Изобретение относится к обработке металлов резанием и может быть использовано для снятия заусениц и фасок с нербработанных концов труб. .
Известен зенкер для снятия заусёниц и фасок с концов труб, у которого режущие V-образной формы образованы пересечением кольцевого паза и наклонных стружечных канавок, а внутренняя, до глубины кольцевого паза, область режущих кромок служит одновременно для центровки трубы у.
Однако при наличии заусенца на внутреннем диаметре трубы при обработке образуется несимметричная фаска, так как режущие кромки на центрирующей конической части зенкера режут заусенец и стенку трубы, т.е. не производится полного центрирования трубы Кроме того, наличие стружечных канавок, проходящих через центрцрун)111ую часть зенкера, не позволяет по условиям прочности сформировать режущие зубья зенкера для обработки труб малых диаметров..
Целью изобретения является повыше- ние качества обработки путем снятия равномерных фасок на трубах малых диаметров.
Указанная цель достигается тем, что у инструмента для обработки кондов труб, содержащего режущие кромки, расположенные в кольцевом пазу, и направляющую для центрирования инструмента, в корпусе инструмента выполнены попарно Г-образные пазы, в которых установлены ножи с V-образной режущей кромкой, образующие режущие зубья для снятия наружной и внутренней фасок, а направляющая выполнена составной, образована задними поверхностями каждого режущего зуба, причем задние поверхности выступают в радиальном направлении над режущими кромками.
На фиг. 1 изображен инструмент для обработки концом труб; на фиг.2.вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - съемный нож инструмента.
Инструмент для обработки концов труд содержит четыре съемных ножа 1, установленных в пазах корпуса 2. На корпусе 2 винтом 3 закреплено кольцо 4, в котором установлены винты 5 для закрепления ножей 1. Направляющая для центрирования 6 образована четырьмя задними поверхностями 7, выступающими под режущими кромками 8 предназначенными для снятия фасок и заусенцев -с внутреннего диаметра фрезы. I
Инструмент работает следующим образом.
Труба 9 подается к центру вращающегося инструмента и направляющая 6 заходит во внутренний диаметр трубы. Задние поверхности 7 снимают имеющиеся заусенцы и затягивают их под режущие кромки 8, обеспечивая соосную Установку инструмента и трубы. При дальнейшей подаче трубы ее торец соприкасаясь с нижней частью режущих кромок 8, выступающих за пределы направлякяцей 6, обрабатывается режущими кромками, снимая равномерную внутреннюю, фаски и торец трубы.
Установка ножей вплотную друг к другу в центре инструмента позволяет образовать режущие зубья для обработки концов труб малых диаметров.
Изобретение позволяет обрабатьшат трубы малых диаметров и повышает качество обработки за счет удаления заусениц при центрировании трубы, при одновременном снятии равномерных внутренней и наружной фасок и зачистке торца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к сверлильному станку для зенковки отверстий с обратной стороны | 1982 |
|
SU1139574A1 |
| Устройство для сверления и снятия фасок | 1981 |
|
SU994154A1 |
| Регулируемый зенкер | 1978 |
|
SU818769A1 |
| СПОСОБ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ ИЗ ЦИРКОНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ И ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1998 |
|
RU2138370C1 |
| Устройство для обработки концов тонкостенных труб | 1990 |
|
SU1773565A1 |
| Способ обработки кромок торцевых поверхностей кольцевой формы | 1981 |
|
SU1041219A1 |
| Инструмент для зачистки заусенцев и снятия фасок | 1985 |
|
SU1303287A1 |
| Устройство к сверлильному станку для зенкерования отверстий с обратной стороны | 2002 |
|
RU2225283C1 |
| РОТАЦИОННАЯ БОРФРЕЗА, СОДЕРЖАЩАЯ ТВЕРДЫЙ СПЛАВ | 2008 |
|
RU2470742C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ СНЯТИЯ ФАСОК И ЗАУСЕНЦЕВ НА КРОМКАХ ОТВЕРСТИЙ | 1999 |
|
RU2163859C2 |

ИНСТР5ад:НТ ДЛЯ ОБРАБОТКИ КОНЦОВ ТРУБ, содержащий режущие кромки, расположенные в кольцевом пазу, и направляющую для центрирования инструмента, отличающийся тем, что, с целью повышения качества обработки путем обеспечения снятия равномерных фасок на трубах малых диаметров, в корпусе инструмез та выполнены попарно Г-образные пазы, в которых установлены ножи с V-образной режущей кромкой, образующие режущие зубья, а направляющая выполнена составной и образована задними поверхностями каждого зуба, причем задние поверхности выступают в радиальном направлении над режу1цими кромками. (Л : о: 00 со Ot) 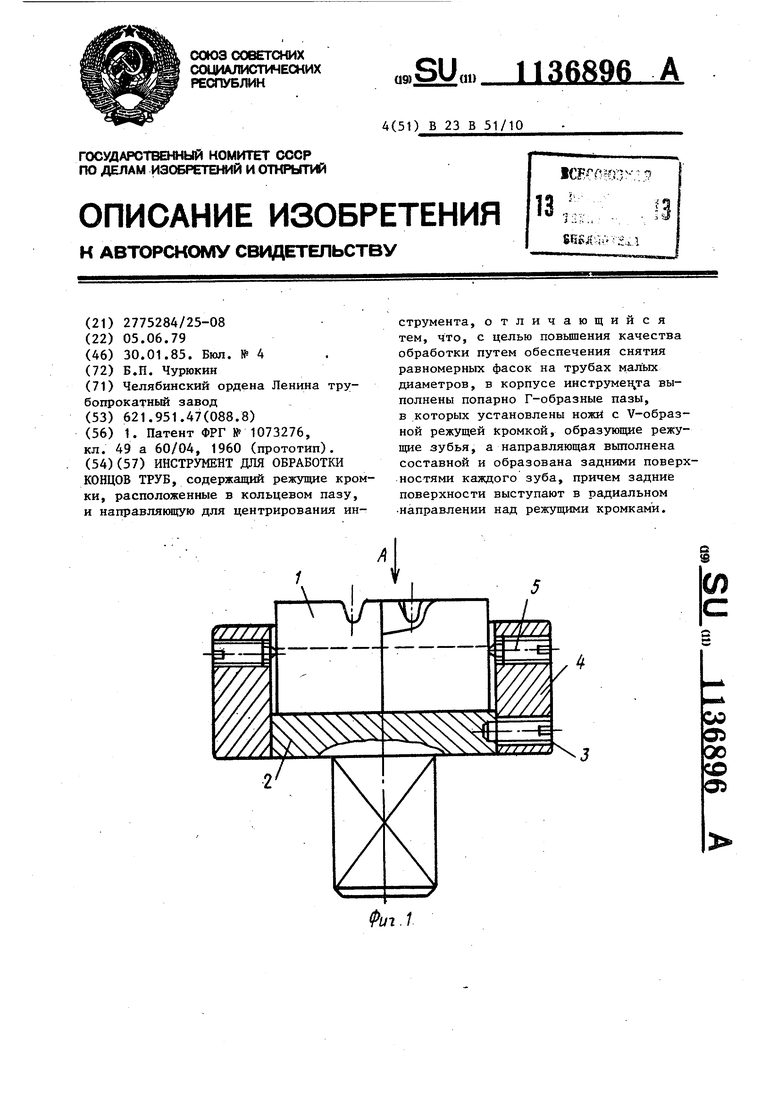
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Герметизирующая композиция для пропитки радиотехнических изделий | 1982 |
|
SU1073276A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
