется муфта 44 включения с рычагом 45. Ре- ечно-зубчатая передача 46 предназначена для вращения корпуса 40 с установленными в нем губками. На.губке 38 установлена гибочная головка 47 со стержнем 48, который связан с кулачковым валом 42 посредством зубчатой передачи 49 и реечной передачи 50, которая включается рычагом 51. В гибочной головке установлен .стержень 52, который имеет возможность осевого перемещения посредством связанного с ним рычага 53.
На губке 39 имеются направляющий упор 54 (фиг.9) и смещенный отно- :Ситёльно центра неподвижный штырь 55 (фиг.4, 6).
Вторая пара губок 56 имеет пазы :57 (фиг. 10) и предназначена для зажима загнутых концов провода. Губки 56 связаны тягами 58 с втулкой 59, которая перемещается по штырю 60 под действием рьгаага 61, связанного через толкатель. 62 с кулачковым валом 42.
Механизм флюсования 63 и лужения 64 (фиг.11) состоят из черпачков 65 и 66, закрепленных на тяге 67, и ем-, костей 68 и 69 с рабочими растворами. Тяга 67 совершает возвратно-поступательное движение. С приводным валом она связана через ролик 70, который обкатывается по пазу шестерни 27.
Механизм 71 удаления излишков прпоя (фиг.12) состоит из штока 72, связанного с механизмом 64 лужения и совершающего возвратно-поступательное движение двуплечего рычага
73,вращающегося на оси, и защелки
74,предназначенной для удержания рычага.73.На штоке 72 имеются два взаимно перпендикулярных упора 75 и 76.
Для ручной настройки автомата служит маховик 77.
Автомат работает следующим обра0
0
5
Вращением винта А устанавливают нужную длину между дисками 22, которая определяет длину монтажного провода. Устанавливают шестерню 15 на секторе 14 в положение, достаточное для перемещения захватывающей головки 11 механизма подачи, на нужную длину провода. ИЗ бухты вставляют конец провода в отрезную голов- 5 ку 10. Включают нагревательные элементы механизма обжига изоляции, разогревание флюса и припоя, привод 5. Приводной вал 7 начинает вращаться. При повороте кулачка 13 сектор 14 совершает колебательные движения. Через сектор 16 вращение передается шестерне-барабану 17, на которой закреплен трос 12. Вместе с тросом перемещается захватывающая головка 11, которая вытягивает провод из бухты на нужную длину.
При повороте приводного вала 7 закрепленный на нем кулачок отжимает рычаг 20 и поворачивает вал 19 с отрезной 10 и захватьшающей 11 головками на угол 12°, Происходит загрузка заготовки в диски 22 механизма 21, при этом захваты 23 для проводов отжимаются рычагами 25.
При дальнейшем повороте мальтийского креста 28 захваты 23 освобождаются от рычагов 25 и зажимают заготовку, а транспортирующие диски 22 перемещают заготовку в первую рабочую позицию.
На позиции обжига изоляции губки механизмов 30 с установленными на них нагревательными элементами сводятся под действием тяги 32 и вращаются. Вращение механизму обжига изоляции передается шестерней .31 от шестерни 27. В результате на изо ляции провода прожигаются кольцевые ка-навки.
0
5
0
При повороте мальтийского креста 28 транспортирующие диски 22 перемещают заготовку в следующую позицию. На позиции снятия изоляции она захватывается губками механизмов 34 и сдергивается под действием тяги 32. При повороте мальтийского креста 28 транспортирующие диски 22 перемещают заготовку в следующую позицию. На позиции скрутки жил провода оголенные концы проводов под действием тяги 37 захватываются губками механизмов 35 и подкручиваются в нужную сторону средством 36. Происходит перемещени ё заготовки в следующую позицию.
Работа механизма 8 гибки конца провода в кольцо показана на фиг.3-10.
Для включения механизма необходимо рычагом 45 муфту 44 ввести в зацепление с кулачковым валом 42.
При вращении цепи 6 поворачивается вал 43 совместно с кулачковым валом 42, который нажимает на рычаг 41 и передвигает корпус 40 к механизму перемещения провода. Губки 38 и 39 сходятся, при, этом провод попадает между рабочими поверхностями губок. Одновременно корпус 40 своим упором набегает на рычаг 53, который перемещает стержень 52 в рабочую зону гибочной головки 47 (фиг.4 и 5), При дальнейшем повороте кулачкового вала 42 он нажимает на рычаг 51, который через реечную 50 и зубчатую 49 передачи поворачивет гибочную головку 47 (фиг.6 и 7). Стержень 48 поворачивается вокруг стержня 52. При этом штырь 55 препятствует отгибу оголенного конца провода от стержня 52, что привело бы к увеличению внутреннего диаметра петли, в направляющий упор 54 ориентирует загнутый конец провода. Происходит загиб провода. В это время кулачковый вал 42 поворачивается и через толкатель 62 перемещает ры аг 61. Происходит перемещение втулки 59, которая тягами 58 связана с губками 56.Происходит зажим концов, которые попадают в пазы 57 губок 56 (фиг.8). После этого кулачковый вал 42 через зубчато-реечную передачу 46 поворачивает корпус 40 вместе .с губками 38 и 39. Происходит скрутка загнутых концов провода.
5
0
Возврат в исходное положение механизма В происходит под действием пружин.
Происходит перемещение заготовки в следующую позицию. Она попадает сначала на позицию флюсования, а при последующем повороте мальтийского креста 28 и связанного с ним транспортирующего диска 22 - в позицию лужения.
Работа механизмов флюсования 63, лужения 64 и удаления излшпков припоя показана на фиг.11 и 12.
При вращении приводного вала 7 вместе с ним поворачивается шестерня 27, в пазу которой помещен ролик 70, связанный с тягой 67 через муфту предельного момента. На тяге 67 установлены механизмы флюсования, лужения и удаления излишков припоя. Она совершает возвратно-поступатель ное движение. Цри перемещении тяги 67 вверх черпачки 65 и 66 механизмов 5 флюсования 63 и л жения 64 выходят из емкостей с разогретыми рабочими растворами. При этом оголенные концы проводов окунаются в флюс и припой.
Затем тяга 67 перемещается вниз, вместе с ней вниз перемещается шток 72 механизма 71 удаления излишков припоя. Он своим, упором 76 отлсимает защелку 74. Рычаг 73 освобождается и ударяет по проводу, сбивая излишки припоя.
При дальнейшем перемещении тяги 67 и связанного с ней штока 72 вниз происходит опускание черпачков 65 и 66 в е1 кости 68 и 69 с разогретыми рабочими растворами, а упор 75 перемещает рычаг 73 вниз, где его загнутый конец удерживается защелкой 74. Происходит перемещение заготовки в следующую позицию.
В это время захватывающая головка 11 механизма подачи провода в очередной раз вытягивает провод из бухты. Вал 19 вместе с отрезной 10 и захватывающей 11 головками поворачивается под действием рычага 20. Происходит загрузка заготовки в транспортирующие диски 22 механизма 21. При этом рычаги устройства 18 для снятия заготовок сбрасывают заготовку из 55 транспортирующих дисков 22 в тару. Захваты 23 транспортирующих дисков 22 открыты рычагами 25. Цикл повторяется.
0
ь
0
45
50
Автомат для подготовки монтажных проводов позволяет повысить качество обработки монтажных проводов и расширить технологические возможности его использования за счет наличия в нем механизмов гибки конца провода в кольцо, флюсования, лужения и удаления излишков припоя. Технологиче- ские возможности автомата расширяются также за счет возможности перестройки на другую длину провода.
Использование в автомате одного привода для всех его механизмов упрощает его конструкцию.
Применение захватывающих губок в механизмах обжига, снятия изоляции и подкрутки жил провода,- размещенных с двух сторон механизма перемещения, позволяет увеличить производительность автомата. Формула изобретения
0
которого расположен рабочий элемент,и защелки, установленной с возможностью взаимодействия с другим плечом рычага, штоком с двумя упорами, кине- матически связанным с приводом,один из которых установлен с возможностью взаимодействия с защелкой, а другой - с другим плечом рычага, при этом механизмы флюсования, лужения и удаления излишков припоя кинематически связаны со штоком.
с приводом, одна из которых установлена с возможностью поворота вокруг оси провода и снабжена гибочной головкой, установленной на одной из губок и выполненной в виде двух стержней, первый из которых установлен с возможностью перемещения в направлении, перпендикулярном оси про- вода, второй - с возможностью поворота вокруг первого, другая губка
5 снабжена штырем, установленным эксцентрично относительно первого стержня, и направляющим упором, а на рабочей поверхности другой пары губок выполнены пазы для размещения
0 провода.;
5
0
Фиг.
U1
46
Фиг.з
и
56
9 39
иЗШ.
8
фиг. 6
виде
Фиг.9
{
цзиг.5
6-6
Фиг. 7
Фиг.д
Вид г
/
5В
4 7
Фиг.ю
57
| Устройство для мерной резки, зачистки и лужения монтажных проводов | 1971 |
|
SU437169A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
