(О
1
Изобретение относится к производству труб и может быть использовано при изготовлении спирально-шовных труб со снятием грата.
Цель изобретения - улучшение качества изготавливаемых труб, а также повышение производительности процесса
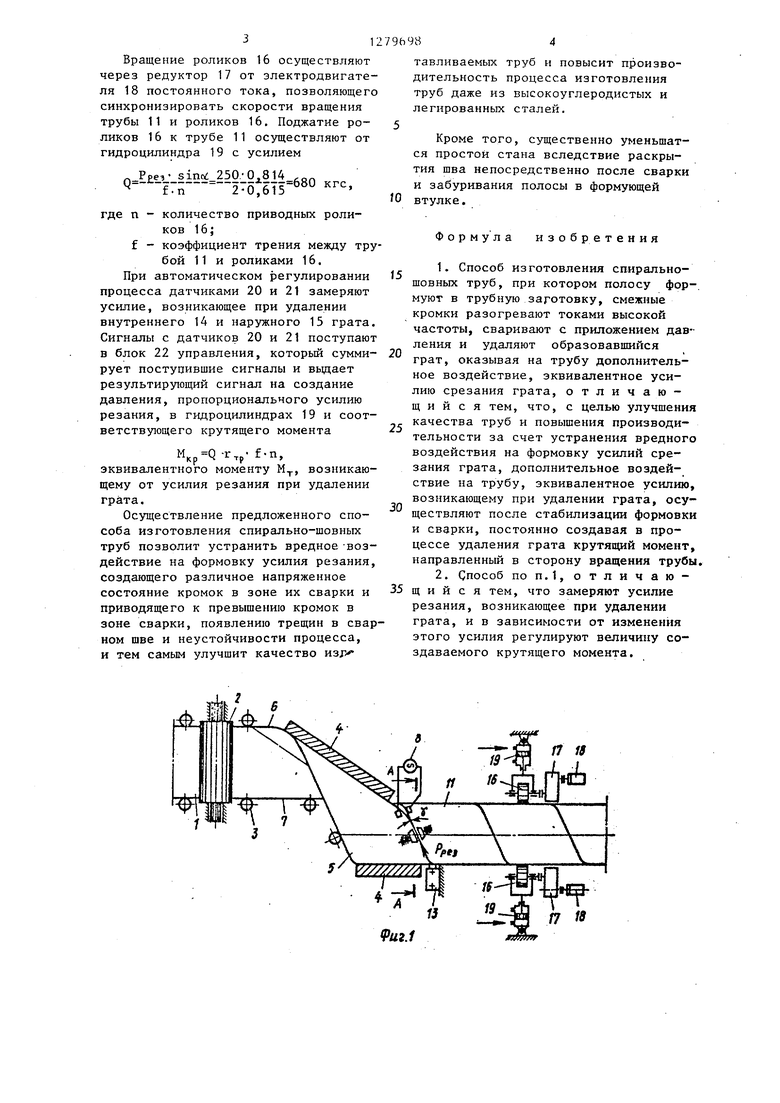
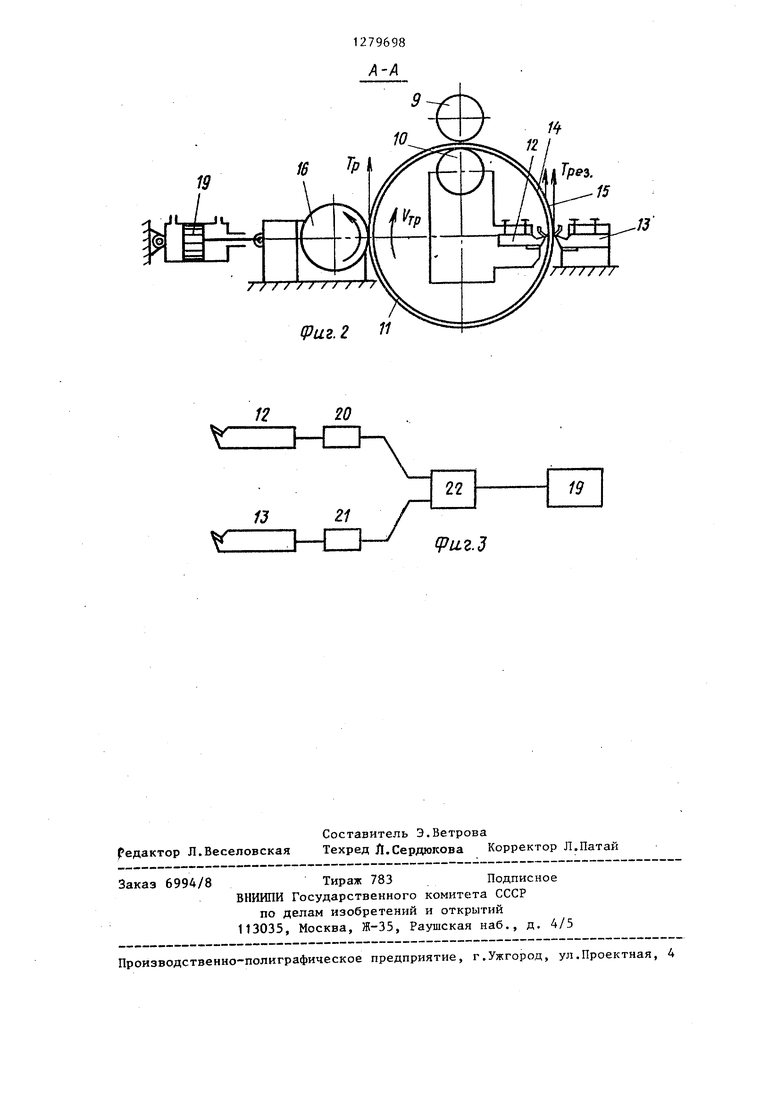
На фиг,1 изображена схема устройства для реализации предложенного способа; на фиг.2 - разрез А-А на . фиг.1; на фиг.3 - схема автоматичес кого управления процессом.
Во избежание поломки резцов при врезании их в вьщавленный грат настройку стана осуществляют без снятия грата, добиваясь оптимальных параметров формовки и сварки, обеспе- чивагащих получение труб высокого качества. Удаление грата начинают при установившемся процессе формовки 20 и сварки. Для устранения вредного воздействия на процесс формовки трубной заготовки усилия резания, возникающего при удалении грата, и сохранения оптимальных параметров формов-
12796
5
5
Настройку стана осуществляют таким образом, чтобы при изготовлении труб диаметром 273 мм из полосы шириной 500 мм и толщиной 4,0 мм угол схождеки согласно предложенному способу ,
одновременно с началом удаления грата ния кромокJ бьт равен , угол
к трубе прикладывают усилие, создаю-наклона сварочного шва 54 35 , велищее крутящий момент, направленньш вчина выдавливаемого наружного грата
сторону ее вращения и компенсирующий 302,5 мм, внутреннего - 2,0 мм , что
вредное воздействие на формовку усилия резания.
Крутящий момент может быть создан, например, одним или несколькими приобеспечивает получение труб высоко качества.
После стабилизации процесса при установившихся параметрах формовки
водными роликами с регулируемым уси- 35 и сварки гратоснимателями 12 и 13
Iначинают удаление образовавшегося при сварке внутреннего 14 и наружного 15 грата. Возникающее при уда лении грата усилие резания Рреэлием прижатия их к поверхности,трубы. Величину создаваемого крутящего момента определяют по формуле
М где Р
кр
Руез rTp-sinci Tp,,.r,p,
ре
(X. рез
усилие резания при удалении грата;
радиус изготавливаемой трубы;
угол формовки;
Г„„, - тангенциальная составляющая усилия резания. Во,избежание смятия поверхности грубы количество приводных роликов назначают исходя из ее жесткости. При одинаковой толщине стенки трубы с увеличением ее диаметра количество приводньк роликов увеличивают, а с уменьшением диаметра - уменьшают.
Iначинают удаление образовавшегося при сварке внутреннего 14 и наружного 15 грата. Возникающее при уда лении грата усилие резания Рреэ40 250 кгс приводит к появлению момен М,препятствующего вращению трубы 1 и вызывающего различное напряженно состояние кромок в зоне сварки. Ве личина этого момента при установив
45 шемся процессе удаления грата равн
Мт Рреэ ГТР sinot 250.13,650, кгс/см.
Для устранения вредного воздейс 50 ВИЯ на формовку усилия резания, во никающего при удалении грата, спос предусматривает одновременно с нач лом удаления грата, например, двум приводными рдликами 16 срегулируе- Необходимое усилие прижатия роли- 55 м-м усилием Qподжатия к трубе 11 соков к поверхности трубы равно давать крутящий момент М,р , напра
ленный в сторону вращения трубы и
n-2 iLisis:f Im.
f-n f-n
по величине равньш моменту М., возникающему при удалении грата 14 и 15
(О
20
796982
где f - коэффициент трения между поверхностью трубы и роликом; и - количество приводных роликов При автоматическом регулировании 5 процесса формовки в качестве измерителя усилия резания могут быть использованы тензометрические .датчики.
Способ изготовления спирально- шовных труб осуществляется следующим образом.
Исходную полосу 1 задающей машиной 2 через направляющие проводки 3 подают в формующую машину 4, где ее изгибают по спирали в трубную заготовку 5 5. Смежные кромки 6 и 7, сходящиеся .под углом у , высокочастотным (440 кГц) сварочным устройством 8 разогревают до температуры сварки и сваривают путем их осадки.
В зоне сварки кромки удерживаются роликами 9 и 10, размещенными снаружи и внутри трубы 11.
Настройку стана осуществляют таким образом, чтобы при изготовлении труб диаметром 273 мм из полосы шириной 500 мм и толщиной 4,0 мм угол схожде ,
ния кромокJ бьт равен , угол
обеспечивает получение труб высокого качества.
После стабилизации процесса при установившихся параметрах формовки
35 и сварки гратоснимателями 12 и 13
Iначинают удаление образовавшегося при сварке внутреннего 14 и наружного 15 грата. Возникающее при удалении грата усилие резания Рреэ40 250 кгс приводит к появлению момента М,препятствующего вращению трубы 11 и вызывающего различное напряженное состояние кромок в зоне сварки. Величина этого момента при установив45 шемся процессе удаления грата равна
Мт Рреэ ГТР sinot 250.13,650, кгс/см.
Для устранения вредного воздейст- 50 ВИЯ на формовку усилия резания, возникающего при удалении грата, способ предусматривает одновременно с началом удаления грата, например, двумя приводными рдликами 16 срегулируепо величине равньш моменту М., возникающему при удалении грата 14 и 15.
31279698
роликов 16 осуществляют
т ди тр л
через редуктор 17 от электродвигателя 18 постоянного тока, позволяющего синхронизировать скорости вращения трубы 11 и роликов 16, Поджатие роликов 16 к трубе 11 осуществляют от гидроцилиндра 19 с усилием
Рсеэ- sinoC 250/0,814 ,„„ Q..-.680 кгс.
где п - количество приводных роликов 16;
f - коэффициент трения между трубой 11 и роликами 16. При автоматическом регулировании процесса датчиками 20 и 21 замеряют усилие, возникающее при удалении внутреннего 14 и наружного 15 грата Сигналы с датчиков 20 и 21 поступают в блок 22 управления, который суммирует поступившие сигналы и вьщает результирующий сигнал на создание давления, пропорционального усилию резания, в гидроцилиндрах 19 и соответствующего крутящего момента
MKP Q-I-TP- f-n,
эквивалентного моменту М, возникающему от усилия резания при удалении грата.
Осуществление предложенного способа изготовления спирально-шовных труб позволит устранить вредное -воздействие на формовку усилия резания создающего различное напряженное состояние кромок в зоне их сварки и приводящего к превышению кромок в зоне сварки, появлению трещин в сварном шве и неустойчивости процесса, и тем самым улучшит качество из;
тавливаемых труб и повысит производительность процесса изготовления труб даже из высокоуглеродистых и легированных сталей.
Кроме того, существенно уменьшатся простои стана вследствие раскрытия шва непосредственно после сварки и забуривания полосы в формующей втулке.
Формула изобретения
s
0
5
1.Способ изготовления спирально- шовных труб, при котором полосу фор-. муют в трубную заготовку, смежные кромки разогревают токами высокой частоты, сваривают с приложением давления и удаляют образовавшийся грат, оказывая на трубу дополнительное воздействие, эквивалентное усилию срезания грата, отличающийся тем, что, с целью улучшения качества труб и повышения производительности за счет устранения вредного воздействия на формовку усилий срезания грата, дополнительное воздействие на трубу, эквивалентное усилию, возникающему при удалении грата, осуществляют после стабилизации формовки и сварки, постоянно создавая в процессе удаления грата крутящий момент, направленный в сторону вращения трубы.
2.Способ ПОП.1, отличаю- 5 щ и и с я тем, что замеряют усилие
резания, возникающее при удалении грата, и в зависимости от изменения этого усилия регулируют величину создаваемого крутящего момента.
0
/7 ff
ipui.l
/v
(Риг. г 1
/4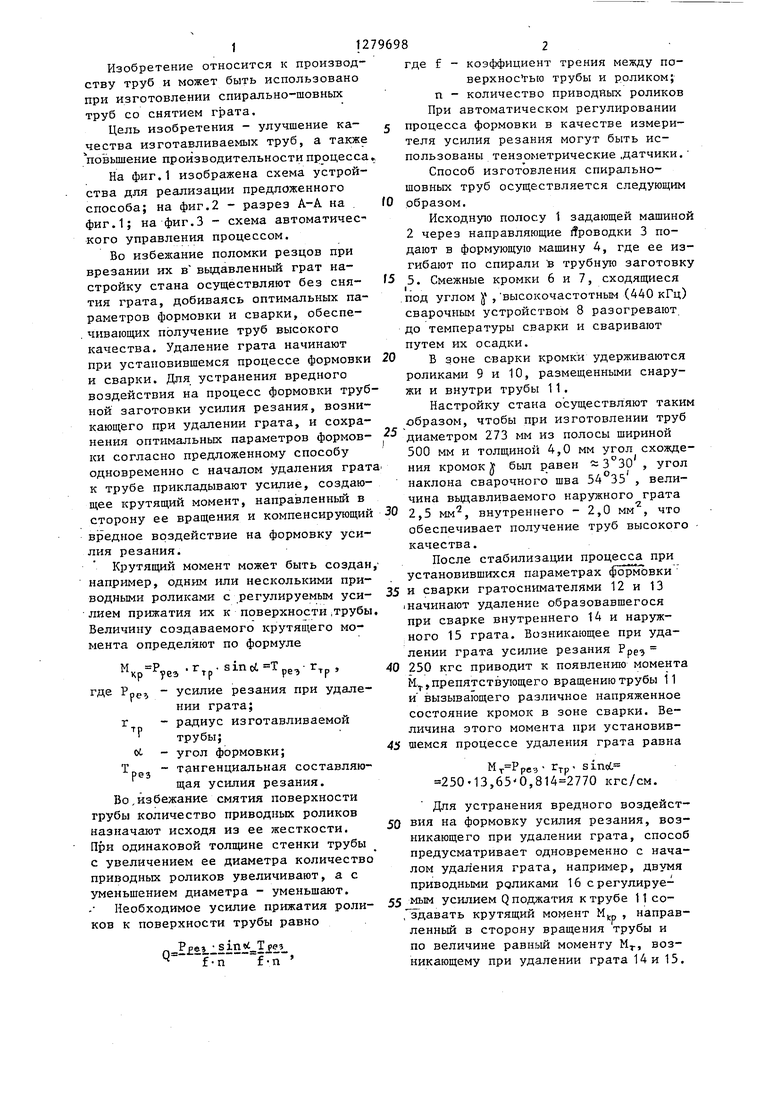
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спиральношовных труб | 1984 |
|
SU1192875A1 |
| Способ изготовления спиральношовных труб | 1984 |
|
SU1215786A1 |
| Способ изготовления спиральношовных труб | 1986 |
|
SU1388134A1 |
| Способ изготовления спирально-шовных труб и устройство для его осуществления | 1988 |
|
SU1574310A1 |
| Способ изготовления спиральношовных труб | 1984 |
|
SU1187902A1 |
| Механизированная линия для изготовления электросварных труб | 1979 |
|
SU1808436A1 |
| Устройство для сварки труб ТВЧ | 1989 |
|
SU1681998A1 |
| Шовообжимный ролик | 1986 |
|
SU1362524A2 |
| Способ изготовления спиральношовных труб большого диаметра | 1981 |
|
SU1069899A1 |
| Способ изготовления спирально-шовных труб и устройство для его осуществления | 1987 |
|
SU1426666A1 |
Изобретение относится к области производства труб и может быть использовано при изготовлении спирально-шовных труб со снятием грата. Целью изобретения является улучшение качества изготавливаемых труб и повышение производительности процесса за счет устранения вредного воздействия на формовку усилия срезания грата. Возникающее при удалении грата усилие резания приводит к появлению момента, препятствующего вращению трубы и вызывающее напряженное состояние в зоне сварки. Для устранения вредного воздействия на формовку усилия резания предусматривается одновременно с началом удаления грата создавать крутящий момент, направленный в сторону вращения трубы и по величине, равный моменту, возникающему при удалении грата. 1 з.п. ф-лы. Зил. G SS с:
12
fpuz.3
Составитель Э.Ветрова редактор Л.Веселовская Техред Л.Сердюкова Корректор Л.Патай
6994/8
Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Способ изготовления спиральношовных труб | 1984 |
|
SU1192875A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
