Изобретение относится к электрохимической обработке и может быть использовано при изготовлении печатных плат. Известно устройство для электрохимической обработки по трафарету, включающее токоподвод к обрабатываемой детали, систему подачи электролита, диэлектрическ11Й трафарет и перфорированный электрод, на нижнем торце которого размещена упругая, проницаемая для электролита прокладка 1. Однако;известное устройство не позволяет качественно обрабатывать печатные платы в случае наличия в них замкнутых участков, охваченных, в свою очередь, токопроводящими дорожками. Целью изобретения является повыщение качества обработки плат путем полного растворения токопроводящей пленки со всех требуемых по чертежу мест. Поставленная цель достигается тем, что в устройстве для электрохимической обработки по трафарету, включающем токоподвод к обрабатываемой детали, систему подачи электролита, диэлектрический трафарет и перфорированный катод, на торце которого последовательно установлены электролитопроводная упругая прокладка и ди электрический трафарет, токоподвод вьшолнен в виде электролитопроводной упругой прокладки с графитовым наполнителем, размещенной между трафаретом и первой электролитопроводной прокладкой. На фиг. 1 показано устройство для электрохимической обработки по трафарету, вид сбоку; на фиг. 2 - узел I на фиг. 1. Устройство имеет рукоятку 1, закрепленную на корпусе 2 с помощью резьбового соединения. В корпус 2 ввинчен катод 3, представляющий собой жесткий перфорированный токопровоДящий элемент. Корпус 2 соединен с отрицательным полюсом источника тока и изолирован от втулки 4, соединенной с положительным полюсом источника тока, с помощью диэлектрической втулки 5. Причем втулки 4 и 5 имеют возможность перемещения относительно друг друга в осевом направлении., Для предупреждения их взаимного поворота относительно друг друга служит щнонка 6. В межэлектродном зазоре между катодом 3 и обрабатываемой деталью помеще38на эЛектролитопроводная упругая проницаемая для электролита диэлектрическая прокладка 7 с графитовым накопителем, которая отделена от катода 3 упругой электролитопроводной прокладкой 8. Причем прокладка 7 опирается в рабочей зоне на трафарет 9, а в нерабочей - на токопередающее кольцо 10 и диэлектрическое кольцо 11, которое имеет каналы для выхода электролита. Предлагаемое устройство работает следующим образом. Рабочей стороной устройство прижимают к обрабатываемой поверхности заготовки печатной платы. При этом вследствие перемещения неподвижно закрепленных между собой деталей 1-6 относительно неподвижно закрепленных между собой деталей 4, 10 и 11, происходит сжатие упругих прокладок 7 и 8, что приводит к замыканию между собой графитовых частичек, находящихся в порах прокладки 7, а также к выходу этих графитовых частичек на обрабатываемую поверхность. При этом положительный потенциал с втулки 4 токопередающего кольца 10 передается через упругую электролитопроводную прокладку 7 с графитовым накопителем на обрабатываемую поверхность токопроводящей пленки заготовки печатной платы. Электролит поступает через полости и каналы рукоятки 1, корпуса 2 и катода 3 в упругие прокладки 7 и 8, далее электролит смачивает .подлежащие для электрохимической обработки награфитизированные поверхности токопроводящей пленки заготовки печатной платы. При этом вследствие наличия всех основных условий осуществления электрохимической обработки (катода, анода и электролита), а также наличия незначительной толщины графита, происходит непрерывное и полное электрохимическое растворенье неэкранированной диэлектрическим трафаретом 9 токоподводящей пленки вне зависимости от того, прекратился ли процесс электрохимического растворения на других участках или нет. Отработанный электролит через каналы в диэлектрическом кольце 11 идет на слив. Использование предложенного устройства позволит повысить качество обработки плат.
Фиг.2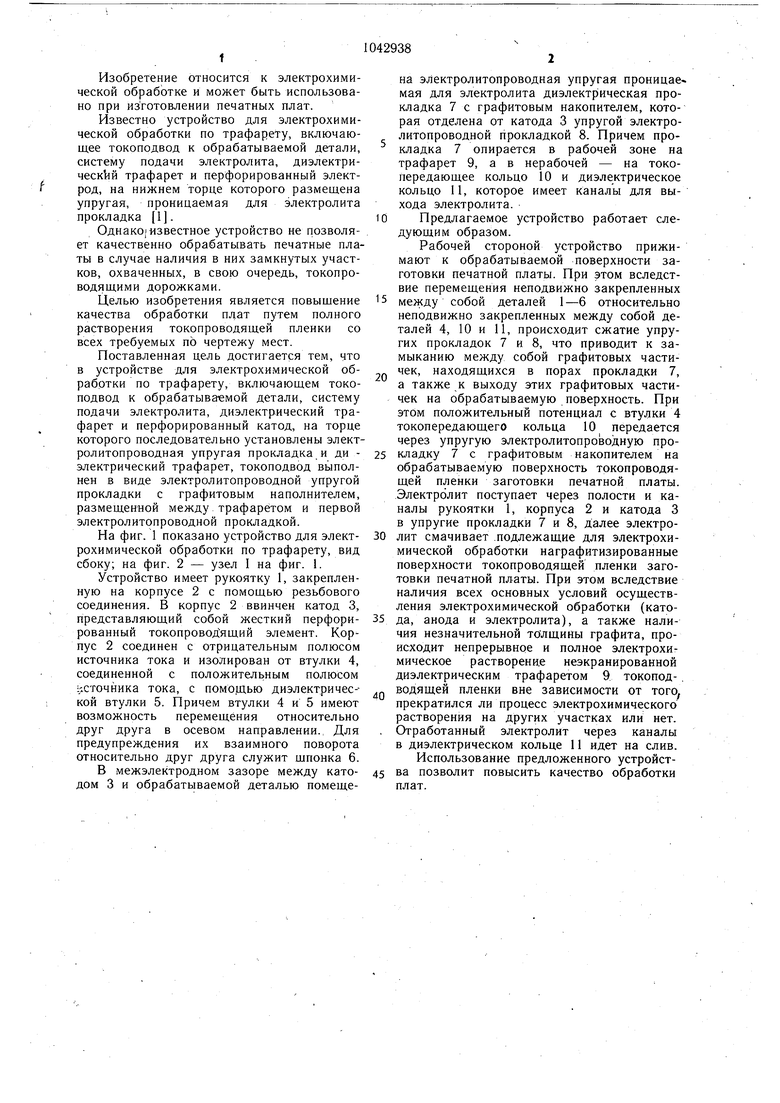
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ ИЗ ФОЛЬГИРОВАННЫХ ДИЭЛЕКТРИКОВ | 2012 |
|
RU2519266C2 |
| Устройство для электрохимической обработки | 1987 |
|
SU1511032A1 |
| Штемпель для электрохимического клеймения | 1981 |
|
SU992147A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 2007 |
|
RU2326514C1 |
| Устройство для электрохимического снятия заусенцев | 1976 |
|
SU595108A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ИНФОРМАЦИОННЫХ ИЗДЕЛИЙ | 2006 |
|
RU2314367C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ МАРКИРОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТВОЛА ОРУЖИЯ | 2012 |
|
RU2514763C2 |
| Устройство для электрохимической обработки | 1991 |
|
SU1808550A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2666658C1 |
| Шпиндельный узел станка для электрохимической обработки с комбинированной системой токоподводов | 2021 |
|
RU2773971C1 |
УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПО ТРАФАРЕТУ, включающее токоподвод к обрабатываемой детали, систему подачи электролита и перфорированный катод, на рабочем торце которого последовательно установлены электролитопроводная упругая прокладка и диэлектрический трафарет, отличающееся тем, что, с целью повышения качества обработки путем подвода тока со стороны обрабатываемой поверхности детали, токоподвод выполнен в виде дополнительной электролитопроводной упругой прокладки с графитовым наполнителем, размещенной между трафаретом и первой электролитопроводной прокладкой. (Л ю со со сх
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 7304220, кл | |||
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
