Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к электрохимическому маркированию.
Цель изобретения - повышение качества наносимой информации за счет обеспечения плотного прижатия трафарета к заготовке.
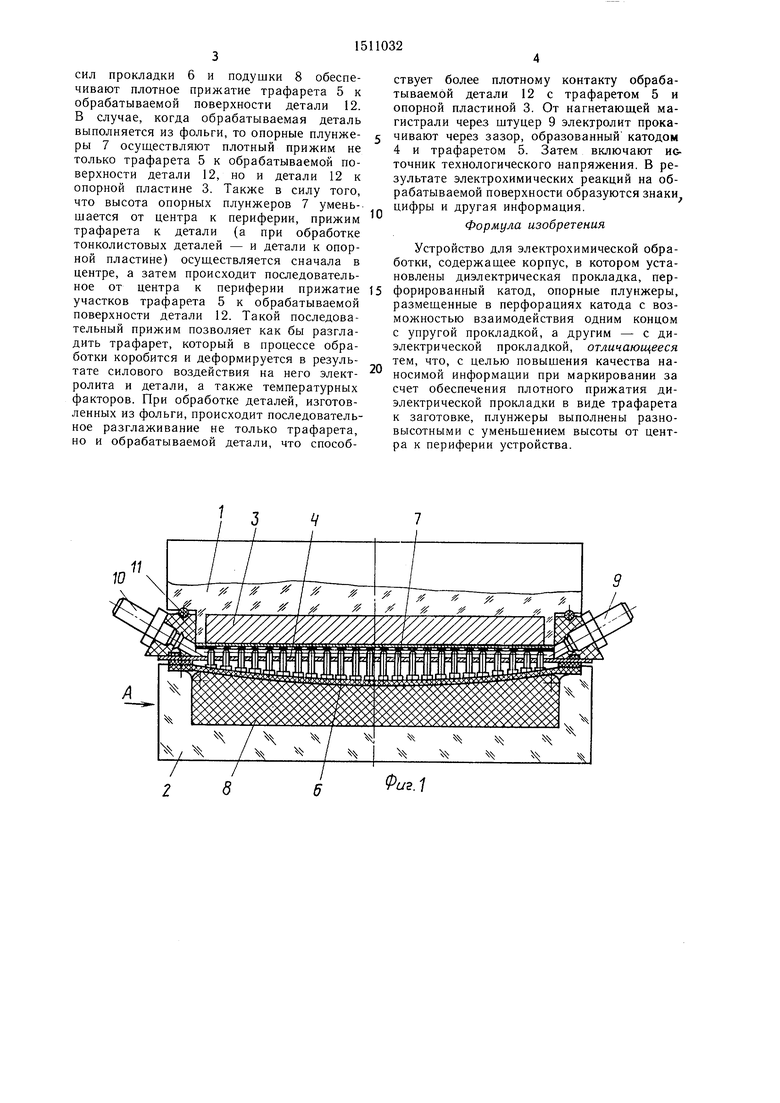
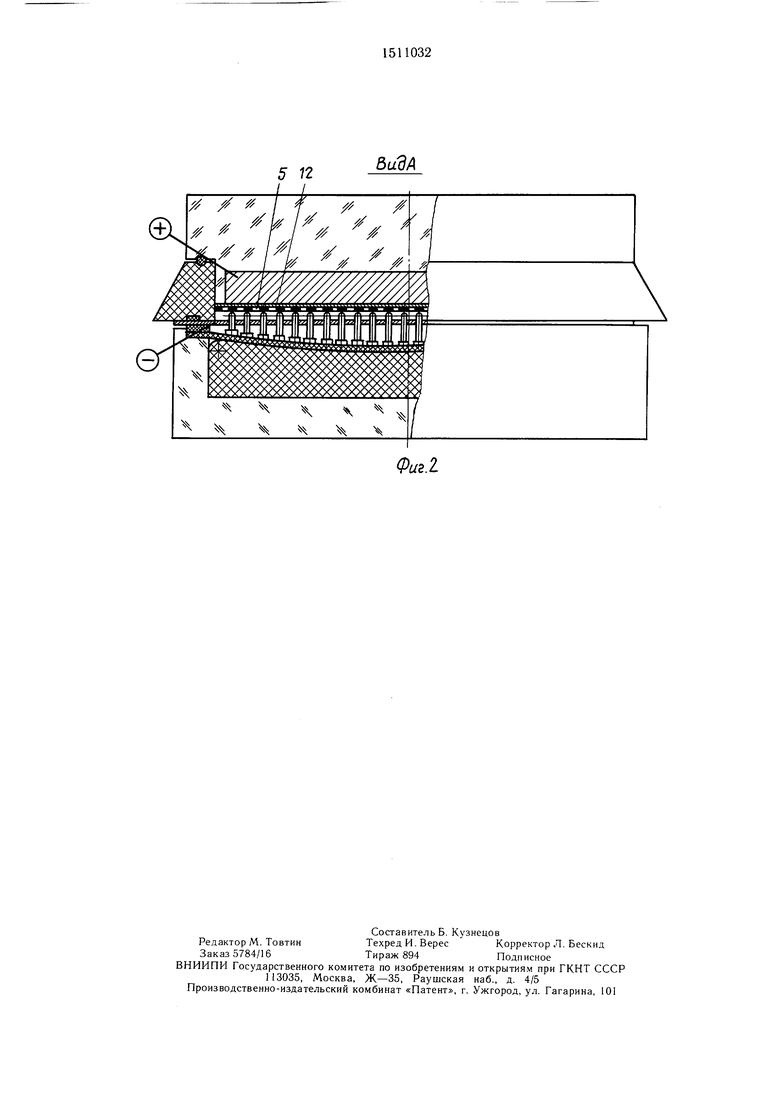
На фиг. 1 изображено устройство для электрохимического маркирования, продольный разрез; на фиг. 2 - вид А на фиг. 1.
Устройство содержит разъемный корпус, состоящий из верхней 1 и нижней 2 частей, опорной пластины-токоподвода 3, закрепленной в верхней 1 части корпуса, перфорированный катод 4, трафарет 5, эластичную прокладку 6, опорные плунжеры 7, установленные в перфорациях катода 4 с возможностью осевого перемещения и взаимодействующие одним концом с трафаретом 5, а другим - с эластичной прокладкой 6, упругую подушку 8, штуцеры 9 и 10 для прокачки электролита через зону обработки, уплотнение 11, предупреждающее вытекание электролита в зоне разъема верхней 1 и нижней 2 частей корпуса.
Обработка предлагаемым устройством осуществляется следующим образом.
После разъема верхней 1 и нижней 2 частей корпуса устройства обрабатываемую деталь 12 помещают на трафарет 5. Затем перемещают верхнюю часть корпуса с опорной пластиной-токоподводом 3, подсоединенной к положительному полюсу источника технологического напряжения, до упора, которым в данном устройстве являются поверхности разъема верхней 1 и нижней 2 частей корпуса. Перфорированный катод 4, подсоединенный к отрицательному полюсу источника технологического напряжения, образует с трафаретом 5 зазор, необходимый для обеспечения стабильного гидродинамического режима протекания электролита в зоне обработки. При прижатии верхней 1 части корпуса к его нижней 2 части опорные плунжеры 7 за счет упругих
СП
со ю
сил прокладки 6 и подушки 8 обеспечивают плотное прижатие трафарета 5 к обрабатываемой поверхности детали 12. В случае, когда обрабатываемая деталь выполняется из фольги, то опорные плунжеры 7 осуществляют плотный прижим не только трафарета 5 к обрабатываемой поверхности детали 12, но и детали 12 к опорной пластине 3. Также в силу того, что высота опорных плунжеров 7 умень-. шается от центра к периферии, прижим трафарета к детали (а при обработке тонколистовых деталей - и детали к опорной пластине) осуществляется сначала в центре, а затем происходит последовательное от центра к периферии прижатие участков трафарета 5 к обрабатываемой поверхности детали 12. Такой последовательный прижим позволяет как бы разгладить трафарет, который в процессе обработки коробится и деформируется в результате силового воздействия на него электролита и детали, а также температурных факторов. При обработке деталей, изготовленных из фольги, происходит последовательное разглаживание не только трафарета, но и обрабатываемой детали, что способствует более плотному контакту обрабатываемой детали 12 с трафаретом 5 и опорной пластиной 3. От нагнетающей магистрали через штуцер 9 электролит прока- чивают через зазор, образованный катодом 4 и трафаретом 5. Затем включают источник технологического напряжения. В результате электрохимических реакций на обрабатываемой поверхности образуются знаки цифры и другая информация.
Формула изобретения
Устройство для электрохимической обработки, содержащее корпус, в котором установлены диэлектрическая прокладка, пер- форированный катод, опорные плунжеры, размещенные в перфорациях катода с возможностью взаимодействия одним концом с упругой прокладкой, а другим - с диэлектрической прокладкой, отличающееся тем, что, с целью повышения качества наносимой информации при маркировании за счет обеспечения плотного прижатия диэлектрической прокладки в виде трафарета к заготовке, плунжеры выполнены разно- высотными с уменьшением высоты от центра к периферии устройства.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2230636C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ | 1999 |
|
RU2153961C1 |
| Устройство для электрохимического маркирования | 1981 |
|
SU1041255A1 |
| Устройство для электрохимического маркирования | 1989 |
|
SU1690981A1 |
| Устройство для электрохимического маркирования цилиндрических изделий | 1979 |
|
SU867586A1 |
| Способ электрохимического маркирования | 1980 |
|
SU891303A1 |
| Устройство для электрохимического маркирования | 1985 |
|
SU1351733A1 |
| Электрод-инструмент для электрохимического маркирования | 1971 |
|
SU437597A1 |
| Способ размерной электрохимической обработки | 1987 |
|
SU1484503A1 |
| Устройство для электрохимического прошивания | 1988 |
|
SU1620229A2 |
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к нанесению информации на детали. Цель изобретения - повышение качества наносимой информации за счет плотного прилегания трафарета к обрабатываемой поверхности. Устройство содержит разъемный корпус, в котором установлены трафарет и катод, в перфорациях которого с возможностью осевого перемещения установлены опорные плунжеры, взаимодействующие одним концом с эластичной прокладкой, а другим с трафаретом. При этом высота опорных плунжеров уменьшается от центра к периферии, что позволяет при прижатии трафарета к детали как бы разглаживать его от центра к периферии. 2 ил.
ю
5 12
SudA
Фаг.2.
| Электрод-инструмент для электрохимикомеханического полирования | 1985 |
|
SU1247203A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
