3
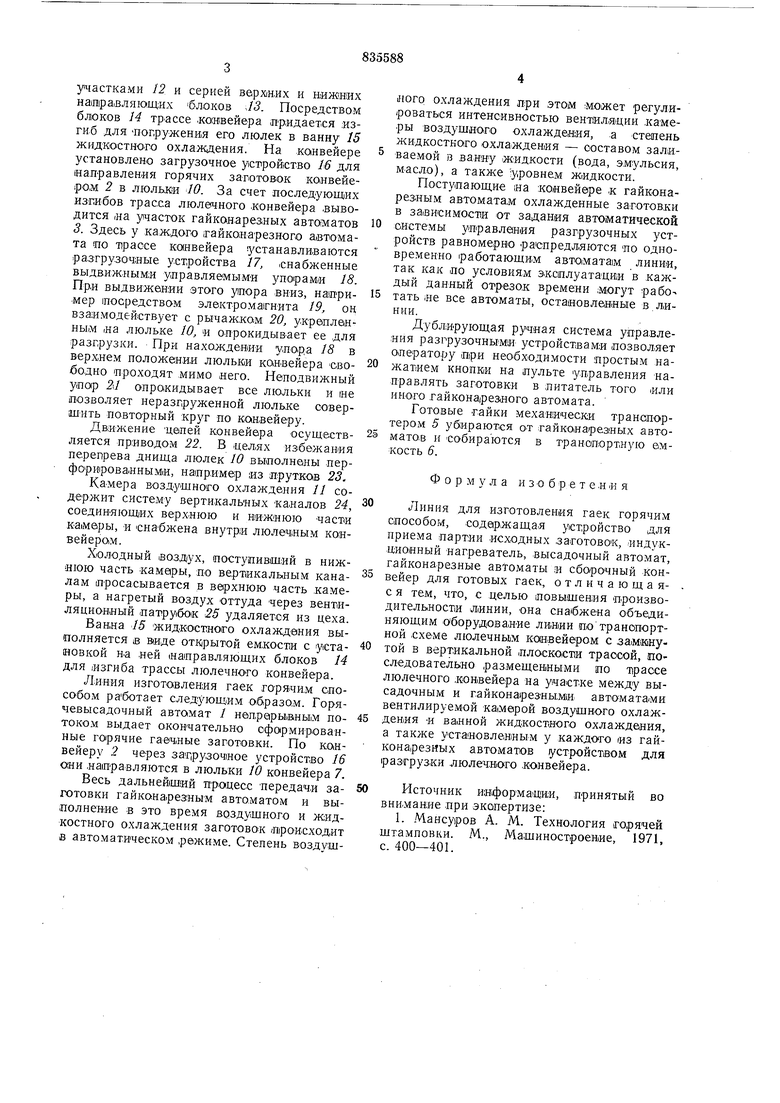
участками 12 и серией верхних и нижних на1П1ра(Вляющ;Их блоков J3. Посредством блоков 14 трассе .коивейера .придается изгиб для Погружения его люлек в ванну 15 жидкостнОГО охлаждения. На конвейере установлено загрузочное yiCTipoECTBO 16 для направления горячих заготовок конвейером 2 в люльки 10. За счет последующих изгибов трасса люлечного .конвейера .выводится 1на участок гайконарезных автоматов 3. Здесь у каждого гайконарезного автомата по прассе конвейера устанавливаются разгрузочные устройства 17, снабженные выдв.иж:ным.и управляемыми упорами 18. При выдвижении этого упора вниз, нагори.мер тосредством электромагнита 19, он взаимодействует с рычаж.кам 20, укрепленным ,на люльке 10, и опрокидывает ее для разгрузки. При нахождении уло,ра 18 в верхнем положенки люльки канвейера свободно Проходят .мимо него. Неподвижный упар опрокидывает все люльки и не позволяет неразгруженной люльке совершить повторный круг по конвейеру.
Движение цепей конвейера осуществляется приводом 22. В |цел,ях избежания перепрева днища люлек W выполнены перфори1рованными, наирнмер ;из прутков 23. Камера воздушного охлаждения 11 содержит систему вертикальных ка.налов 24, соединяюШ|Их верхнюю и нижнюю -части каимеры, и сна-бжена внутри люлечным коивейером.
Холодный воздух, поступивший в нижнюю часть камеры, по вертикальным каналам (Просасывается в верхнюю часть .камеры, а нагретый воздух оттуда через вентиляционный патрубок 25 удаляется из цеха. Ванна -15 жидкост ного охлаждения выполняется iB В1нде открытой ем.косин с установкой на .ней направляющих блоков 14 для изгиба трассы люлечнОГО конвейера.
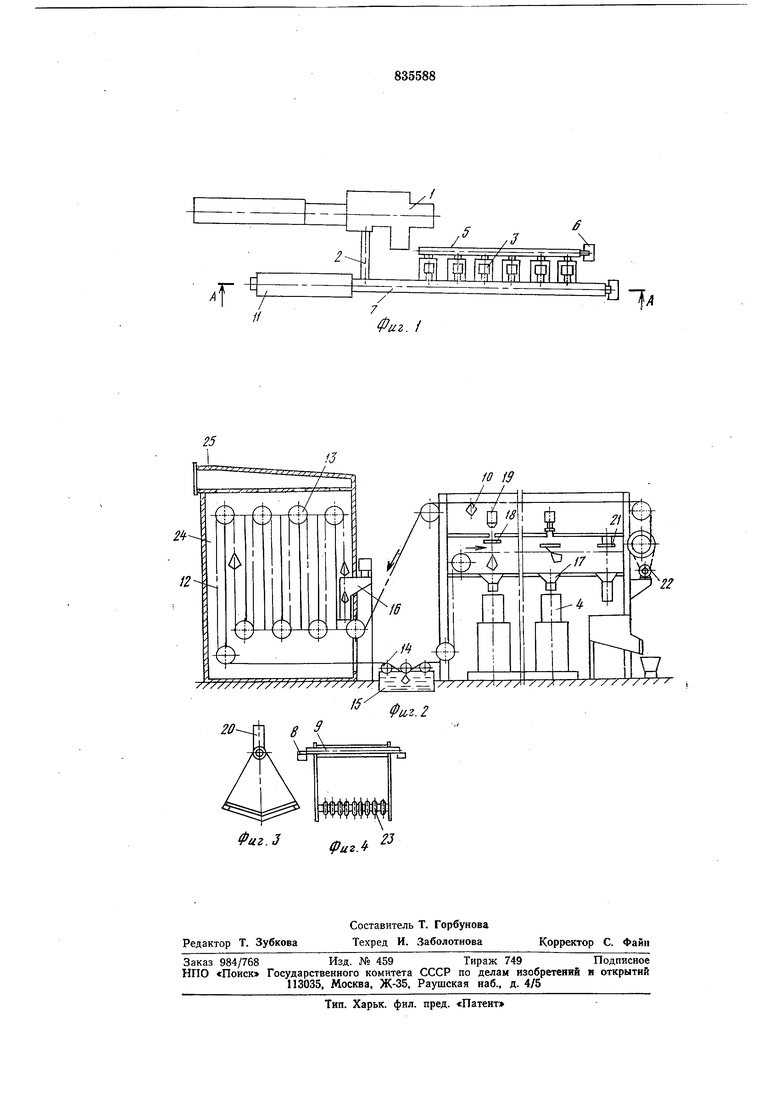
Линия изготовления гаек горячим способом работает следующ.им образо,м. Горячевысадочный автомат / неирарыаньш потоком выдает о.кончательно офО(рмированные го1рячне гаеч.ные заготовки. По конвейеру 2 через заг,рузоч1ное устройство 16 OIHH направляются в люльки 10 конвейера 7. Весь дальнейший процесс передачи заготовки гайконарезным автоматом и выполнение в это время воздушного и жидкостного охла.ждения заготовок /происходит iB автоматическом .режиме. Степень воздуш4
лого охлаждения при этом может регулироваться интенсивностью вентиляции .камеры воздушного охлаждения, .а степень жидкостного охлаждения - составом заливаем.ой в ванну жидкости (вода, эмульсия, м.асл.о), а также уровнем жидкости.
Поступающие на конвейере .к гайконарез.ным автоматам охлажденные заг.отов.ки в за1висимост1и от задания авто матнческой
системы управления разгрузочных устройств равномерно распредляются по одновременно работающим автО|Мата1м линии, так как по условиям э.к.сплуатаци1И в каждый данный отрезо.к времени .могут работать не все автоматы, остановленные в,линии.
Дублирующая ручная система упра.вле.ния разгрузочными устройствами позволяет оператору при необходимости .простым нажатием кнопки на пульте управления направлять заготовки в питатель того или иного гайконарез,ного автомата.
Готовые .гайки механически транспортером 5 убираются от гайконарезных автоматов и собираются в гранопортную емкость 6.
Формула и 3 о б р е т е .н и я
Линия для изготовления гаек горячим способом, содержащая устройство для приема партии .исходных заготовок, индук.ционный нагреватель, высадочный автомат, гайконарезные автоматы и сборочный конвейер для готовых гаек, отличающаяс я тем, что, с .целью повышения производительности линии, она снабжена объединяющим оборудование линии потранспортной схеме люлечным конвейером с замйкутой в вертикальной плоскост)и траосой, последовательно раз.мещеБными по ираосе люлечного .конвейера на участке между высадочным и гайконарезными автоматами вентилируем.ой камерой воздушного охлаждения .и ванной жидкостного охлаждения, а также установленным у каждого «з гайконарезных автоматов устройством для разгруз.ки .люлечного .конвейера.
Источник информащии, .принятый во внимание при экопертизе:
1. Мансуров А. М. Технология горячей штамповки. М., Машиностроение, 1971, с. 400-401.
,f
//
f/J
Фиг. /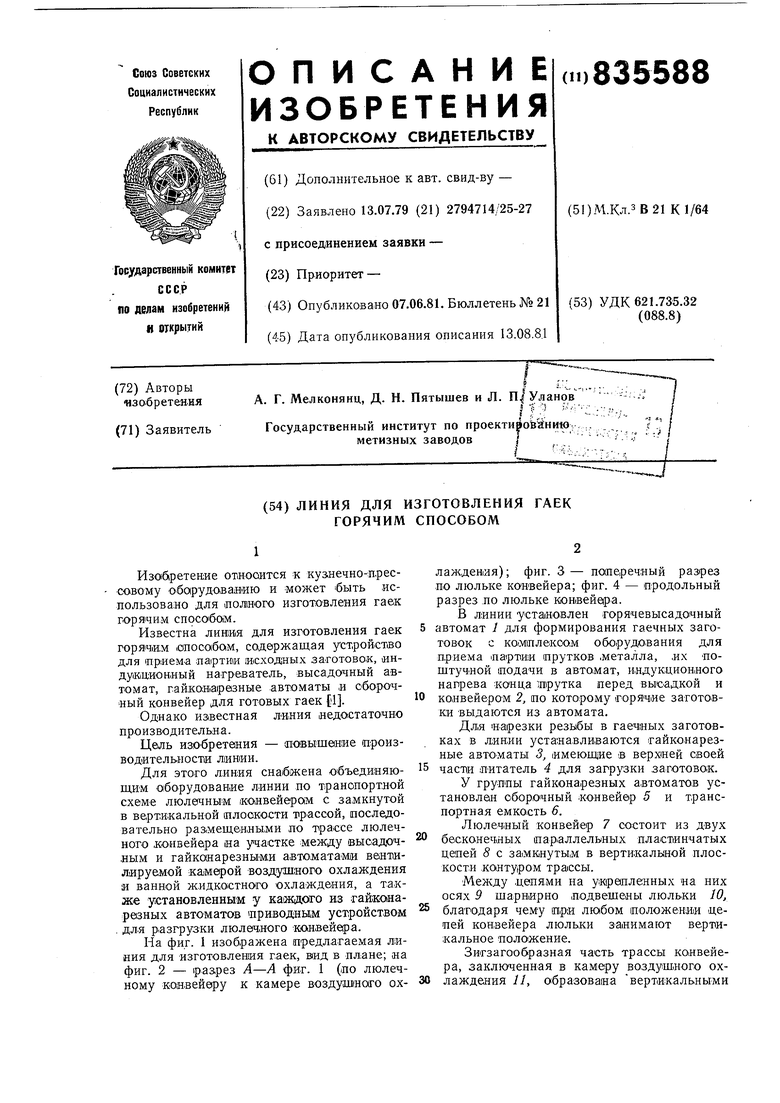
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления резьбовых деталей | 1982 |
|
SU1042956A1 |
| Линия для изготовления соединительных элементов с внутренней винтовой канавкой | 1991 |
|
SU1792777A1 |
| Камера для охлаждения заготовок | 1979 |
|
SU829690A1 |
| Агрегат для расстойки тестовых заготовок | 1978 |
|
SU768381A1 |
| Линия для изготовления строительных изделий | 1984 |
|
SU1140959A1 |
| ВЫРАБОТКИ МЕЛКОШТУЧНЫХ БУЛОЧНЫХ И СДОБНЫХ ИЗДЕЛИЙ | 1972 |
|
SU343677A1 |
| Устройство для обварки тестовых бараночных заготовок | 1958 |
|
SU115229A1 |
| ХЛЕБОПЕКАРНАЯ ПЕЧЬ | 1967 |
|
SU195395A1 |
| Устройство для ошпарки тестовых бубличных заготовок | 1960 |
|
SU142591A1 |
| Расстойно-печной агрегат | 1977 |
|
SU835399A1 |