4
to
СО
сд
Ci
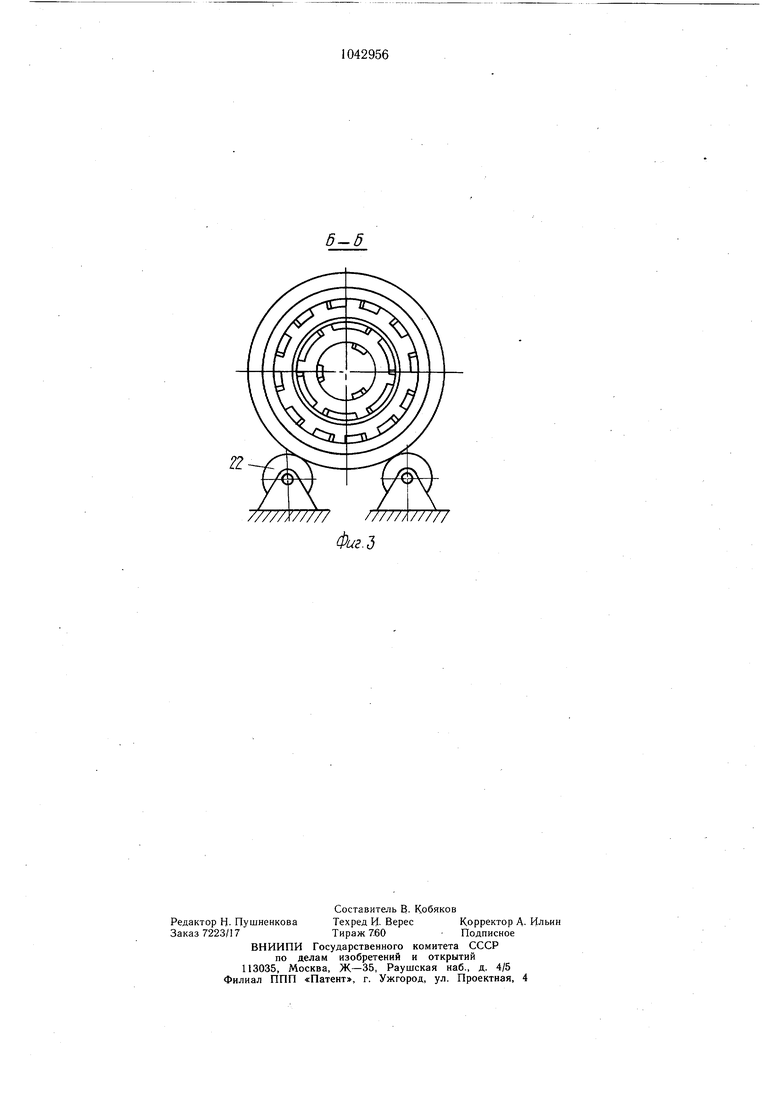
Т Изобретение относится к области кузнечно-прессового оборудования и может быть использовано для изготовления резьбовых деталей. Известна линия для изготовления гаек, содержащая устройство для приема партии исходных заготовок, индукционный нагреватель, высадочный автомат, гайконарезные автоматы и сборочный контейнер для нарезанных гаек. Линия снабжена люлечным конвейером, объединяющим оборудование по транспортной схеме. Трасса люлечного конвейера замкнута в вертикальной плоскости. По трассе люлечного конвейера на участке между высадочным и гайконарезными автоматами последовательно размещены вентилируемая камера воздушного охлаждения и ванна жидкостного охлаждения конвейера 1. Недостаток линии заключается в невысоком качестве получаемых деталей. Известна автоматическая линия изготовления резьбовых деталей, содержащая установленные в технологической последовательности и связанные посредством транспортирующих средств нагрев-атель, высадочный автомат, устройство для охлаждения деталей, устройство для удаления окалины, автоматы для нарезания резьбы на деталях и сборник готовых деталей 2. Недостаток линии заключается в том, что она имеет два автономно выполненных устройства: устройство для охлаждения деталей и устройство для удаления окалины, а также перегружающий механизм, расположенный между этими устройствами. Наличие двух автономно выполненных устройств и перегружающего механизма снижает производительность линии. Объясняется это тем, что удлиняется время изготовления одного болта за счет того, что операции охлаждения и удаления окалины выполняются последовательно. Кроме того, наличие в линии двух автономных устройств и перегружающего механизма требует дополнительной производственной площади. Целью изобретения является повышение производительности и сокращение производственных площадей. Указанная цель достигается тем, что в автоматической линии изготовления резьбовых деталей, содержащей установленные в технологической последовательности и связанные посредством транспортирующих средств нагреватель, высадочный автомат, устройство для охлаждения деталей, устройство для удаления окалины, автоматы для нарезания резьбы на деталях и сборник готовых деталей, устройство для охлаждения деталей и устройство для удаления окалины объединены в один узел, выполнен. ный в виде заполненного дробью, размещенного с возможностью вращения вокруг горизонтальной оси барабана, состоящего из концентрично расположенных между собой с зазорами внутреннего, внешнего и промежуточного цилиндров с ребрами, при этом в торце внещнего и промежуточного цилиндров с ребрами, при этом в торце внутреннего цилиндра выполнено загрузочное окно для деталей и дроби, а во внешнем цилиндре выполнено разгрузочное окно для деталей и разгрузочное окно для дроби, под внешним цилиндром установлен наклонный лоток и транспортер для возвратной загрузки дроби в барабан. На фиг. 1 изображена линия изготовления резьбовых деталей, общий вид; на фиг. - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2. Автоматическая линия содержит последовательно установленные устройство 1 для приема исходных заготовок, нагреватель 2, высадочный автомат 3, устройство 4 для охлаждения деталей и удаления окалины, раздаточное устройство 5,.автоматы 6 для нарезания резьбы и сборник 7 готовых деталей. Устройство 4 для охлаждения деталей „ удаления окалины выполнено в виде барабана, установленного с возможностью, вращения вокруг горизонтальной оси и состоящего из концентрично расположенных между собой зазорами внутреннего цилиндра 8, промежуточного цилиндр.а 9 и внешнего цилиндра 10, на которых закреплены наклонные ребра 11. Внутренний цилиндр 8 и вне,щний цилиндр 10 жестко скреплены с торцовой стенкой 12. Промежуточный цилиндр 9 и внешний цилиндр 10 жестко прикреплены к полой торцовой стенке 13. В полости ,9тенки 13 имеются радиальные лопатки 14 транспортера для возвратной загрузки дроби в барабан. Загрузочное окно 15 для деталей расположено в торце внутрендего цииндра 8. Разгрузочное окно 16 для деталей находится во внещнем цилиндре 10. Под окном 16 установлен приемник 17. Разгрузочное окно 18 для дроби выполнено в виде отвер/;тий в образующей стенке внешнего цилиндра. Под окном 18 установлен наклонный лоток в виде жестко прикрепленного к внещнему цилиндру соосного конуса 19. В стенке внешнего цилиндра имеются окна 20 с мелкими отверстиями для удаления отходов, под которыми установлен сборник 21 отходов. Барабан установлен на роликах 22 и приводится во вращение электродвигателем 23 через зубчатую передачу 24. Снаружи барабана расположен вентиляционный канал 25 для продувки барабана и охлаждения деталей. Через вентиляционный канал 25 к загрузочному окну 15 подведен загрузочный лоток 26. Линия изготовления резьбовых деталей работает следующим образом. Заготовки поступают из устройства 1 для приема исходных заготовок, в нагреватель 2 и затем в высадочный автомат 3, где производится окончательная формовка заготовок. От высадочного автомата заготовки по лотку 26 поступают во инутр.енний цилиндр 8 барабана через загрузочное ок но 15. Через это же окно в начале технологического процесса загружают в барабан дробь. При вращении барабана вокруг горизонтальной оси с помощью электродвигателя 23 на- опорных роликах 22 загруженные в барабан заготовки перемещаются вдоль внутреннего цилиндра 8 под действием наклонных ребер 11 в направлении к другому торцу цилиндра. На выходе из внутреннего цилиндра заготовки подают на стенку промежуточного цилиндра 9, где смешиваются с поступающей туда же дробью из радиальных каналов торцовой стенки 13. Далее за-Г готовки и дробь перемещаются по образующей стенке промежуточного цилиндра 9 в обратном направлении под действием реберII, наклоненных в противоположном направлении. После падения заготовок и дроби на стенку внешнего цилиндра 10 наоравление движения заготовок и дроби на стенку внешнего цилиндра 10 направление движения вновь меняется на противоположное. В процессе перекатывания и перемещения заготовок и дроби по стенкам цилиндров происходит отделение окалины от заготовок. Отделившаяся окалина просыпается через отверстия окон 20 в сборник 21 отходов. В конце своего движения по внешнему цилиндру дробь и заготовки разделяются: дробь просыпается через отверстия окна 18 в конус 19, а заготовки проходят дальше до разгрузочных окон 16. По конусу 19 дробь скатывается в полость торцовой стенки 13 на радиальные лопатки 14, по которым она при вращении барабана скатывается в полость промежуточного цилиндра 9. Очищенные и охлажденные заготовки попадают через разгрузочные окна 16 в приемник 17, откуда они транспортируются раздаточным устройством 5 к автоматам 6 для нарезания резьбы. Готовые детали на выходе из нарезных автоматов собираются на сборнике 7. Изобретение обеспечивает повыщение пооизводительности и позволяет экономить производственную площадь.
/////////// /////А///// Фиг. 5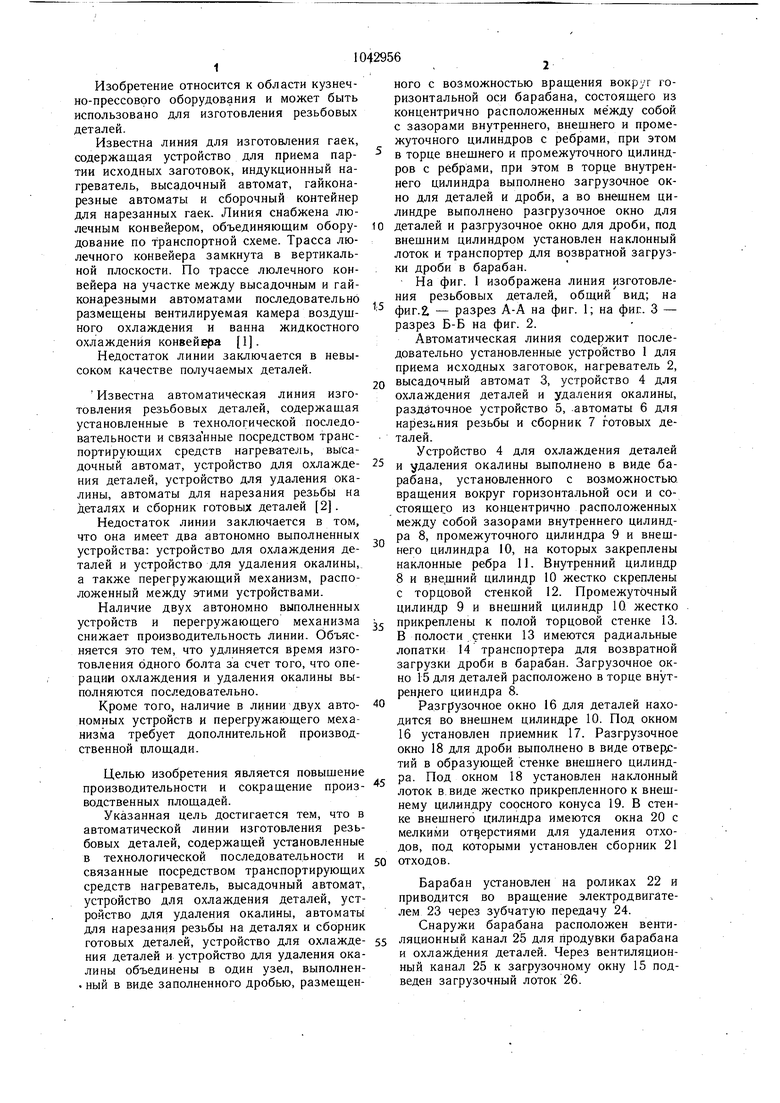

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления гаек горячимСпОСОбОМ | 1979 |
|
SU835588A1 |
| Линия для изготовления соединительных элементов с внутренней винтовой канавкой | 1991 |
|
SU1792777A1 |
| Индукционная установка | 1982 |
|
SU1016376A1 |
| Камера для охлаждения заготовок | 1979 |
|
SU829690A1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ВЫПЕЧКИ, И УСТАНОВКА ДЛЯ ТЕПЛОВОЙ ОБРАБОТКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ВЫПЕЧКИ | 1996 |
|
RU2123260C1 |
| Автоматическая линия | 1985 |
|
SU1296373A1 |
| ВЫРАБОТКИ МЕЛКОШТУЧНЫХ БУЛОЧНЫХ И СДОБНЫХ ИЗДЕЛИЙ | 1972 |
|
SU343677A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Автоматическая станочная линия | 1956 |
|
SU107719A1 |
| Электровысадочный автомат | 1979 |
|
SU829294A1 |
АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЬБОВЫХ ДЕТАЛЕЙ, содержащая установленные в технологической поседовательности и связанные посредством транспортирующих средств нагреватель, высадочный автомат, устройство для охлаждения деталей, устройство для удаления окалины, автоматы для нарезания резьбы на деталях и сборник готовых деталей, отличающаяся тем, что, с целью повыщения производительности и сокращения производственных площадей, устройство для охлаждения деталей и устройство для удаления окалины объед| нены в один узел, выполненный установленного с возможностью вращения вокруг горизонтальной оси барабана, заполненного дробью и состоящего из концентрично расположенных между собой с зазорами внутреннего, внешнего и промежуточного цилиндров с наклонными ребрами, при этом в торце внутреннего цилиндра выполнено загрузочное окно для деталей и дроби, а во внещнем цилиндре выполнено разгрузочное окно -для деталей и разгрузочное окно для дроби, под внещним цилиндром установлен наклонный лоток и транспортер для возвратной загрузки дроби в барабан.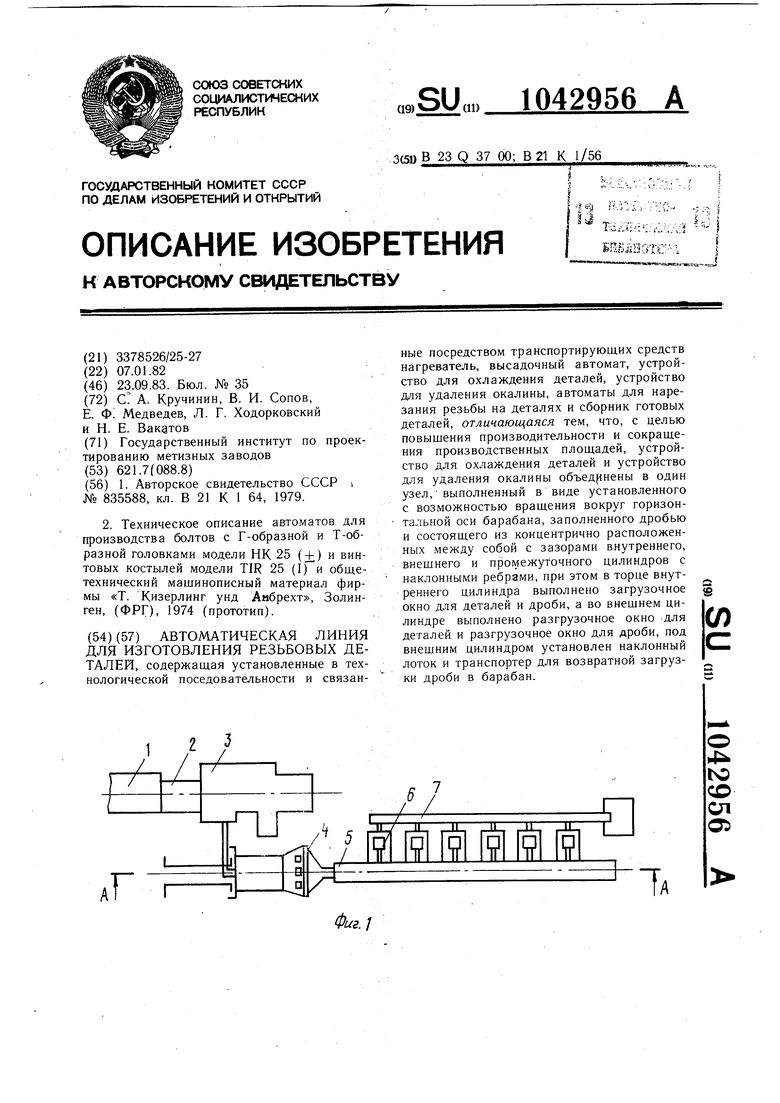
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Линия для изготовления гаек горячимСпОСОбОМ | 1979 |
|
SU835588A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Кизерлинг унд Аибрехт, Золинген, (ФРГ), 1974 (прототип). | |||
