Изобретение относится к 4epHoif металлургии, конкретно к непрерывной разливке металлов, Известен способ производства заготовок, включающий производство на машине непрерьюного литья комплектного слитка и последующее его разделение в продольном направлени на несколько частей методом прокат ки с целью отделения осевой зоны слитка, пораженной макродефектами усадочного происхождения. Недостатком известного способа является сложность прьцесса продольного разделения непрерьгонолитого комплектного слитка, заключающееся в необходимости большого количества пролускоз (от 5. до 12) в валках прокатного стана с периодическими кантовками. Это приводит к значительному повьппеншо себес-тои мости металлопродукции. Наиболее близким по своей техии ческой сущности и достигаемому результату к изобретению является способ получения заготовок щий подачу расплавленного металла в кристаллизатор машины непрерьгано го литья, вытягивание из него формирующего слитка и обжатие его в егр в твердо-жидком состояний до смыкания фронтов кристаллизащш 2,. Недостатком этого способа является изменение химического состава и свойств слитка по его длике из-за вытеснения эдкой фазы в верх нюю часть очага деформации. Целью изобретения является обеспечение стабильности свойств металла по длине слитка. Это достигается тем что в спосо бе производства заготовок включа1вщем подачу расплавленного метаила в кристаллизатор машину непрерывного литья, вытягивание из него форми рующегося слитка, обжатие его в твердо жидком состоянии и последующее разделение в продольйом направлении, обжатие слитка в твердо-жидком состоянии ЩЮИ38ОДЯТ локально, в местах последукздего разделения, с прогибом оболочки слитка равным 0,04-0,10 его толвданы в плоскости продольного разделения-. На фиг. 1 показана схема получеНИИ слитка на машине непрерывного литья перед разделением его на заготовки j на фиг. 2 и 3 - попереч80,1 ные сечения А-А и Б-Б на фиг. СЛ1ИТОК в процессе его формиро). я; на фиг. 4 и 5 - схема разделения слитка на заготовки. Через стакан 1 (фиг. 1) жидкий . металл заливают в кристаллизатор 2 машины непрерывного литья. Формирующийся слиток 3 имеет в поперечном сечении четьфехлз евую форму (фиг. 2) с лучами 4-7 и состоит из жидкой лунки 8 (фиг. 1) и затвердевшей оболочки 9. Формирующийся слиток 3 деформируют с помощью валков 10 локально, в местах сочленения лучей. Благодаря обжатию в твердо-жидком состоянии возникают трещины 11 в затвердевшей оболочке слитка. Трещины 11 располнагаются в плоскости деформации слитка по всей его длине. Минимально необходимый прогиб оболочки слитка, необходимый для образования трещин, как бьто устаноБлено экспериментально, составляет 0,04 а, где-а - толщина слитка в месте деформации, т.е. в плоскости будущего продольного разделения . При прогибе оболочки слитка более 0,10 а возникает выход трещин на поверхность слитка и, как следствие, возникает прорыв жцдкого металла. Наличие трещин в плоскости продольного разделения позволяет существенно снизить количество пропусков в валках прокатного стана, необходимое и достаточное для радделения слитка на заготовки. При обжатии одной из граней лучей 4 и 6 (фиг.. 4) валками прокатного стана и удержании .остальной части слитка происходит сдвиг лучей 4 и 6 относительно остальной части и отделение. Наличие трещин в зоне сочленения лучей 4 и 6 позволяет .создать концентраторы напряжений и существенно облегчить условия разДеления. Дпя отделешся лучей-заготовок необходимо и достаточно их относительное смещение на 20-25% относительно прежнего положения, т.е. полное разделение слитка возможно провести за 2 пропуска с кантовкой между ними. Ниже приведен пример осуществления изобретения, не исключающий других вариантов в объеме формулы изобретения.
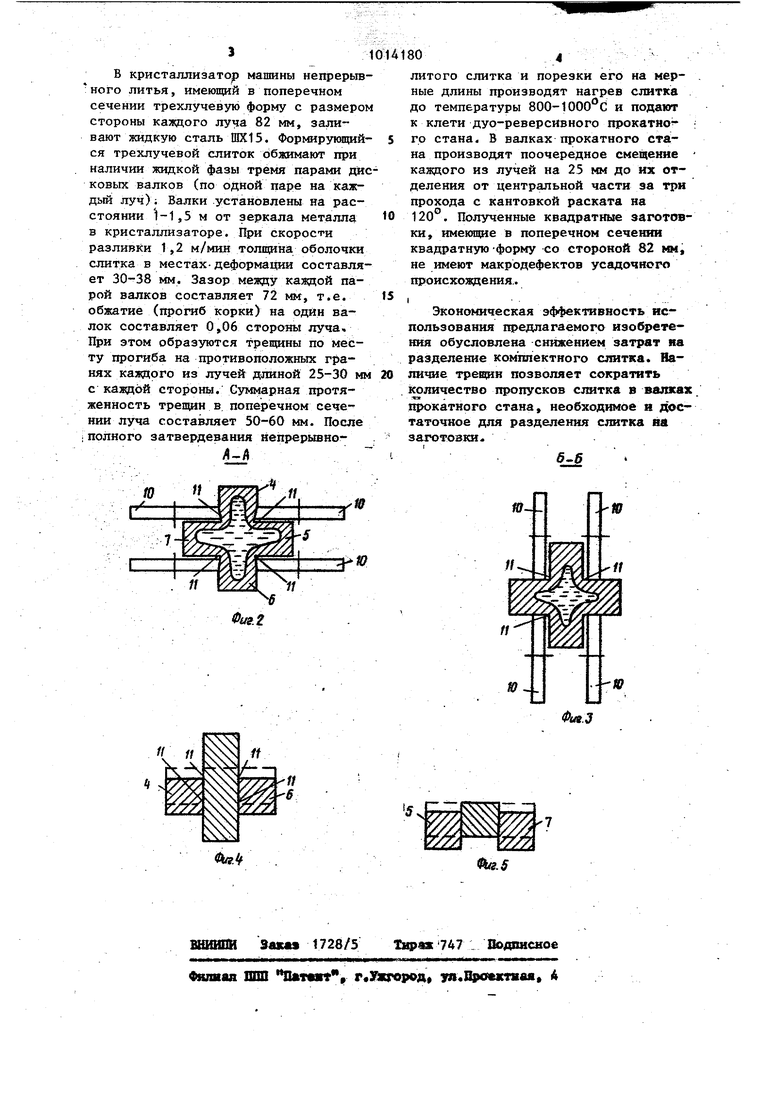
В кристаллизатор машины непрерыв ного литья, имеющий в поперечном сечении трехлучевзпо форму с размером стороны каждого луча 82 мм, заливают жидкую сталь ШХ15. Формирукнцийся трехлучевой слиток обжимают при наличии жидкой фазы тремя парами дисковых валков (по одной паре на каждый луч); Валки установлены на расстоянии -1,5 м от зеркала металла в кристаллизаторе. При скорости разливки 1,2 м/мин толщина оболочки слитка в местах-деформации составляет 30-38 мм. Зазор между каждой парой валков составляет 72 мм, т.е. обжатие (прогиб корки) на один валок составляет 0,06 стороны луча. При этом образуются трещины по месту прогиба на противоположных гранях каждого из лучей длиной 25-30 мм с каяиой стороны. Суммарная протяженность трещин в поперечном сечеНИИ луча составляет 50-60 мм. После полного затвердевания непрерывноЛ-Л
ю
литого слитка и порезки его на мерные длины производят нагрев слитка до температуры 800-1000с и подают к клети дуо-реверсивного прокатно го стана. В валках прокатного стана производят поочередное смещение каждого из лучей на 25 мм до их отделения от центральной части эа три прохода с кантовкой раската на 120°. Полученные квадратные заготовки, тлекяще в поперечном сечении квадратную-форму со стороной 82 мм, не имеют макродефектов усадочного происхождения.
( . : ....
Экономическая эффективность использования предлагаемого изобретения обусловлена снижением затрат на разделение комплектного слитка. Наличие трещин позволяет сократить количество пропусков слитка s валках прокатного стана, необходимое и достаточное для разделения слитка на заготовки.
б-б
Я7-Ю
4г
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства листов | 1983 |
|
SU1176983A1 |
| Устройство для непрерывной разливки металлов | 1982 |
|
SU1100040A1 |
| Способ получения заготовок | 1979 |
|
SU1036407A2 |
| Способ непрерывного литья заготовок | 1980 |
|
SU933197A1 |
| Стан для прокатки непрерывного слитка | 1975 |
|
SU588697A1 |
| Способ прокатки | 1979 |
|
SU804012A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2423193C2 |
| Способ производства заготовок | 1977 |
|
SU735336A1 |
| Способ производства заготовок | 1979 |
|
SU801908A1 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427443C2 |
СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК, включакнчий подачу расплавленного металла в кристаллизатор машины непрерьшного литья, вытягивание из него формирующегося слитка, обжатие слитка в твердожидком состоянии и последующее разделение в продольном нагфавлении, о т л ича1Ьщийся тем, что, с целью обеспечения стабильности свойств металла по длине слитка, обжатие слитка в твердо-жидком состоянии производят локально в местах последующего разделения, с прогибом оболочки слитка 0,04-0,10 его т.олщигал в плоскости продольного разделения.
