Изобретение относится к металлообработке, а более конкретно к снятию заусенцев и получению фасок на кромках торцовых поверхностей кольцевой формы.
Известен способ обработки фасок на торцах труб зенкерами, при котором один из зенкеров обрабатывает наружную грань торца, а другой внутреннююГ1Л.
Для этого способа обработки зенкерами, тем более двумя одновременно, характерна низкая производительность, так как прй вьюоких скоростях в| ащения инструмента относительно кромок торца Детали неизбежны дробление от вибраций, поломка инструмрнта, а следовательно, низкое качество обработки.
Целью изобретения является повышение производительности и качества при обработке торцовых поверхностях тонкостенных и оболочковых деталей формы тела вращения.
Поставленная цель достигается тем, что согласно способу обработку кромок торцовых поверхностей кольцевой формы, при которой инструментом снимают заусенцы и получают фаски, ведут инструментом, выполненным в виде вращающегося ролика с режущей и деформирующей частью, ось которого перпендикулярна оси детали
и которым одновременно производят снятие заусенцев режущей частью и притупление кромок его деформирующей частью.
Обработка фасок по предлагаемому способу осуществляется пластической деформацией с одновременным съемом заусенцев круговой режущей частью того же инструмента, позволяет вести обработк на более высоких
д режимах.
На чертеже изображена схема обработки поданному способу.
Снятие заусенцев производится режущей кромкой 1 вращающегося ролиJ, ка, а притупление обеих кромок про- изводится его деформирующей частью 2.
Предложенный способ одновременной обработки двух граней торцовых поверхностей кольцевой формы роликовым инструментом с деформирующей и режущей рабочей частью позволяет вести обработку на более высоких режимах в сравнении с известным, максимально упрощает конструкцию устройства, что, в свою очередь, снижает затраты на
5 подготовку. Исключение операции снятия фасок режущим инструментом с тонкостенных деталей,, где чаще всего наблюдаемся эллипсность.г повышает точность обработку, так как V-об0 разная проточка ролика обеспечивает самоустановку кромки детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки концов тонкостенных труб | 1990 |
|
SU1773565A1 |
| Способ притупления острых кромокКулиКОВА H.A. | 1978 |
|
SU831556A1 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И ФАСОК НА ТОРЦАХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС БОЛЬШИХ ТИПОРАЗМЕРОВ НА УНИВЕРСАЛЬНЫХ ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ | 2009 |
|
RU2410209C1 |
| Инструмент для обработки концов труб | 1979 |
|
SU1136896A1 |
| Способ обработки зубьев зубчатых колес со снятием фасок на их торцах | 2022 |
|
RU2785351C1 |
| Способ обработки кромок пластин шлифовальным кругом с профильной заточкой | 1987 |
|
SU1542785A1 |
| Устройство для обработки фасок и снятия заусенцев с торцов зубьев зубчатых колес | 1981 |
|
SU1000187A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ФАСОК И КРОМОК ОТВЕРСТИЙ | 1991 |
|
RU2045385C1 |
| УСТРОЙСТВО ДЛЯ ПРИТУПЛЕНИЯ ОСТРЫХ КРОМОК И/ИЛИ СНЯТИЯ ЗАУСЕНЕЦ ВО ВНУТРЕННИХ ОТВЕРСТИЯХ | 2022 |
|
RU2798509C1 |
| Инструмент для снятия фасок и заусенцев на торцовых поверхностях зубьев цилиндрических зубчатых колес | 1989 |
|
SU1646724A1 |
СПОСОБ ОБРАБОТКИ КРОМОК ТОРЦОВЫХ ПОВЕРХНОСТЕЙ КОЛЬЦЕВОЙ v/ .f ФОРМЫ, при котором инструментом снимают заусенцы и получают фаски, отличающийся тем, что, с целью повышения производительности, обработку ведут инструментом, выполненным в виде вращающегося ролкка с режущей и деформирующей частью, ось которого перпендикулярна оси детали и которым одновременно производят снятие заусенцев режущей частью и притупление кромок его деформирующей частью. (Л го со 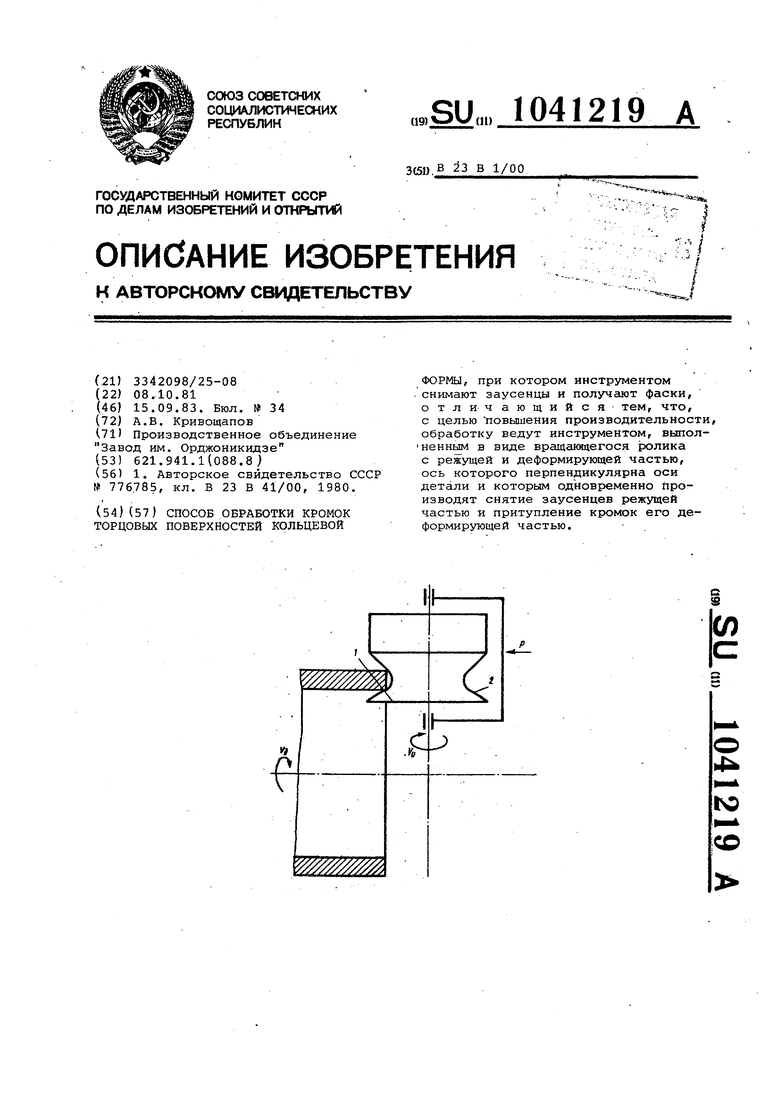
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для вычерчивания участков параболы | 1923 |
|
SU776A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
