Изобретение относится к электрохимиг ческой обработке металлов и, в частности, касается изготовления деталей из титановых сплавов, например компрессорных лопаток газотурбинных двигателей. Известен способ импульсно-циклической электрохимической обработки, включающий измерение производной импульса рабочего тока по времени и установление длительности рабочего цикла в зависимости от знака указанной производной 1. Недостатком известного- способа является то,что длительность импульса тока будет недостаточной для электрохимической обработки пассивирующихся, например, титановых сплавов. Осуществление дискретного регулирования рабочего зазора при электрохимической обработке титановых сплавов осложниется склонностью этих сплавов к поверхностной пассивации. При включении рабочего тока переход обрабатываемой поверхности из пассивного состояния в активное происходит не сразу по всей поверхности, а только в отдельных ее точках с образованием питтингов. Рост числа питтингов вызывает увеличение величины анодного тока, однако максимальные размеры анодной поверхности остаются неизменными до тех пор, пока питтинги не сольются, т. е. не произойдет полная распассивация анодной поверхности.
Процесс распассивации анодной поверхности не протекает мгновенно (длительность его может достигать 25-30 с), поэтому, если с подачей напряжения на электроды включается подача электрода-инструмента, величина межэлектродного зазора уменьщается. Это отрицательно сказывается на точности формообразования, поскольку нарущается постоянство рабочих зазоров дискретного и непрерывного регулирования и, кроме того, увеличивает вероятность коротких замыканий между электродами.
Целью изобретения является повыщение точности обработки и уменьщение вероятности коротких замыканий между электродами.
Поставленная цель достигается тем, что согласно способу импульсно-циклической электрохимической обработки, включающему измерение производной рабочего тока по времени, во время дискретного регулирования рабочего зазора при неподвижных электродах, разведенных на заданный зазор, измеряют производную рабочего тока по времени и в момент, когда производная меняет знак, включают подачу электрода-инструмента.
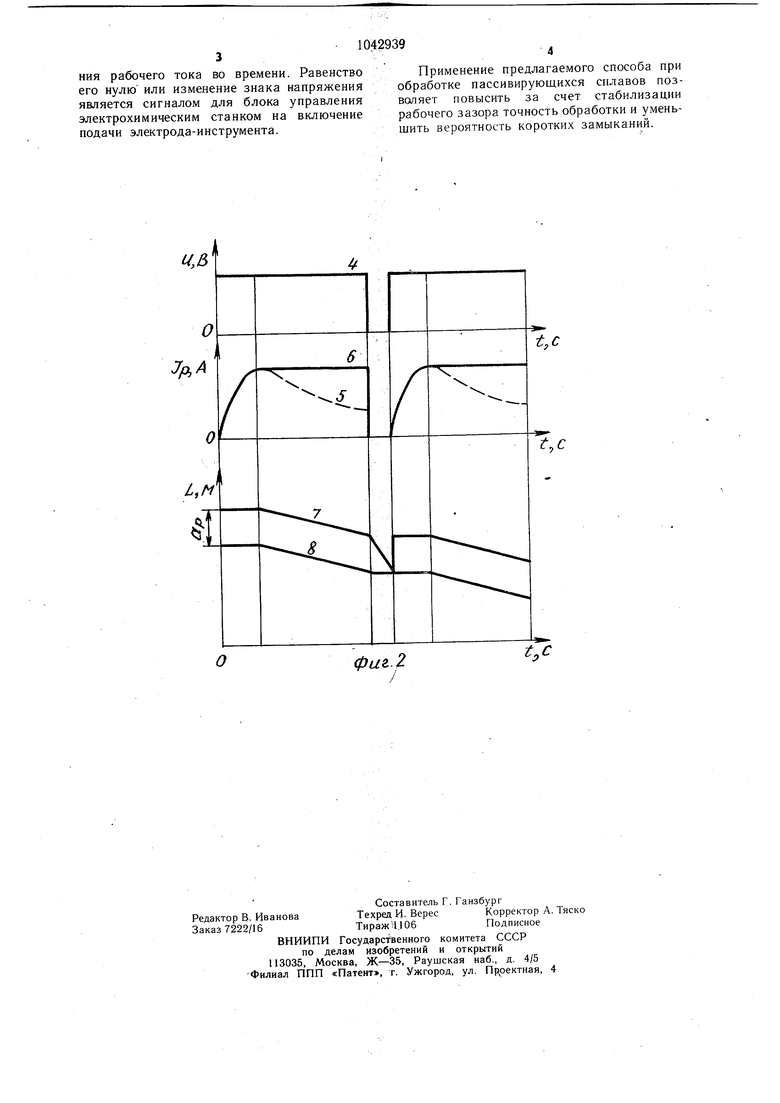
На фиг. 1 представлены экспериментальные зависимости изменения величины плотности тока во время электрохимической обработки титановых образцов в различных электролитах при неподвижных электродах; на фиг. 2 - циклограмма изменеПример циклограммы электрохимической обработки по/ предлагаемому способу приведен на фиг. 2. После установки рабочего межэлектродного зазора ар включают источник питания и подают на электроды постоянное напряжение U (прямая 4). Величина рабочего тока Jp (кривая 5) вначале возрастает, но после распассивации анодной поверхности при неподвижных электродах должна убывать из-за увеличения межэлектродных зазоров. При неподвижных электродах измеряют производную
величины рабочего тока по времени, и в момент, когда производная меняет знак, включают подачу электрода-инструмента. При этом величина рабочего зазора остается неизменной, а рабочий ток сохраняет максимальное значение (прямая 6). Электрод-инструмент движется со скоростью VK во время рабочего цикла и со скоростью Vn при дискретном регулировании рабочего зазора. На циклограмме обработки перемещение электрода-инструмента изображено ломаной линией 7, а границы анодной поверхности - ломаной 8.
Для реализации предлагаемого способа электрохимической обработки необходимо в цепь, по которой протекает рабочий ток, установить шунт, напряжение с которого через фильтр подать иа дифференцирующее звено. Напряжение на выходе дифференцирующего звена будет в этом случае пропорционально скорости изменения различных величин: напряжения (U, В) рабочего тока (JpA), перемещения (L, м) электрода-инструмента и границы анодной поверхности во время электрохимической обработки по предлагаемому способ-у. Экспериментальные зависимости 1-3 соответствуют изменению плотности во время электрохимической обработки цилиндрических образцов с плоским торцом, изготовленных из титанового сплава, в водном растворе хлористого натрия концентрации 100 г/л, с добавлением бромистого калия: 30 г/л, 50 г/л и 70 г/л соответственно. Условия проведения эксперимента: начальный зазор 0,2 мм, электроды неподвижны, напряжение на электродах 12 В, температура электролита 22°С. Все зависимости имеют одинаковый ка-, чественный характер. Возрастающий участок зависимости соответствует распассивации анодной поверхности, а ниспадающ д - анодному растворению титанового сплава. Так как электроды при обработке неподвижны, то- межэлектродный зазор увеличивается, что и вызывает уменьщение плотности тока. На длительность процесса распассивации оказывают влияние ряд факторов: состав электролита, его температура, напряжение на электродах и др., однако качественный характер зависимости сохраняется.
ния рабочего тока во времени. Равенство его нулю или изменение знака напряжения является сигналом для блока управления электрохимическим станком на включение подачи электрода-инструмента.
Применение предлагаемого способа при обработке пассивирующихся сплавов позволяет повысить за счет стабилизации рабочего зазора точность обработки и уменьшить вероятность коротких замыканий.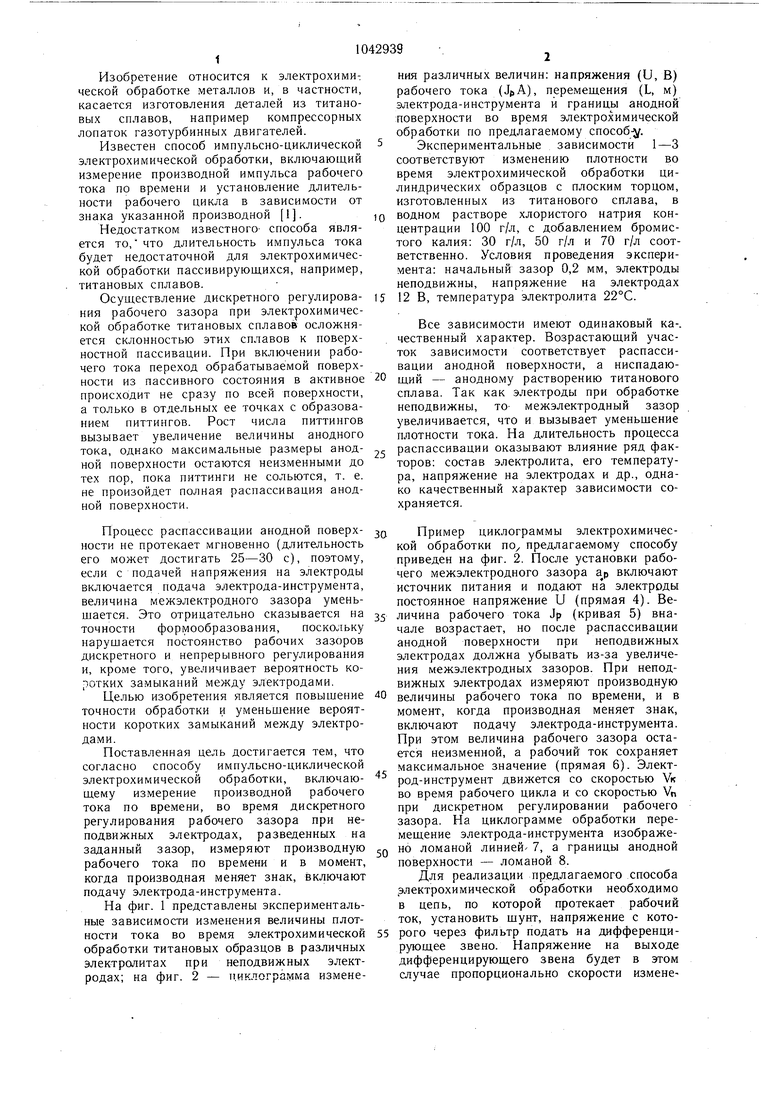
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2188103C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| СПОСОБ ЦИКЛИЧЕСКОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1992 |
|
RU2071883C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ1!1|-1Л:Ни"И;..1:Г;';] a?t',,;';^:.r ••: /• | 1971 |
|
SU299327A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МИКРОФОРМИРОВАНИЯ | 2004 |
|
RU2255843C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2010 |
|
RU2450897C2 |
| СПОСОБ ДВУСТОРОННЕЙ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2011 |
|
RU2448818C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
СПОСОБ ИМПУЛЬСНО-ЦИКЛИ ЧЕСКОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАjlo- /MZ о БОТКИ, предусматривающий измерение производной рабочего тока по времени, отличающийся тем, что, с целью повышения точности обработки и уменьшения вероятности коротких замыканий при .обработке пассивирующихся сплавов, преимущественно титановых, при разведенных на заданный зазор электродах определяют момент изменения знака указанной производной и включают рабочую подачу электрода-инструмента. (Л N ю со 00 со фие. i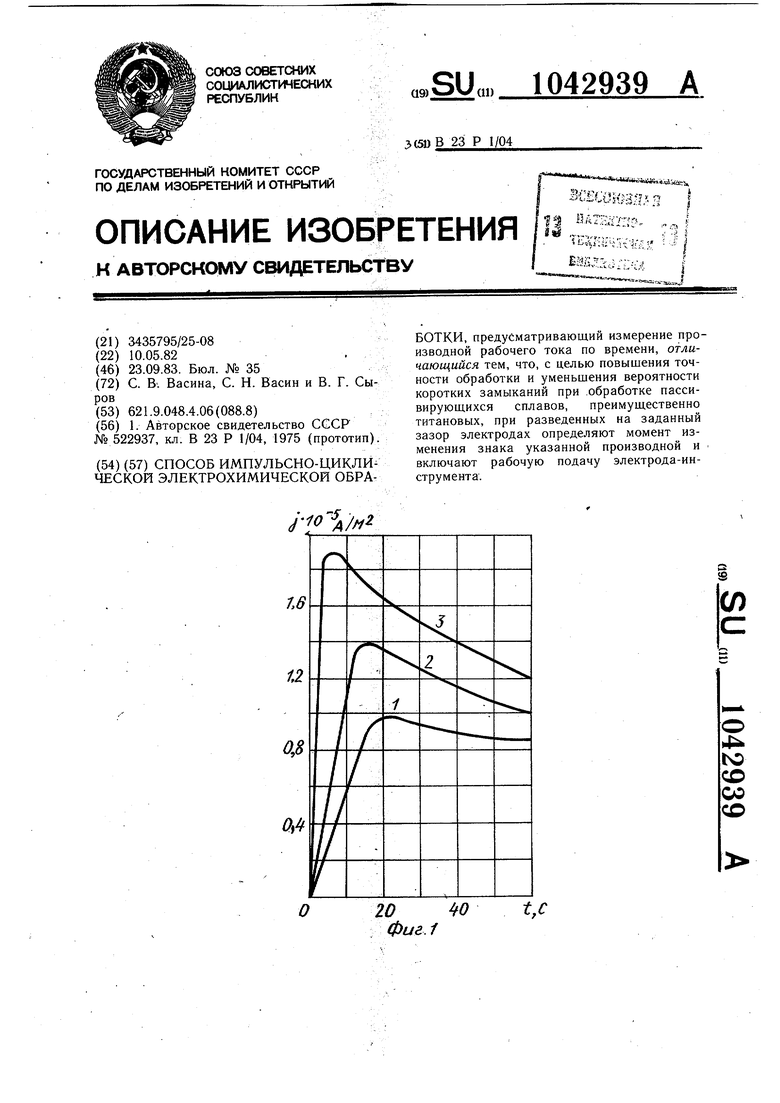
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ импульсной размерной электрохимической обработки | 1975 |
|
SU522937A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
