Изобретение относится к сварке пластмасс.
Известно устройство для стыковой сварки труб из термопластов, содержащее иагреватель, центрирующий, зажимной и разжимной механизмы (1.
Недбстаток данного устройства - отсутствие гратоснимателя.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для сварки пластмассовых труб, содержащее установленные на валу нагревательный элемент, разжимные элементы и гратосниматель, связанный с механизмом его осевого перемещения 2.
Однако известное устройство не универсально в определенном диапазоне изменения диаметра, т.е. для каждого диаметра труб требуется отдельное устройство для снятия грата.
Цель изобретения - расширение технологических возможностей устройства за счет обеспечения снятия грата при сварке труб различного диаметра.
Указанная цель достигается тем, что в устройстве для сварки пластмассовых труб содержащем установленные на валу нагревательный элемент, разжимные элементы и гратосниматель, связанный с механизмом его осевого перемещения, гратосниматель выполнен в виде тонкостенного цилиндра, образованного из листовой заготовки из упругого материала в виде прямоугольной трапеции, свернутой внахлестку, и снабженного установленным на валу диском с кольцевым пазом на цилиндрической поверхности, в котором установлены штыри, контактирующие-с внутренней поверхностью цилиндра, причем рабочая режущая кромка цилиндра образована наклонной боковой стороной трапеции.
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - развертка гратоснимателя, представляющая собой прямоугольную трапецию; на фиг, 4 - гратосниматель в изометрии.
Устройство для сварки пластмассовых труб содержит установленные на валу 1 разжимные элементы 2, нагревательный элемент 3 и гратосниматель 4 с приводом его осевого . перемещения, выполненный в виде тонкостенного цилиндра, образованного из листовой заготовки из упругого материала в виде прямоугольной трапеции, свернутой внахлестку, причем рабочая режущая кромка цилиндра образована наклонной боковой стороной трапеции. Внутри цилиндра на валу установлен диск 5 с кольцевым пазом на цилиндрической поверхности, в котором размещены штыри 6, свободно перемец ающиеся в радиальном и тангенциальном направлениях и контактирующие с внутренней поверхностью цилиндра. Диск 5 при помощи направляющих 7, проходящих в отверстиях барабана 8 с пневмокамерой 9, жестко соединен с подвижной диафрагмой 10, подпружиненной возвратными пружинами П.
5 Устройство работает следующим образом.
При помощи разжимных элементов 2 устройство центрируется внутри свариваемых труб. Нагревательным элементом 3 оплавляются торцы труб, происходит сварка, после которой на внутренней поверхности трубы появляется грат. В пневмокамеру 9 подается сжатый воздух, под воздействием которого .она начинает расширяться и передает давление на подвижную
5 диафрагму 10, жестко закрепленную при помощи направляющих 7 с диском 5, на котором укреплен гратосниматель 4 посредством штырей 6 (минимальное количество штырей, обеспечивающих надежность устройства - 3 шт.). Система начинает двигаться и режущая кромка гратоснимателя, представляющая виток спирали, срезает грат, причем гратосниматель за счет своих упругих-свойств плотно прилегает к поверхности свариваемой трубы, а размер нахлестки обеспечивает работу гратоснимателя в определенном диапазоне диаметра свариваемых труб. Грат срезан. Сжатый воздух стравливается из пневмокамеры 9. Возвратные пружины 11 возвращают гратосниматель в исходное положение. Разжимные
элементы сжимаются, устройство выкатывается из трубы.
Таким образом, за счет конструкции гратоснимателя устройство универсально в определенном диапазоне диаметра свариваемых труб, а энергетические затраты невелики. Кроме того, благодаря тому, что гратосниматель установлен непосредственно на сварочном устройстве, не тратится время на снятие грата отдельным устройством.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СНЯТИЯ ГРАТА С ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СВАРНЫХ ШВОВ ТРУБОПРОВОДОВ И ПОРШЕНЬ-ГРАТОСНИМАТЕЛЬ | 2005 |
|
RU2426611C2 |
| Способ изготовления спиральношовных труб | 1984 |
|
SU1192875A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1982 |
|
SU1042930A2 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ, ГОЛОВКА СВАРОЧНАЯ И МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ДЛЯ НЕЕ | 2007 |
|
RU2323073C1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Гратосниматель | 1989 |
|
SU1660920A1 |
| Способ изготовления труб из полимерной полосы и устройство для его осуществления | 1982 |
|
SU1177170A1 |
| Автомат для стыковой сварки давлением | 1988 |
|
SU1668074A1 |
| Гидросистема механизма зажатия деталей контактной стыковой сварочной машины клещевого типа | 1982 |
|
SU1076233A2 |
| Способ соединения пластмассовых рукавов и устройство для его осуществления | 1990 |
|
SU1782769A1 |

УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАСТМАССОВЫХ ТРУБ, содержащее установленные на валу нагревательный эле мент, разжимные элементы и гратчкннматель, связанный с механизмом его осевого перемещения, отличающееся тем, что, с целью расширения технологических возможностей устройства за счет обеспечения снятия грата при сварке труб различного диаметра, гратосниматель выполнен в виде тонкостенного цилиндра, образованного из листовой заготовки из упругого материала в виде прямоугольной трапеции, свернутой внахлестку, и снабженного установленным на валу диском с кольцевым пазом на цилиндрической поверхности, в котором установлены штыри, контактирующие с внутренней поверхностью цилиндра, причем рабочая режушая кромка цилиндра образована наклонной боковой стороной трапеции. f ff /ff / / / : /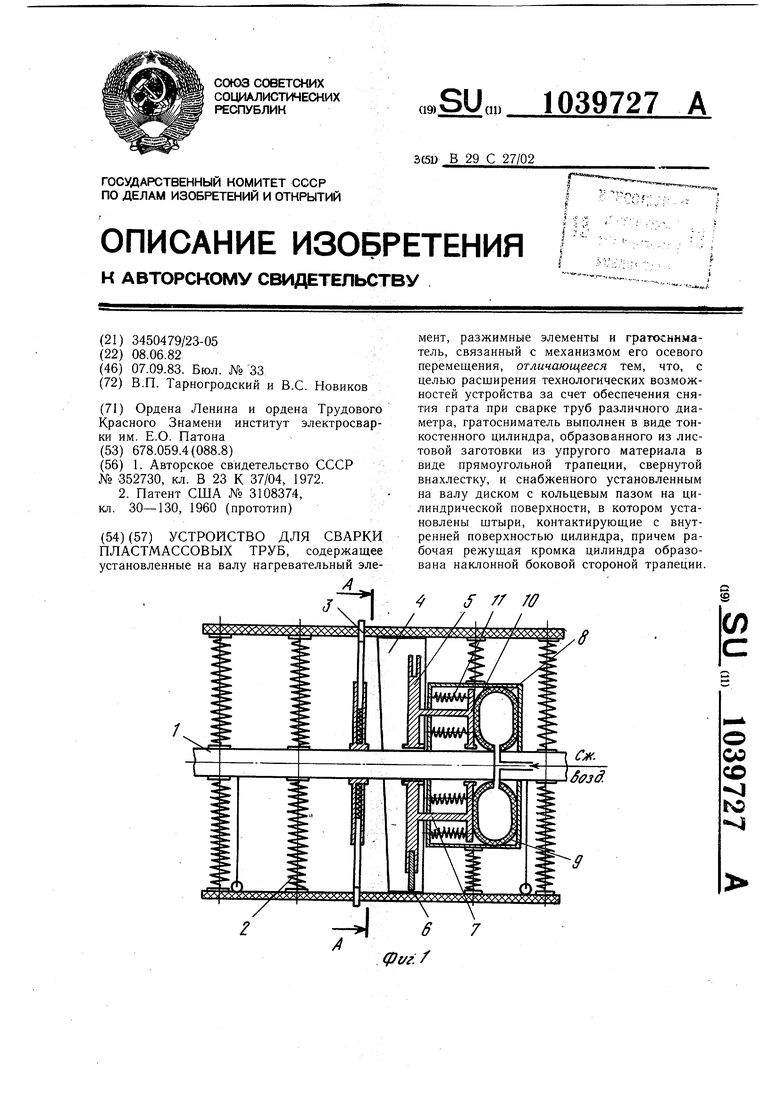
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ВНУТРЕННИЙ ЦЕНТРАТОРПАТЕИШ-Т?ХШН!'^1<Д1|БНБЛ^КО'^^К?^ Ji | 0 |
|
SU352730A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3108374, кл | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
