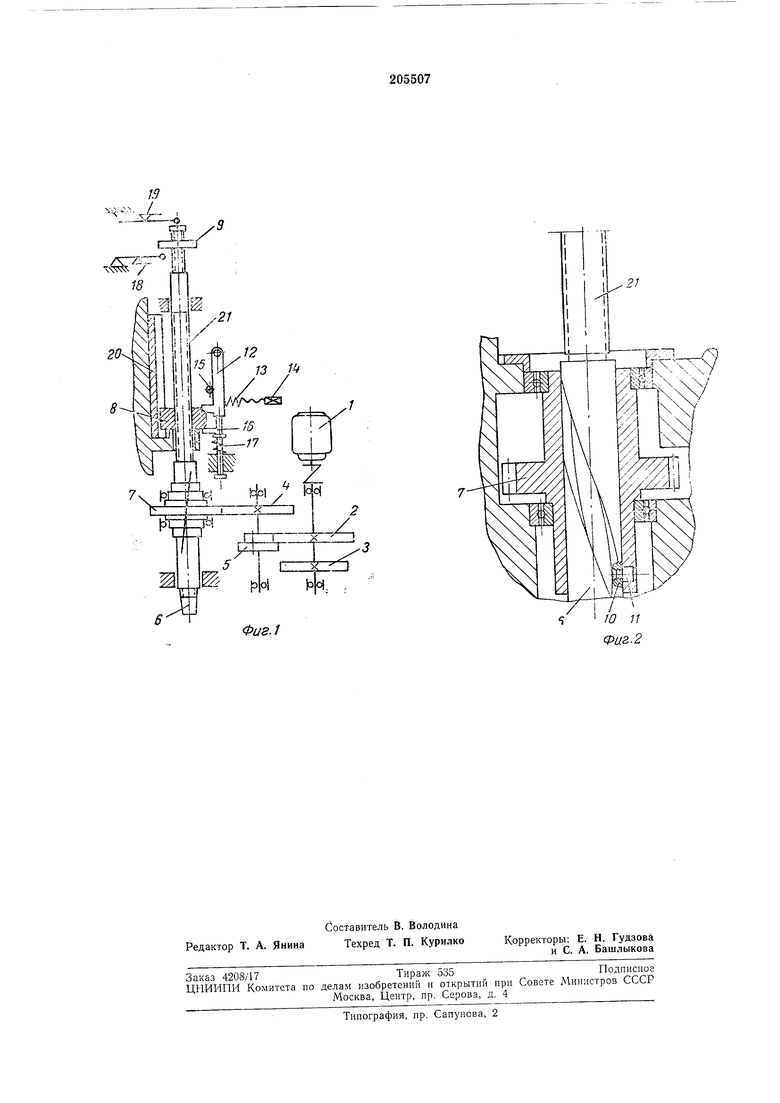
Известны станки для нарезания резьбы метчиком по способу самозатягивамия, содержащие реверсируемый электродвигатель, коробку скоростей, шпиндель с механизмом вращения и осевого перемещения. Подвод и отвод инструмента к изделию и врезание осуществляется вручную. Предложенный полуавтоматический станок, с целью новышения нроизводительности за счет сокращения времени холостых ходов и автоматического перехода от холостого хода к рабочему, снабжен механизмом ускоренного подвода и отвода инструмента, вьшолненным в виде -ВИНТОВОЙ пары с отключающейся во время рабочего хода гайкой. Винт механизма, имеющий щаг резьбы превышающий njar нарезаемо и выполненный непосредственно на шпинделе, ускоренно неремещает последний в неподвижной гайке, которая удерл ивается в этот момент от перемещения вдоль ио винту подпружиненным рычагом, давление которого на гайку регулируется в зависимости от параметро-в нарезаемой резьбы. На фиг. 1 изобра:жена кинематическая схема станка; на фиг. 2-винтовое шлицевое соединение шпинделя с приводной шестерней. 9. Шпиндель 6, в винтовой паз которого входит ролик 10, укрепленный на пальце 11, запрессованном во втулку-шестерню 7, имеет возможность осевого перемещения относительно этой втулки. Втулка-шестерня 7 свободно вращается в корпусе станка в подшипниках и предназначается для передачи вращения от коробки скоростей на шпидель 6. В шпиндельный узел также входит механизм настройки на усилие врезания, состоящий из рычага 12, пружины 13, регулировочного винта 14, упора 15, ограничительного стержня 16 и пружины 17. Подпружиненный рычаг 12 предназначен для удержания гайки 5 от перемещения вверх по резьбе шпинделя при ускоренной подаче метчика к изделию и настройки метчика на усилие врезания. Ограничительный стержень 16 служит для отключения рычага 12 от гайки 8 при вывинчивании метчика из нарезанного отверстия. Для реверсирования электродвигателя 1 предназначены микропереключатели 18 и -19. Направляющие 20 предназначены для удержания от вращения гайки 8. Работа станка осуществляется следующим образом.
на шпинделе 6 и скрепленную с ним посредством пальца // с роликом 10, входящего в паз шпинделя (см. фиг. 2).
Шпиндель 6 во втулке-шестерне 7 свободно, перемещается в осевом направлении. В средней части шпинделя имеется прямоугольная резьба 21 с шагом 8 мм, по которой перемещается гайка 8. Ускоренный подвод метчика к изделию, рабочая подача, вывинчивание метчика и ускоренный возврат в исходное положение осуществляются следующим образом.
При вращении шпинделя гайка 8 от проворота удерживается выступом, входящим в направляющие 20 станка. От перемещения вверх по резьбе щпинделя гайка 8 удерживается рычагом 12j сила действия которого на гайку 8 регулируется пружиной .13 и регулировочным винтом 14. Вращаясь в неподвижной гайке, шпиндель ускоренно подводится к изделию. Возникающая при нарезании сила самозатягивайия метчика значительно превышает усилие, создаваемое рычагом 12 для удержания гайки 8 от перемещения вверх по резьбе при ускоренной подаче холостого хода.
Вследствие этого рычаг 12 отжимается в направлении против часовой стрел-ки, освобождает гайку 8 и последняя сво бодно перемещается вверх по резьбе. Дальнейшая рабочая подача осуществляется за счет самозатягивания метчика в металл.
При перемещении гайки 8 вверх по резьбе освобождается стержень 16, который под действием пружины 17 удерживает его до момента возврата в исходное положение.
По окончании процесса нарезания резьбы переставляемый упор 9 давит на микропереключатель 18, который осуществляет реверс электродвигателя. За время вывинчивания метчика гайка 8 опускается вниз в исходное положение и «ажатием на стержень 16 приводит рычаг 12 в исходное положение. Заняв неподвижное нижнее положение, гайка 8 с ускоренной подачей поднимает шпиндель о вверх, который торцом давит на микропереключатель, отключая электродвигатель или 0 реверсируя его на рабочий цикл.
Предмет изобретения
1.Полуавтоматический станок для нарезания внутренних резьб метчиками по способу
5 самозатягивания, содержащий реверсируемый электродвигатель, коробку скоростей, шпиндель с механизмом вращения и осевого перемещения и механизм врезания, отличающийся тем, что, с целью повышения производительности за счет сокращения времени холостых ходо-в и автоматического перехода от ускоренного к рабочему движению, станок снабжен механизмом ускоренного подвода и отвода шпинделя, выполненным в виде ходового винта с шагом резьбы, превьгшающим шаг нарезаемой, взаимодействующего с невращающейся гайкой, неподвижной при ускоренном ходе и перемещающейся вдоль оси винта при рабочем ходе (нарезании).
2.Станок по п. 1, отличающийся тем, что, с целью настройки механизма на усилие врезания в зависимости от параметров нарезаемой резьбы, механизм врезания выполнен в виде подпружиненного рычага, удерживающего гайку от перемещения вверх по резьбе винта с регулируемым усилием.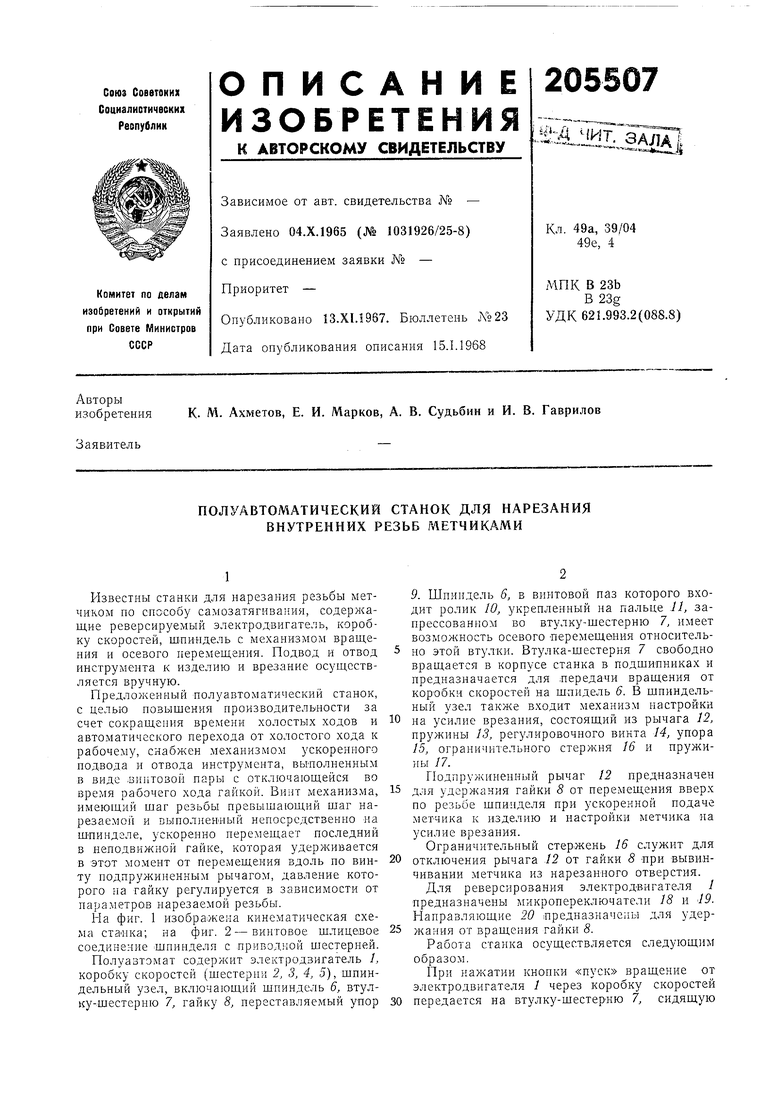
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ВНУТРЕННИХ РЕЗЬБ МЕТЧИКАМИ | 1972 |
|
SU412999A1 |
| Станок для нарезания резьбы метчиками | 1982 |
|
SU1076223A1 |
| Шпиндельный узел резьбонарезного станка | 1975 |
|
SU650742A1 |
| Переносной станок для нарезания резьбы | 1981 |
|
SU1039659A1 |
| Станок для нарезания резьбы | 1982 |
|
SU1061947A1 |
| Полуавтоматический станок для нарезания внутренних резьб метчиками | 1980 |
|
SU986663A1 |
| Переносной сверлильно-резьбонарезной станок | 1982 |
|
SU1060362A1 |
| Автоматический стол к металлорежущему станку | 1979 |
|
SU870052A1 |
| Полуавтоматический станок для нарезания внутренних резьб метчиками | 1973 |
|
SU442025A1 |
| Устройство для нарезания резьбы | 1987 |
|
SU1567335A1 |