Изобретениеотносится к-сварке, а именно к устройствам для сварки, трением. .
Известно устройство для сва.рки
трением, содержащее привод вращения связанный со шпинделем,несущим за)KHrviHoe устройство для свариваемой детали, центробежный привод осевого давления, зажимное устройстзо для н-евращаемой свариваемой детали и фрикционный тормоз.
Центробежный привод осевого давления выполнен в виде двуплечих рычагов , опоры которых располол ены -на ыпинделе, на одном конце каждого ры агаустановлен груз, а другой конец опирается на упорный подшипник, установленный на внутренней поверхмости торцовой стенки корпуса удтройсТВ а I 11 .
Недостатком известного устройства 51йляется низкая производительность.. Кроме того, наличие в нем упорных подшипников, нагруженных осевым сварочным давлением, с,Тдественно усложняет конструкцию машины.
Целью изобретения является повышение производительности с одновреЕ-денньм упрощением ее конструкции.
Для достихсения поставленной цели устройство для сварки трением, соддержащее. привод вращения, связанный со шпинделем, несущим зажимное устройство для свариваемой детали, цен1робе;:сный привод осевого давления залатмиое устройство .,для невращаемой детали vi фрикционный тормоз, снабжено установленной на валу привода зра.вдения обоймой с радиальны ми отверстиями- конической зубчатой передачек, ПОкрайней мере одним дополнительньил шпинделем с зажим-ньи устройством.и соотзетствующим количеством зажимных устройств для невращагогяихся деталей, при этом шпиндели выполнены полыми и установлены в отверстиях обоймы с возмол ностыо ,анкя, привод осевого давления вы полней в виде центробежных масс, коструктизно объединенных с корпусами зажимных устройств и установленных внутри шпинделей с возможностью осевого перемещения, зажимные устроства для невращаемых свариваемьгх деталей закреплены в отверстиях обойri-ffij, а фрикционный тормоз установлен соосно с приводом вращения шпинделе и связан со шпинделями посредством конической зубчатой пердачи.
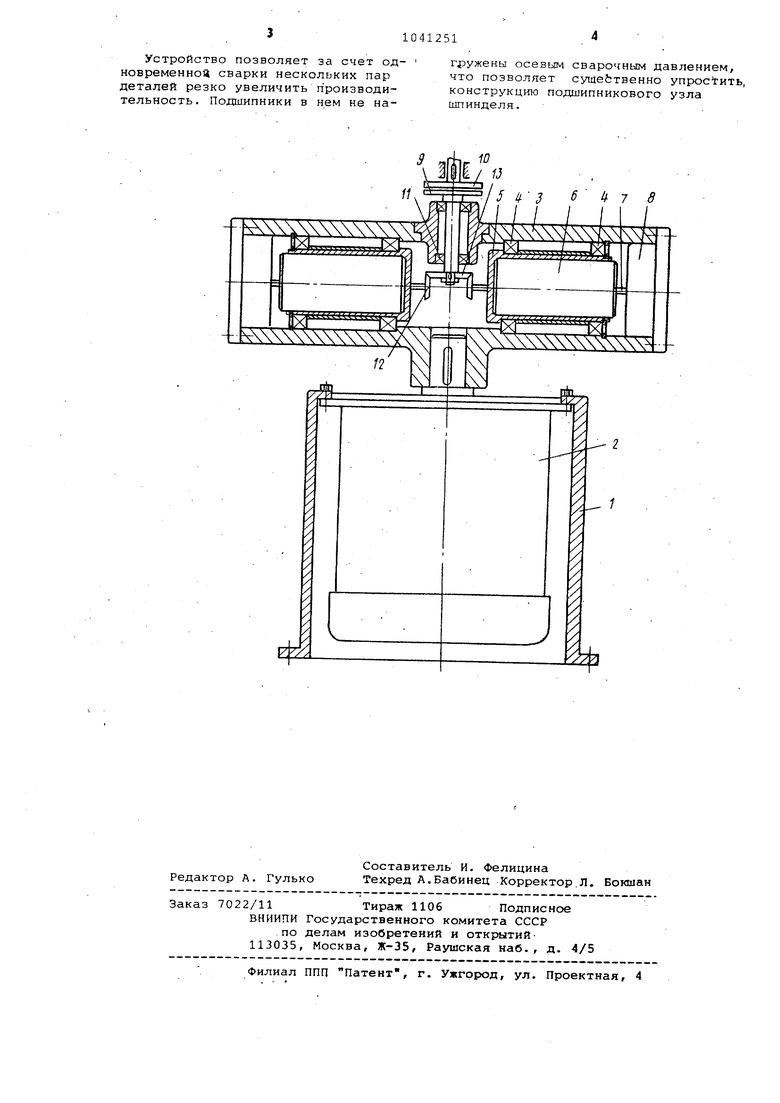
На чертеже показана конструктивная схема устройства для сварки трекием четырех пар деталей одновременно.
Устройство состоит из станины 1, ка кохорОй закреплен привод врахцения 2 асинхронный электродвигател с короткозамкнутым ротором На валу
электродвигателя установлена планшййбаЗ, в четырех радиальных отверстиях которой {на подшипниках 4) смонтированы четыре полых шпинделя/ 5, внутри которых с возможностью осевого перемещения установлены четыре центробежных массы 6, конструктивно объедийенные с корпусами зажимных устройств свариваемых детаЛей 7, в отверстиях закреплены четыре зажимных устройства 8 для неподвижных относительно планшайбы свариваемых деталей. Шпиндели 5 связаны с тормозным барабаном 9 фрикционного тормоза 10 (привод тормоза не показан) , который установлен на подшипниках 11 соосно с приводом , вращения .2 посредством конической зубчатой передачи (шестегэни 12 и 13У,
Устройство работает оледуюЦИМ образогл.
После установки деталей 7 в зажимных устройствах 8 и закрепления зажимного устройства 8 .в отверстиях планшайбы 3 включается привод вращения 2, Центробежные массы 6 .перемещаются 3 сторону от оси вращения, .создавая сварочное давление в стыке (усилие в сварочном стыке определяется, исходя из известной из теоретичеСкой мехаьики формулы Р - Кп (о R где гп - цеЕ-ггробежная масса ; W - угjiOBaH скорссть; R - расстояние от центра тя;кестя центробежной массы до оси вр.ащекмя1. После достижения номинальных оборотов вкJ ючaeтcя фрикционный тормоз 10, при этом шестерня 13 конической .передачи тормозится. Шестерки 12 начинают вращаться вместе со :ипннделями 5 и обкатываться вокруг иестерни 13. Угловая скорость шестерен 12 прямо пропорциональна угловоГ: скорости вращения планшайбы 3 и отношению диаметра шестерни 13 к диаемтру шестерни 12. Происходит разогрев стыка. После заданного времени разогрева (имеется реле времени, которое не показано) фрикционный тормоз 10 выключается, шестерня 13 конической передачи растормаживается и шестерни 12 вместе со шпинделями перестают вращаться, разогрев сварочного стыка прекращается. Создается проковочное давление (в случае, если необходимо проковочное давление увеличивать, то устгшавливается двухскоростной привод вращения и регулирование, давления овуществляется путем переключения скоростей}. После проковки привод вращения 2 тормозится противотоком..- Сварка закончена.
Подшипники 4 итинделей 5 нагружены только центробежной силой от масс шпинделей 5, которая значительно меньше осевого сварочного давления.
Устройство позволяет за счет одновременной сварки нескольких пар деталей резко увеличить производительность. Подшипники в нем не нагружены осевым сварочным давлением, что позволяет сущеЬтвенно упрюсгить, конструкцию подшипникового узла шпинделя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки трением | 1981 |
|
SU1006135A1 |
| Устройство для сварки трением | 1982 |
|
SU1094706A1 |
| Машина для сварки трением | 1980 |
|
SU870038A1 |
| Устройство для сварки трением | 1981 |
|
SU1016119A1 |
| Устройство для сварки трением | 1981 |
|
SU1006133A1 |
| Машина для сварки трением | 1987 |
|
SU1579688A1 |
| Машина для сварки трением | 1983 |
|
SU1098723A1 |
| Устройство для инерционной сварки трением | 1983 |
|
SU1146164A1 |
| Машина для сварки трением | 1981 |
|
SU1058745A1 |
| Машина для сварки трением | 1981 |
|
SU967734A1 |
УСТРОЙСТВО ДЛЯ СВАРКИ ТРЕНИЕМ, содержащее привод вращения, связанный со шпинделем, несущим зажимное устройство для свариваемой детали, центробежный привод осевого давления, зажимное устройство для невращемой свариваемой детали и фрикционный тормоз, отличающеес я тем, что, с целью повьлиения производительности, снабжено установленной на валу привода вращения обоймой с радиальными отверстиями, конической зубчатой передачей, по крайней мере одним дополнительным шпинделем с зажимным устройством и соответствующим количеством зажимных устройств,-. для невращающихся деталей, при этом шпиндели выполнены полыми и установлены в.отверстиях обоймы с -возможностью вращения, привод осевого давления выполнен в виде центробежных масс, конструктивно объединенных с корпусами зажимных устройстве и установленных внутри шпинделей с возможностью осевого перемещения, зажимные устройства для невращаемых свариваемых деталей закреплены в отверс тиях обоймы, а фрикционный тормоз установлен с приводом вращения шпинделей и связан со шпинделями посредством конической зубчатой передачи. С
J5 « J б 1 7 8
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| МАШИНА ДЛЯ СВАРКИ ТРЕНИЕМ | 0 |
|
SU354957A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
