Согласно техническим требованиям, слитки сурьмы иметь чистую поверхность, на которой были бы отчетливо видны следы кристаллизации металла. С этой целью отливка слитков ироизводптся в из.южницах, частично заполненных илаком, предохраняющим слиток от непосредственного соирикосновения как с изложницей, так н с атмосферой. Вынутый из изложницы С,
покрыт со всех сторон с.юем стекловидного, хрупкого шлака, подлежащего удалению.
Машины для очисткн изделия с четырех его сторон при помощи двух пар зубчатых валков, между которыми изде.:1ие протягивается для обработки боковых продольных иоверхностей, известны.
Особенностью предлагаемой машины для очистки слитков, например сурьмы, от и;лака является применение третьей подпружиненной пары валков, служащей для протягивания через нее слитка в направлении, перпендикулярном направлению его движения при протягивании через указанные две пары зубчатых валков. Такое выполнение машины обеспечивает обработку не только продольных поверхностей слитка, но также ее торцевых поверхностей, в результате чего достигается полная механизация трудоемкой и вредной работы по удалению шлака со слитка, например сурьмы.
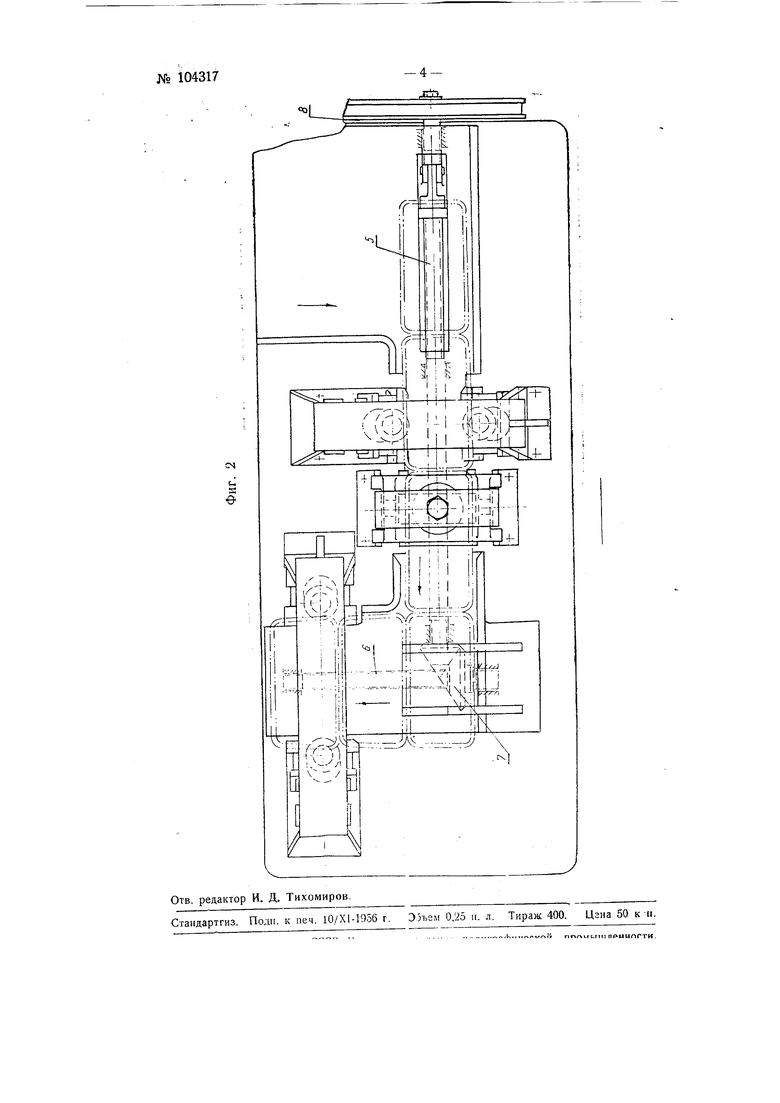
На фиг. 1 показана предлагаемая машина сбоку; на фнг. 2 - то же сверху.
Пред,:1агаемый станок состоит из трех пар зубчатых ва.пков /, 2, и 3, дробящих корку шлака при протягивании между ними слитка. Зубчатые валкн / и .2 обрабатывают боковые продо-льные поверхности слитка, а зубчатые ва.Пчи 3 торцевые поверхности слитка. Обработка всех поверхностей слитка в машине осуществляется за один ход слитка путем перемещения его сначала между парами валков / и I-, а затем перпендикулярном, в наирав.лении между ва.мками 3. Перемещение слитка 4 производится при помощи двух взаимно перпендикулярных хол.овых винтов 5 и б , связанных друг с другом конической передачей 7 так, чтобы при возвратном движении винта 5 происходил рабочий ход винта 6. Винты 5
у. 6 получают реверсивное вращение от двигателя ременнзю передачу 8. Излгенениё направления вращения осуществляется при помощи путевых переключателей. Гайки 9 и W ходовых винтов 5 к 6 снабжены шарнирными, подпружиненными собачками //.захватывающими слитки 4 и толкающими их по столам 12 и 13.
Чтобы зубцы валков 1, 2 н 3 не повредили металл слитка, впереди и позади их установлены ограничители перемещения валков. Ограничители представляют собою ползуны 14: передний ползун имеет захватывающий скос и расположен своей ограничивающей плоскостью несколько выще режущей кромки зуба валка; плоскость заднего предохранительного ползуна расположена несколько ниже режущей кромки зуба валка. Таким образом, передний ползун 14 базируется на поверхность щлаковой корки, а задний ползун - на поверхность металла слитка.
Слитоь: 4 протягивается ходог.ыми винтами .5 и 6 последовательно между тремя парами зубчатых валко;; /. 2 и 3. Спачала протягивание происходит при рабочем ходе иродолыюго винта 5 между первым -: Д .Лмя парами валхов / и 2. оч1ин.,ими две продольные (боков.ые) верхнюю и нижнюю поверхности. Одновременно с этим происходит г.озврат собачки гайки 10.
При возвратном ходе продольного випта 5 и соответствуюи ем ему рапочем ходе поперечного i5 слиток 4 движется по столу 13, проходя через третью иару валков 3. При vTOM очищаются торпевые поверхности слитка 4. Одновременно с этим собачка // продольного винта отхолит назад для захвата поданного рабочим на стол очередного слитка. При подаче слитка передиий ползун 14 под действием скоса скользит по поверхности щлака, а выступающие зубцы валков производят дробление корки.
В случае полного отскакивания корки на больщом участке или ненормально малой толщины слоя щлака задний - предохраняющий полоун 14 садится на металлическзю поверхность с,гп1тка, не допуская зубцы валка до соприкосновения с мета.лло.м.
Таким образом, дробящие корку зубья валка всегда находятся на необходимом расстояни;; от поверхности слитка. Это расстояние опреде.|яетея положением режущей кромки з,бьеи валка отиосительио плоскости по.кзуна.
Предмет изобретен и я
1. Машина для очистки слитков, например сурьмы, от шлака путем протягивания их между двумя парами зубчатых валков д-ля обработки боковых 1родольных поверхиостей, отличающаяся, тем, что, с целью обработки торцевых поверхностей слитка, применена третья под 1ружн 1е И1ая пара валков, служащая д,1я протягивания через нее с.гитка в направленни, перпендикулярном направлению его движения при протягивании через указанные две пары зубчатых валков.
2.Форма выполнения машины по . 1. о т :i и ч и ю щ а я с я тем. что, с целью протягивания слитков через все три пары валков, применень; два, связанных друг с другом конической передачей, взаимно перпендикулярных ходовых винта, гайки которых несут подпружиненные собачки д.ш захвата и то.чкания слитков.
3.Форма выполнения маи1ины ио пи. и2, отличающаяся тем, что, с целью предотвращеиия повреждения металла слитка зубца.ми валков, впереди т. позади валков установлсиы огра1 ичители неремеш.ения последних, базирующиеся на поверхностях налакозой корки и металла слитка.
s v

| название | год | авторы | номер документа |
|---|---|---|---|
| Изложница для разливки расплава | 1974 |
|
SU499030A1 |
| Способ получения слитков | 1978 |
|
SU713174A1 |
| УСТАНОВКА ПО ПРОИЗВОДСТВУ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2006 |
|
RU2401177C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННЫХ СЛИТКОВ (РЕЗКА В ПЕЧИ) | 2014 |
|
RU2583219C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ФИКСИРОВАНИЯ ЗАГОТОВОК | 1995 |
|
RU2080229C1 |
| СОВМЕЩЕННЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕТАЛЛОВ | 2007 |
|
RU2353465C2 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1991 |
|
RU2021870C1 |
| Способ производства заготовок | 1981 |
|
SU1014180A1 |
| ГИБКАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ С МИНИМАЛЬНЫМ ПОТРЕБЛЕНИЕМ ЭНЕРГИИ И СПОСОБЫ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПРОДУКТОВ | 2012 |
|
RU2530578C2 |
| Способ электрошлаковой выплавки слитков | 1972 |
|
SU440073A1 |