АРМАТУРНЫХ КАРКАСОВ
Изобретение относится к установкам для изготовления пространственных арматурных каркасов, предназначенных для армирования железобетонных конструкций.
Известна установка для изготовления5
пространственных арматурных каркасзов, содержащая подвижный и неподвижный анкерные упоры для арматуры, привогшую каретку с планшайбой, устройство для подачи арматуры и направляющие ролики fl} . 10
Недостатком этой установки является А) что поперечная арматура не скреплена в изготовленном каркасе с продольной арматурой, поэтому для транспортировки каркаса необходимо закреплять внутри15
него проволочные рамки и производите его обвязку.
, Известна и другая установка того же назначения, содержащая основание, каретку с планшайбой, мотобила для продоль- 20 ной арматуры, механизм выдачи спиральной проволоки и механизм переплетания продольной арматуры со спиральной Г 21 , На этой установке можно иаготавли- i вать арматурные каркасы толЬ{й) та тон. 25
5
кой продольной арматуры, которую можно соединять с поперечной арматурой путем переплетения.
Наиболее близкой к изобретению является установка для изготовления пространственнызс арматурных каркасов, содержащая опорную раму с лонжеронами, бухтодержатели, механизм подачи арматуры и ролрковые элек:троды 3 . - -Недостатком этой установки, является малая прои|{зводительность изготовления каркасов из-за длительности BaBHBkH поперечной арматуры.
Цель изобретения - обеспечить возможность изготовления из арматурных сеток, что позволяет ПОВЫСИТЬ производительность процесса иэготовления.
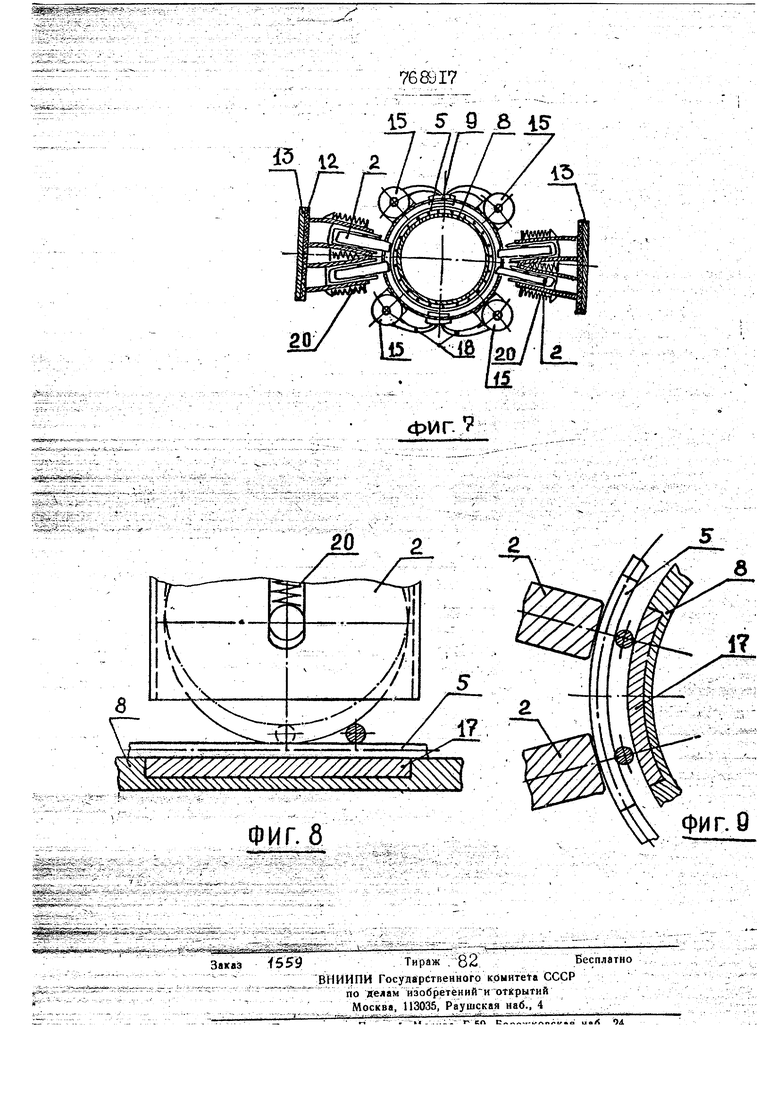
Для этого установка для изготовления пространственных арматурных каркасов содержащая опорную раму с лонжеронамН| бухтодержатели, механизм подачи арма туры и роликовые электроды, снабжена формирователем профиля арматурных о@« ток, выполненным в виде обечайки а ййт струбом,..ь которой устанбвпень попый сердечник и набор обжимкь1Х тракстюр ipepoB. с-Опорными pojiHKpBbijyip бйЬйамй, при этом облсийнь1ё трайспбртёрьг уста« новпены под углом у njpo4)HnbHoft оси Сбечайки равномерно по периметру eepaciw руба. Кроме того, обечайкеГТ еёраёчншс уВтШЬ Шёны ШЖ(Ду поШ:ёрьШ1М )iBibi сое дийёяШми арматурнь х сеток в обечайке обраЭбв аШбкна, а ропйковйё Ще1стрЬда смбтчфованы на лонжеронах рамы и размещены в окнах обечайки. Механизм арматурных сеток, выполнен в виЖравномёрйозакр ппенныхна наружной поверхности обечайки силовых ципинл ргов, йа щтбках кбторйх (5йо11Рированы 3 ахваты. Роликовые электрбдьГ выполнены парными и наклонены навстречу друг дру гу под углом к горизонтальной осиустановки, а сердечник снабжёР вдеШньМй мерными планками, установленньшй в м& стах сварки арматурных сетб к рс5пиковыми электродами. . На фиг. 1 изображен общий вид уста WegW :ffiiir Ш1Х тч5апё ш Щиз двух арматурных сеток; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вцд све)рху на фор мирователь прсфияя арштурны сеток; |на фиг. 4 - вид Б на фиг. 3; дш фиг. 5 разрез В-В на фиг. 2; на фиг. 8 - рез Г-Г на фиг. 1; на фиг. 7 - разрез Д-Д на фиг. 1; на фиг. 8 - ролшсовые эпёйгртды в прв1ШШ Ш1|ЖарШтурных сеток, вид сверху; на фиг. 9 - то же, ВИД спереди, ..,.„.,, . Установка содержит опорную раму 1, роликовые электроды 2, бухтодержатели 3 и4, Пространственный арматурный кар- кас 5 свариваетсяиз арматурных сеток и 7, для придания необходимой формы профиля которых, например , служит формирователь, выполненный в вйде тббв&1 5-ус аМвлёнйых с эазором полого сёрде чника 8 и обечайки 9 с растру-бом 16, в которой установлен набор об- }кймнйх транспортеров 11, расгйпОжен1ШХ paoHOMepiRO по nepHMeVpy раструба 1 под углом к продольной оси обечайки 9. Серд ечник 8 и обечайка 9 установлены между лонжеронами 12 и 13 опорной 1эамы17иа 1ЙтЬр:Ь11сcl-toOT ковые электродьГй, размещённые в окнах 14, образованных в обечайке 9 над сТыковыми соединёниями сеток 6 и 7« Т ЭШййпд а:1Ш армМур ЫЙ вы11о 1нёНЁвйДё равномерно Закрогшенны йа наружной поверхности передней части oFiQuaftirH Д ойтгЛЙмГ ттИлИНППО В Т R. НЯ штоках которых смонтированы захвйты16. Сердечник 8 снабжен продольными медными планками 17, закрепленными в местах сварки сеток 6 и 7 роликовыми электродами 2, которы выполнены парными и наклонены навстречу друг другу под уг. лом 1C горизонтальной оси усярановки. Установка снабжена такж(а откидными захватами 18 для начальной заправки сеток б и 7 в формирователь. ОЬжимные транспортеры 11 выполнены ленточны ми с опорными роликовыйи блоками 19, а роликовые электроды подпружиненЬ с помощью пружин 20, I Установка работает следующим образом, - - - - . Арматурные сетки 6 и 7 раз маты- . вают с бухтодержателей 3 и 4 и с поморью откидных захватов 18 заправляют под обжимные транспортеры И в аШбре ме ду сердечником 8 и обечайкой 9V При протягивании с помощью силовых ццлийдров 15 сеток 6 и 7 через формирователь обжимные транспортеры деформируют ceTkH, в результате чего образуется необходимая форма их профиля, например цилиндрическая. Затем сетки 6 и 7 сваривают с помощью электродов 2 в пройтранственньйй арма|Турный каркас 5. Силовые цилиндры 15 включают периодически, тем самым обеспечивается с помощью захватов 16 непрерывное перемещение сеток 6 и 7, свариваемых в .каркас 5. После израсходования сеток 6 , и 7 устанавливают другие буХтй с сетками, концы которых при необходимости прйвжрйвают кконцам пёрвона альных сеток, чтобы получить непрерывный по длине пространственный каркас. Формула изобретения i, Установка для изготовления про- странственных арматурных каркасов, содержащая опорную раму с лонжерона- ми, бухтодержатели, механизм подачи арШтуры и роликовое электроДь, о тьч лги чаю щ а я с я Тем, что, с целью обеспечения возможности изготовления каркасов из арматурных Сеток, она ciia6жена формирователем профиля арматурных сеток, выполненным в виде обечайки с / раструбом, в которой установлень полый , сердечник и набор обжимных транспортеров с гопорны ми роликовымиблоками, .. , приэтом обжимные транспортеры уста- ; новлёны под углом к продольной Оси обе чайКй равномерно по периметру ее расг- .
2,Устаковка по ii, 1, о т п и ч а ющ а я с я тем, что обечайка и сердечник установпены между понжеронамй опорной рамы, при этом над сзтыковыми соединениями арматурных сеток в обечайке образованы окна, а роликовые электроды смонтирбваньг на лонжеронах рамы и размещены в окнах обечайки.
3,Установка по пп, 1 и 2, о т п ич.ающаяся тем, что механт|кзм подачи .арматурных сеток выполнен в виде равномерно закрепленных на наружной поверхности обечайки -силовых ци- ллндров, на шТоках которых с монтиров.а1Ш захваты,
4,Установка по пп. 1-3, отличающаяся тем, что роликовые элекФ|роды выполнены парными и наклонены навстречу друг другу под углом к гор, зонтальной оси установки.
5. Установка по пп. 1-4, о т л и ч а5 ю щ а я с я тем, что сердечник снабжен продольными Медными планками, установленными в местах сверки арматурных ceтoкJpoликoвымиL эпeкт юдa
Источники информации, принятые во внимание при экспертизе:,
1.Авторское свидетельствоСССР № 302460, кл. Н 04G 21/12, 1969.
2.Авторское свидетельство СССР
|№ 403831, кл. Б 04G. 21/12, 1972. Л
3.Авторское свидетельство СССР
NO 137658,; кл.Е 04G 21/12., 1956. :;
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления железо-бЕТОННыХ СТРОиТЕльНыХ издЕлий | 1978 |
|
SU823133A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809935C1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Станок для изготовления арматурных каркасов и железобетонных труб | 1976 |
|
SU613060A1 |
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |
| Установка для изготовления арматурных каркасов | 1980 |
|
SU992712A1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ ТИПА ПАНЕЛЕЙ И ПЛИТ | 1964 |
|
SU224029A1 |

--...-..т...Ж%%.%ЖУЖ%1 УУЧЧЖЖУ /.. . Г J ху-чхЧ УчЧЧххЧ a ssats - -- - fi W--
- 4- -ViiT V - -
. Э-
Фиг, 4. 19 V 8
. 768917 :
8 il 10
12
ФИГ 5 гг . iT -тНгН1 :1° 1Ит|j1111 tt и ,1; I 1 Ji -IjL :zjrifir:i r -
и
ФИГ.6 + T768917
15 5 9 8 15
- - if 4Sf:fi 4 t -:
ФИГ
kv
ФИГ. a
