Изобретение относится к сварке и может быть использовано в металлургии при производстве труб методом высокочастотной сварки. По основному авт. св. № 700305 известен способ автоматического регулирования процесса высокочастотной сварки, при котором измеряют усилие снятия грата, преобразуют его Б напряжение и последнее используют в качестве сигнала, характеризующего режим сварки, в зависимости от которого изменяют мощность источника питания нагревательного устройства 1. Недостатком известного технического решения является невысокая точность регулирования при воздействии на режим сварки возмущений, связанных с изменением скорости сварки. Действительно, как показали исследования, зависимость величины усилия снятия грата F от скорости сварки v обусловлена действием следующих основных факторов: а)изменения V вызывают изменения температуры очага сварки То, что в свою очередь приводит -к изменениям F; б)изменения V вызывают изменения времени остывания шва с гратом между очагом сварки и гратоснимателем, что в свою очередь, приводит к изменениям F; в)изменения V непосредственно приводят к изменению F. Фактор а) отображает сварки, факторы б) и в) вызывают изменения F, несвязанные с режимом сварки, т.е. являются побочными. При изменениях V, а следовательно, и Точ режим сварки воспроизводится величиной F с весьма невысокой точностью, зависящей от значения V, что ухудщает точность регулирования и качество сварки. Целью изобретения является улучщение качества сварки путем повыщения точности регулирования при воздействии на режим сварки возмущениями, связанными с изменением скорости сварки. Поставленная цель достигается тем, что согласно способу автоматического регулирования процесса высокочастотной сварки, дополнительно измеряют скорость сварки и величину усилия снятия грата, преобразованную в напряжение, корректируют в зависимости от величинны сигнала, характеризующего скорость сварки. На фиг. 1 показана зависимость величины усилия снятия грата F от скорости сварки V, где кривая А отображает действие фактора а), кривые В и С - соответственно факторы б) ив); кривая D - фактическая величина усилия F; на фиг. 2 - схема устройства, реализующая способ ав30томатического регулирования процесса высокочастотной сварки. В устройство входят последовательно соединенные гратосниматель 1, измеритель 2 усилия снятия грата, корректирующий элемент 3, элемент 4 сравнения, усилительнопреобразовательный элемент 5, источник 6 нагрева, нагревательный элемент (индуктор или токоподводящие контакты) 7. С входом корректирующего элемента 3 соединен измеритель 8 скорости свариваемого изделия, а с входом элемента 4 сравнения - задатчик 9. Свариваемое изделие 10 (напри.мер труба) движется в сварочном узле 11, в направлении, показанном стрелкой. Способ автоматического регулирования процесса высо сочастотной сварки осуществляется следующим образом. Кромки свариваемого изделия 10 нагреваются до сварочной температуры нагревательным элементом 7 и свариваются путем осадки в сварочном узле 11, при этом образуется грат, который снимается гратоснимателем. Усилие снятия грата измеряется и преобразуется в напряжение измерителем 2. Скорость сварки измеряется и преобразуется в напряжение измерителем 8. Сигналы с выходов измерителей 2 и 8 подаются на входы корректирующего элемента 3, который для измеренного значения скорости сварки Vu3 выделяет ординату F кривой А (фиг. 1) из ординаты FUJ кривой D, измеренной измерителем 2. Величина Fp, характеризу бщая режим сварки, снимается с выхода корректирующего элемента 3 и подается на элемент 4 сравнения, где сравнивается с заданной задатчиком 9- величиной. Сигнал рассогласования, усиленный и преобразованный в усилительно-преобразовательном элементе 5, воздействует на величину мощности, отдаваемой источником нагрева (высокочастотным генератором) 6 нагревательном/ элементу 7. Благодаря введению коррекции сигнала управления по скорости предлагаемый способ позволяет осуществлять точное регулирование температурного режима сварки при любых возмущениях, включая возмущения по скорости сварки, что снижает количество брака труб, способствует экономии металла и повышению производительности агрегата. Система, реализующая предлагаемый способ, отличается высокой работоспособностью и надежностью благодаря тому, что для воспроизведения режима сварки используются физические величины (F и V), которые сравнительно просто могут быть измерены.
5
фиг. 2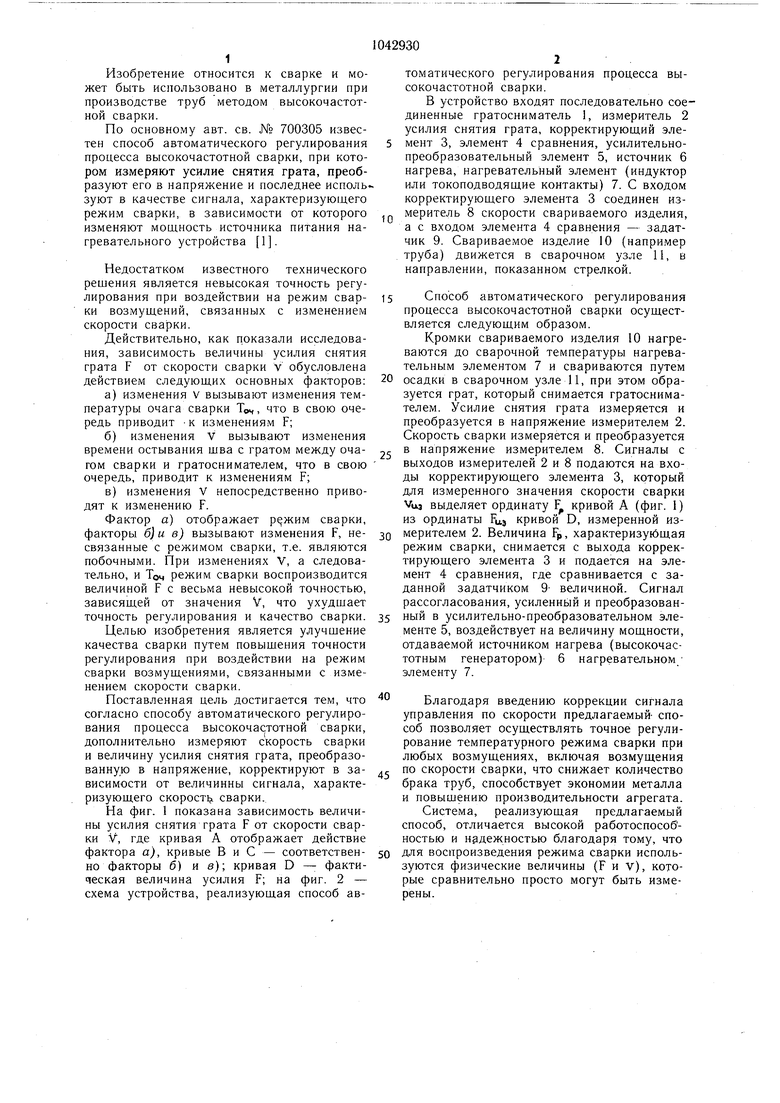
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спирально-шовных труб | 1985 |
|
SU1279698A1 |
| Гратосниматель машины для контактной стыковой сварки | 1989 |
|
SU1706802A1 |
| Способ автоматического управления режимом высокочастотной сварки | 1987 |
|
SU1473929A1 |
| Устройство для сварки пластмассовых труб | 1982 |
|
SU1039727A1 |
| Способ автоматического регулирования глубины проплавления при автоматической дуговой сварке | 1982 |
|
SU1013163A1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1743762A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1970 |
|
SU335889A1 |
| СПОСОБ СРЕЗАНИЯ ПРИБЫЛЬНОЙ ЧАСТИ СВАРНОГО ШВА | 2017 |
|
RU2664499C1 |
| Гидросистема механизма зажатия деталей контактной стыковой сварочной машины клещевого типа | 1982 |
|
SU1076233A2 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1980 |
|
SU925585A1 |

СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА ВЫСОКОЧАСТОТНОЙ СВАРКИ по авт. св. № 700305 отличающийся тем, что, с целью улучшения качества сварки путем повышения точности регулирования при воздействии на процесс сварки возмущениями, связанными с изменением скорости сварки, дополнительно измеряют скорость сварки и величину усилия снятия грата, преобразованную в напряжение, корректируют в зависимости от величины сигнала, характеризующего скорость сварки. (Л 4; to со со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1978 |
|
SU700305A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
