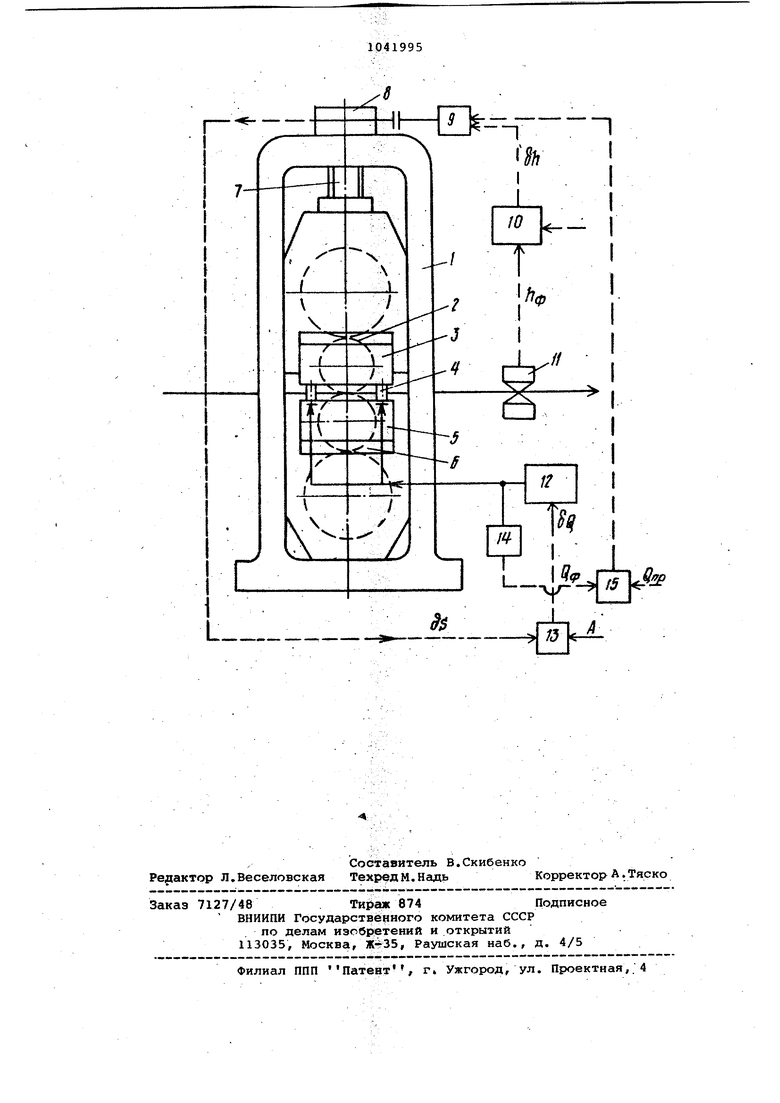
со ) сд Из Ьбретение относится к автомати ческому регулированию, а именно к прокатке листов и полос. По основному авт.св. 492858 из вестна система автоматического регулирования толщины и профиля полосы проката,содержащая последователь но соединенные толщиномер, .блок сра нения, привод нажимных винтов, а также последовательно соединенные функциональный преобразователь, гид ропривод. противоизгиба и гидроцилиндры противоизгиба валков, при этом вход функционального преобразователя подсоединен к выходу датчика переметения нажимных винтов L Однако при работе этой систеглл, имеющей практически неограниченный диапазон перемещения нажимных винтов в, процессе прокатки полосы, и .о раниченный диапазон изменения усиЛИЯ противоизгиба, при достижении предельного значения усилия против изгиба дальнейшее перемещение нажимных винтов приводит к искажению поперечного профиля полосы, а следовательно, и к снижению ее ка чества. Цель изобретения - повышение ка чества проката за счет предотвраще ния искажения поперечного профиля полосы. Указанная црль достигается тем, что система автоматического регулирования толщины и профиля полосы проката содержит датчик давления жидкости в гидроцилиндрах противоизгиба валков и блок сравнения при этом датчик давления жидкости в гидроцилиндрах противоизгиба вал .ков соединен с первым входом блока сравнения,выход которого соединен входом привода нажимных винтов, а второй вход - с каналом задания да ления жидкости в гидроцилиндрах про тивоизгиба валков. На чертеже представлена схема системы регулирования. Система содержит рабочую клеть с верхним рабочим валком 2 и подуш кой 3, гидроцилиндрами 4 противоизгиба рабочих валков, подушкой 5 и нижним рабочим валком 6, нажимными винтами 7 с датчиком 8 перемещения нажимных винтов и приводом 9, блок .сравнения, толщиномер 11, гидроприврд 12 противоизгиба валков, фун циональный преобразователь 1-3, датч 14 давления жидкости и блок 15 срав нения и формирования выходного сигнала. Система работает следующим обра™ зом. При прохождении полосы через клеть 1 и толщиномер 11 сигнал пропорциональный фактической толщине поступает в блок 10, где вычисляется сигнал cfS ошибки между заданной толщиной b.jjj, и фактической толщиной Ь S«A-4- а) Сигнал ошибки управляет приводом 9 нажимных винтов 7, которые изменяют межвалковый зазор в сто- рону уменьшения ошибки. Одновременно сигнал пропорциональный отклонению межвалкового зазора cfS поступает от датчика 8 в функциональный преобразователь 13, решающий уравнение сЛ9 еЛ5-М где «TG - изменение усилия протиg воизгиба; M|,Mg,Mpg .- жесткости клети, валковой системы от усилия противоизгиба и усилия прокатки соответственно, В функциональный преобразователь 13 вводится также информация о ширине полосы А, от которой зависят ве- личины жесткостей в уравнении (2). С выхода функционального преобразователя 13 сигнал, пропорциональный необходимому изменению усилия протизоизгиба сГЙ поступает в гид роциллндр 12 противоизгиба рабочих валков 2 и- б, который, изменяя давление жидкости в гидроцилиндрах,4, корректирует форму межвалкового зазора. Это дает возможность регулировать толщину полосы без искшкеник ее поперечного профиля и формы, регулировать толщину полосы с коррекцией формы межвалкового зазора противоизгибом валков до того момента, пока давление противоизгиба достигнет предельного значен я. При давлении жидкости в гидроцилиндрах 4 выше предельного значения И-пр блок 15 формирует выходной сигнал, который поступает на вход привода 9 нажимных винтов, запрещая дальнейшее перемещение нажимных винтов в прежнем направлении, чем предотвращается искажение поперечного профиля и формы полосы. Предлагаемая система регулирования позволяет не допускать искажения профиля и формы полосы при достижении усилием противоиэгиба своего .предельного значения.
L.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического регулирования толщины и профиля полосы проката | 1973 |
|
SU492858A1 |
| Система совместного регулирования толщины и профиля полосы при прокатке | 1990 |
|
SU1731320A1 |
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |
| Прокатная клеть | 1983 |
|
SU1077673A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Устройство стабилизации межвалкового зазора на непрерывном прокатном стане | 1985 |
|
SU1258539A2 |
| Система совместного регулирования толщины и профиля полосы в клети непрерывного прокатного стана | 1981 |
|
SU980891A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| Устройство регулирования межвалкового зазора прокатной клети | 1983 |
|
SU1082507A1 |
СИСТЕМА- АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ И ПРОФИЛЯ ПО-: ЛОСЫ ПРОКАТА по авт.св. 492858, отличающаяся тем, что, с целью повышения качества проката за счет предотвращения искажения поперечного профиля Ъолосы, она содержит датчик давления жидкости в гидроцилиндрах противоизгиба валков и блок сравнения, при этом датчик давления жидкости в гидроцилиндрах противоизгиба валков соединен с первым входом блока сравнения, выход которого соединен с входом привода нажимных винтов, а второй вход с каналом задания давления жидкости .в гидроцилиндрах противоизгиба вал:ков.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Система автоматического регулирования толщины и профиля полосы проката | 1973 |
|
SU492858A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
