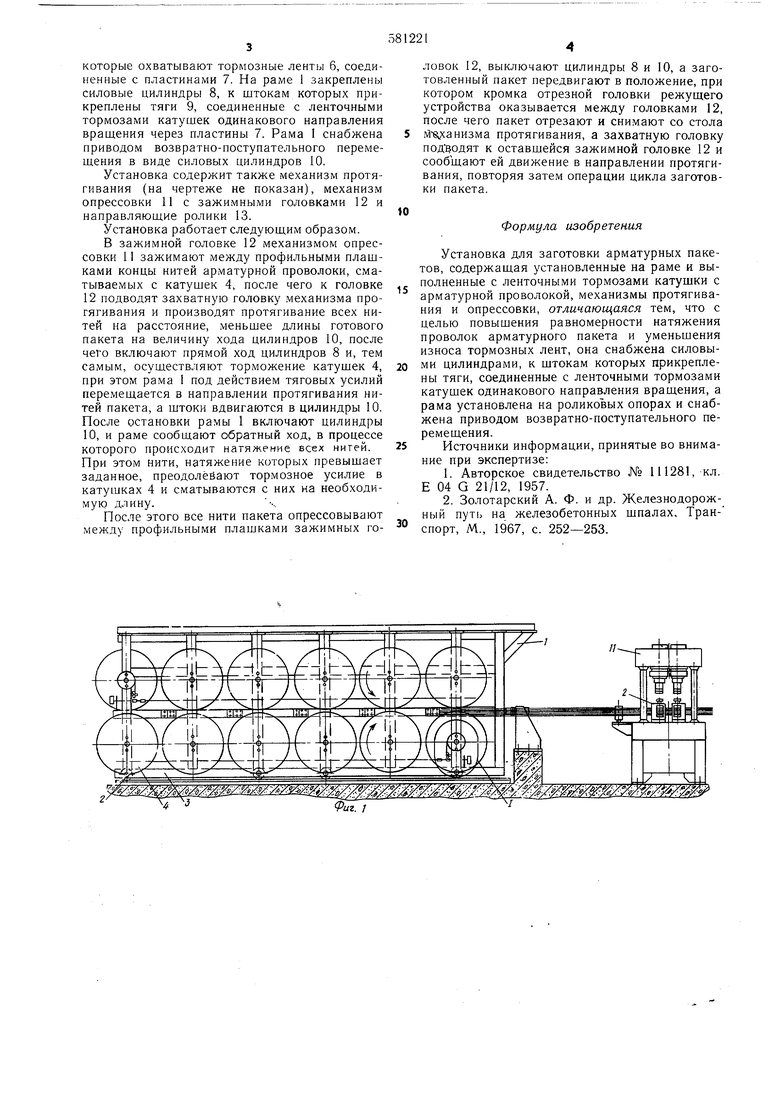
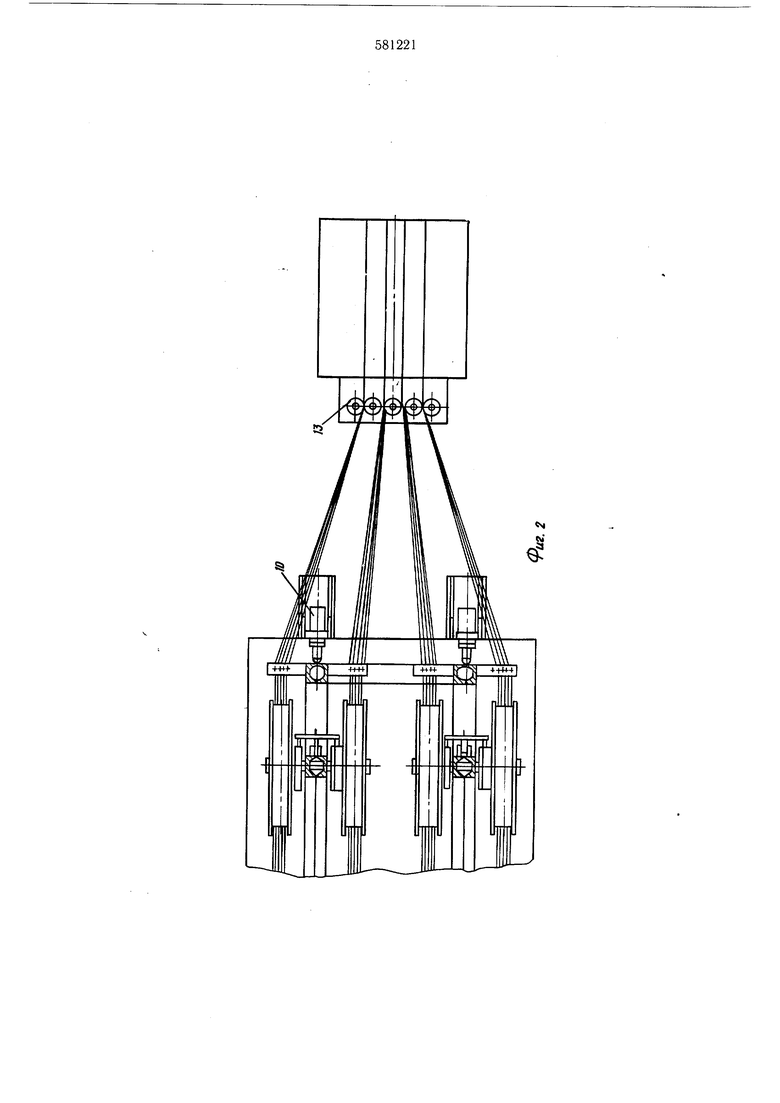
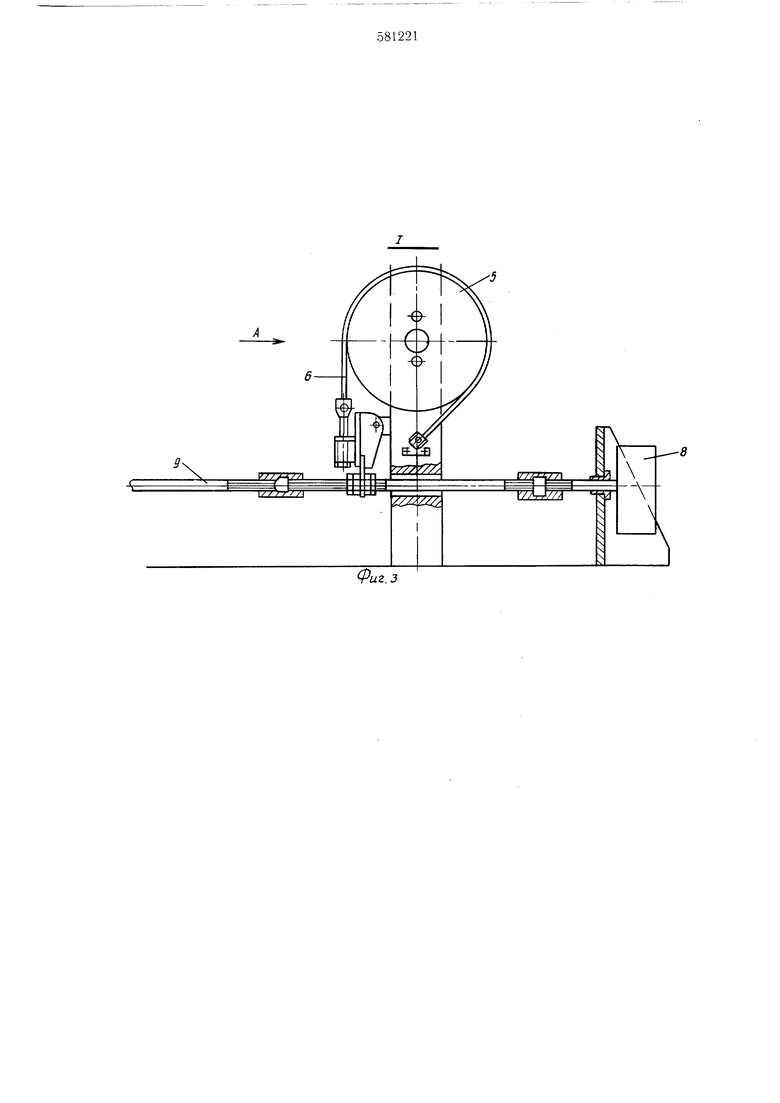
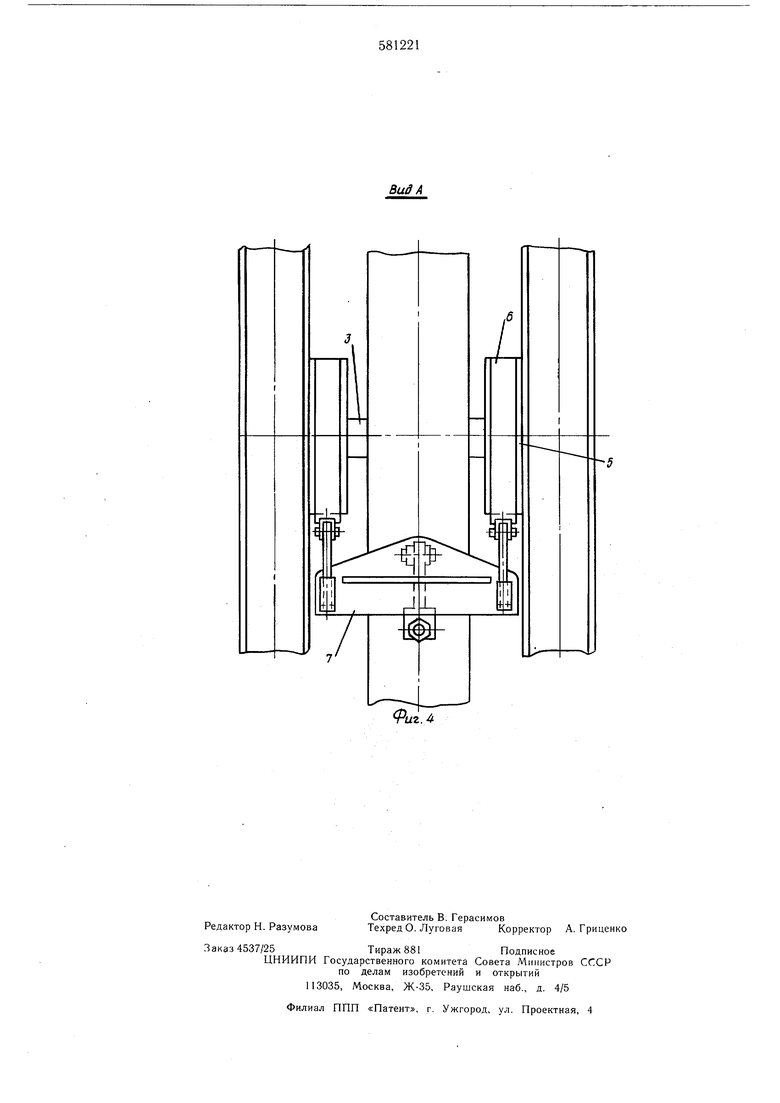
которые охватывают тормозные ленты 6, соединенные с пластинами 7. На раме 1 закреплены силовые цилиндры 8, к штокам которых прикреплены тяги 9, соединенные с ленточными тормозами катушек одинакового направления врашения через пластины 7. Рама 1 снабжена приводом возвратно-поступательного перемещения в виде силовых цилиндров 10.
Установка содержит также механизм протягивания (на чертеже не показан), механизм опрессовки 11 с зажимными головками 12 и направляющие ролики 13.
Установка работает следующим образом.
В зажимной головке 12 механизмом опрессовки 11 зажимают между профильными плашками концы нитей арматурной проволоки, сматываемых с катушек 4, после чего к головке 12 подводят захватную головку .механизма протягивания и производят протягивание всех нитей на расстояние, .меньшее длины готового пакета на величину хода цилиндров 10, после чего включают прямой ход цилиндров 8 и, тем самым, осуществляют торможение катушек 4, при этом рама 1 под действием тяговых усилий пере.мещается в направлении протягивания нитей пакета, а штоки вдвигаются в цилиндры 10. После остановки рамы 1 включают цилиндры 10, и раме сообщают обратный ход, в процессе которого происходит натяжение всех нитей. При этом нити, натяжение которых превышает заданное, преодолевают тормозное усилие в катушках 4 и сматываются с них на необходимую длину.
После этого все нити пакета опрессовывают между профильными плашками зажимных головок 12, выключают цилиндры 8 и 10, а заготовленный пакет передвигают в положение, при котором кромка отрезной головки режущего устройства оказывается между головками 12, после чего пакет отрезают и снимают со стола механизма протягивания, а захватную головку подводят к оставшейся зажимной головке 12 и сообщают ей движение в направлении протягивания, повторяя затем операции цикла заготовки пакета.
10
Формула изобретения
Установка для заготовки арматурных пакетов, содержащая установленные на раме и выполненные с ленточными тормозами катушки с арматурной проволокой, механизмы протягивания и опрессовки, отличающаяся тем, что с целью повыщения равномерности натяжения проволок арматурного пакета и уменьщения износа тормозных лент, она снабжена силовыми цилиндрами, к щтокам которых прикреплены тяги, соединенные с ленточными тормозами катушек одинакового направления вращения, а рама установлена на роликовых опорах и снабжена приводом возвратно-поступательного перемещения.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство № 111281, кл. Е 04 G 21/12, 1957.
2.Золотарский А. Ф. и др. Железнодорожный путь на железобетонных шпалах, Транспорт, М., 1967, с. 252-253.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для заготовки арматурных пакетов железобетонных изделий | 1982 |
|
SU1078012A2 |
| Установка для изготовления арматурных пакетов | 1982 |
|
SU1040094A1 |
| Мезанизм натяжения укладки арматуры | 1976 |
|
SU585264A1 |
| Канатовьющая машина | 1979 |
|
SU846622A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2235818C1 |
| Устройство для образования запаса пряжи при перемотке | 1930 |
|
SU40893A1 |
| Устройство для намотки катушек статоров электрических машин | 1979 |
|
SU1079186A3 |
| Станок для изготовления изделий методом намотки | 1976 |
|
SU645844A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО РЕЗИСТИВНОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2337507C1 |
| УСТРОЙСТВО ТОРМОЖЕНИЯ НИТИ НА ВЫХОДНОЙ СТОРОНЕ СРЕДСТВА ПОДАЧИ НИТИ | 1991 |
|
RU2091521C1 |
. л.-.у . . ...... ..„. J ... . . .. . -. .. ,: ЖШг1а : : : ааю Ж .-.: . . л. f -f-b ,ТХЦФиг.З
