Изобретение относится к o6pa6oiKe Материалов резанием круглыми ротаиио ными резцами. Наиболее близким к изобретению является устройство для автоматического контроля состояния режущей кромки ротационного резца, содеришщее, датчик износа режущей кромтси и датчик вибрации системы .корпусы которых жестко соединены между собой, детектор, вкод которого соединен с датчиком износа, первый усилитель, вход которого соединен с датчиком вибрации, генератор несущей частоты, соединенный с датчиком износа операционный усилитель, к вкодам Kouopo го подключены выходы первого усилителя и детектор, и триггер l. Однако известным устройством затруд нительно зафиксировать достижение технологического критерия затупления ротациЬнного резца, который устанавливается из условия обеспечения требуемых технических условий на обработку, в частности при чистовой обработке - высоты микро-неровностей на- обработанной поверхности что-важно при обработке крупных и слож ных деталей, а также .деталей из.доро гостоящих материалов. Целью изобретения является повыше- ние точности определения момовта достижения технологического критерия износа режущей кромки. Поставленная цель достигас тся тем, что ycтpoйcт вo снабжено магшстным бараба.ном, предназначенным для жесткого закрепления на нем ротационного резца, блоком магнитных головок, снимающих синхроимпульсы с магнитного барабана, вторым усилителем, вход которого связан с первой магнитной голов1;ой блока, третьим усилителем, вход которого соединен с второй магнитной гчэловкой блока блоком управления, первый и ьторой входы которого соединены с вторым и треть им усилителями, и блоком аналого-цифроBOIXJ преобразования, первый вход которого соединен с операционным усилителем а второй вход - .с блоком управления, первым блоком И-НЕ, первый вход которого связан с блоком управления, а друTWB входы соединены с выходами блока аналого-цифрового преобразоввтеля чиспом связей, равных числу синхроимпульсов, создаваемых второй магнитной головкой, вторым блоком И-НЕ, первый вход которого связан с выходом блока управления, а другие соединены с sbixoдом блока аналого-цифрового иреобразо-. вателя тшраллельно с первым блоком И-НЕ, бткжом связи, выходы которого связаны с вторым блоком И-НЕ| а первый выход с блоком управления, микропроцессором, взаимосвязанным с блоком связи, схемой сравнения, входы которой подсоединены к выходам блока управления, блока связи и первогю блока И-НЕ, а выход - к входу триггера, выход которого подключен к входу блока связи. На чертеже представлена блок-схема предлагаемого устройства. Устройство для автоматического контроля состояния режущей кромки ротационного резца содержит индукционный датчик 1 износа с разомкнутым магнитопроводом 2, обмотками возбуждения 3 и считывания 4, пьезоэлектрический датчик 5 вибрации системы, закрепленный на индукционном датчике 1 износа 4, детектор 6, первый усилитель 7 с регулируемым коэ4 фициентом усиления, генератор 8 несущей частоты, операционный 5гсилитель 9, триргер 10, магнитный барабан 11, предназначенный для жесткого закрепления на нем ротационного резца 12 и имеющий синхродорожку 13 и маркер 14, блок 15 магнитных головок, в котором первая магнитная головка 16 считывает метку маркера 14, а вторая магнитная головка 17 предназначена для считывания синхроимпульсов с еинхродорожки 13, второй усилитель 18, третий усилитель 19, блок 20 управления. Выход магнитной головки 16через усилитель 19 связан с входом блока 20 управления. Магнитная головка 17также через усилитель 18 связана со вторым входом блока 20 управления. Блок 21 аналого-цифрового преобразования, на первый вход которого-подается сигнал от операционного усилителя 9, на второй вход - с блока 20 управления, первый блок;;22 логической схемы И-НБ, второй блок 23 логического умножения И-НЕ, входы блоков 22,23 логических схем И-НЕ связаны с выходами блока 21 аналого-цифрового преобразователя, подключены параллельно и имеют число кана лов, равное числу синхродорожек 13 магН шного барабана li. Устройство также содержит блок 24 связи, микропроцессор . 25 схемы 26 сравнения и блок 27 управления ticnonнательным устройством (не шжазано). Блок 20 управления связан своими выходами с блоком 21 аналогчз-цифрового преобре зователя по выходу в логических блоков 22,23 И-НЁ гк выходам айв соответственнЬй с.хемой 26 сравнения по выхрay j.Выход бпока 24 связи соединен с входом бпока 20 управления, кроме того, блок 2О управления имеет вход g, Контроль. Бпой 23 И-НЕ через блок 24 связи соединен с микропроцессором 25, а блок 22 И-НЕ через схему 26 сравнения, на -которую подается сигнал через блок 24 связи от микро11 р цессора 25, выдает сигнал-через триггер 10 на блок 27 управления исполните-пьного устройства.Устройство работает спедующгол образом.. При подаче сигнала Контроль на вхо g, бтока 20 управления, последний переходит в режим ожидания, который будет длитвся до тех пор, пока не придет первый импульс ЗДС на его первый управляющий: вход с магнитной. головки 16 бпака - 15 магнитных головок, наведенной вращающимся маркером 14 и усиленной усилителем 18. После этого все элементы устройства.устанавливаются в исходное состояние (установочные цепи на чертеже не показаны). С некоторой (определеннр й задержкой во времени появляется рйзрешаюиий потенциал на выходе .д блока 20 управления, которы.й поступает на управляющий вход бпока 23 И-НЕ, а на вы ходах . - запрещающие потенциалы. Начинается первый цикл работы уст- .ройства - измерение величины зазоров между индукционным датчиком l и элементарными участками режущей кромки ротационного резца 12 строго по полярным координатам относительно ее оси вращения и запись этих величин зазоров в цифровой форме в память микропроцео. сора 25. Фактически в память микропроцессора 25 записывается первоначальная щероховатость режущей кромки. Йроиэ-. водится это следующим образом. В сипу того, что зазоры между ин-тК аукционным датчиком 1 и элементарными . участками режущей кромки различные, . текущий через обмотку 3 возбуждения переменный ток от генератора 8 изменяет магнитнь1й поток в магнитопроводе 2.. Изменяется соответственно амплитуда выходных сигналов на обмотке 4 считывания. На эти сигналы накладываются дополнительные помехи от механических колебаний резца 12. Из суммарного сш нала с обмотки 4 выделяется огибающа несущей частоты с помощью детектора 6. Сигналы с пьезоэлектрического датчика 5 подаются на усилитель 7 с регупируемым коэффициентом усиления, где они настраиваются на амплитуду, равную амплитуде дополнительных помех на детекторе 6. В операционном усилителе 9 происходит вычитание сигналов, поступающих с датчика 5, из сигналов, поступа- . ющих. с датчика. 1. -Таким образом, выделяются полезные сигналы, которые поступают в блок 21 аналого-цифрового преобразования. Преобразование сигналов из аналоговой формы в цифровую происходит по синхроимпульсу, поступающему с блока 20 по выходу JB tie блок 21. Числа с блока 21 поступают через блок 23 И-НЕ и блок 24 связи в микропроцессор 25. Запись осуществляется циклически по синхроимпульсам, посту1Г1ающим от магнитной головки 17 через усилитель 19 на второй управляющий вход бпока 20. Преобразование и последующая запись первоначальной шероховатости режущей кромки ротационного резца 12 в мшсропроцессоре 25 будет длиться до тех пор, пока магнитный барабан 11 с жестко закрепленным на. нем ротационным рез- цом 12 не совершит один полный оборот. По второму импутгь су с выхода а блока 20 управле.ния поступает запрещающий сигнал на управляющий вход блока 23 И-НЕ. Запись шероховатости режущей кромки прекращается и начинается второй цикл работы устройства - обсчет программы в микропроцессоре 25. Программа учитывает такие параметры как механические свойства материала изго- . тавливаемой детали, механические свойства режущей кромки, резанда, требуемую щероховатость поверхности готовой детали и начальную шероховатость режушей кромки. Поспе обсчета программы в м.икропроцессоре 25 выдается по своим полярным координатам конечная шероховатость элементарных участков режущей кромки ротационного резиа 12, при которой еще получается годная деталь. Данные по конечной шероховатости через блок 24 связи подаются на вторые установочные входы схемы 26 сравнения. При этом с блока 24 связи по в ходу блока 20 поступает сигнал, по которому блок 20 выдает разрешающий потенциал с выхода управляющий вход блока 22 И-НЕ. По приходу третьего (а в общем слу чае rt -го) импульса с магнитной головки 17 через « ycилитeль 15 начинается тре- . тий цикл работы устройства - сравнение текущей шероховатости строго по поляр510ныМ коораинатам режущей кромки ротационного резца 12 в процессе обработки с конечной шероховатостью. При етом чиспа с блока 21 анапогю-цифрового преобразования прокодят через блок 22 ИНЕ на схему 2в сравнения. Сравнение Ч1 сеп происходит циклически по синхроимпульсам с выхода JC блока 20 управления. Как только число, поступающее с блока 22 И-НВ, окажется равным или бoльшимJ конечного, находяшегося в схеме сравнения, последняя выдает сигнал Равно или Больше на триггер 10, который включает блок 27 управления испо1ь 521 нительным устройством, которое отводит резец. Одновременно сигнал выдается на блок 24 СВ513И для сообщения микропроцессору 25 об отводе резца. Устройство отключается .. Предлагаемое устройство осуществляетточный 1.и надежный контроль достижения технолопмеского критерия.1 затупления ротационного peisHa, что особенно важно при.обработке крупных и сложных деталей а также деталей из дорогостоящих Материалов. Они позволят уменьшить брак при обработке, позволят управлять качеством обрабатываемой поверхности.
. 7
| название | год | авторы | номер документа |
|---|---|---|---|
| ДАТЧИК ИСПРАВНОСТИ УЛЬТРАЗВУКОВЫХ ПРЕОБРАЗОВАТЕЛЕЙ | 2006 |
|
RU2327981C2 |
| Способ контроля состояния кромки режущего инструмента и устройство для его осуществления | 1990 |
|
SU1763890A1 |
| Устройство для определения износа ротационногоРЕзцА | 1978 |
|
SU828013A1 |
| КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЙ КОМПЛЕКС ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА | 1999 |
|
RU2169641C2 |
| Устройство для измерения скорости износа режущего инструмента | 1984 |
|
SU1188581A1 |
| Устройство для измерения износа и положения режущего инструмента в токарных станках | 1990 |
|
SU1757847A1 |
| Устройство для измерения износа режущего инструмента | 1976 |
|
SU648349A1 |
| УСТРОЙСТВО КОНТРОЛЯ ТОЧНОСТИ ОБРАБОТКИ ДЕТАЛЕЙ НА ТОКАРНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2010 |
|
RU2452595C2 |
| Устройство для контроля износа инструмента | 1989 |
|
SU1702245A1 |
| Устройство бесконтактного контроля износа режущего инструмента в процессе обработки | 1987 |
|
SU1439468A1 |
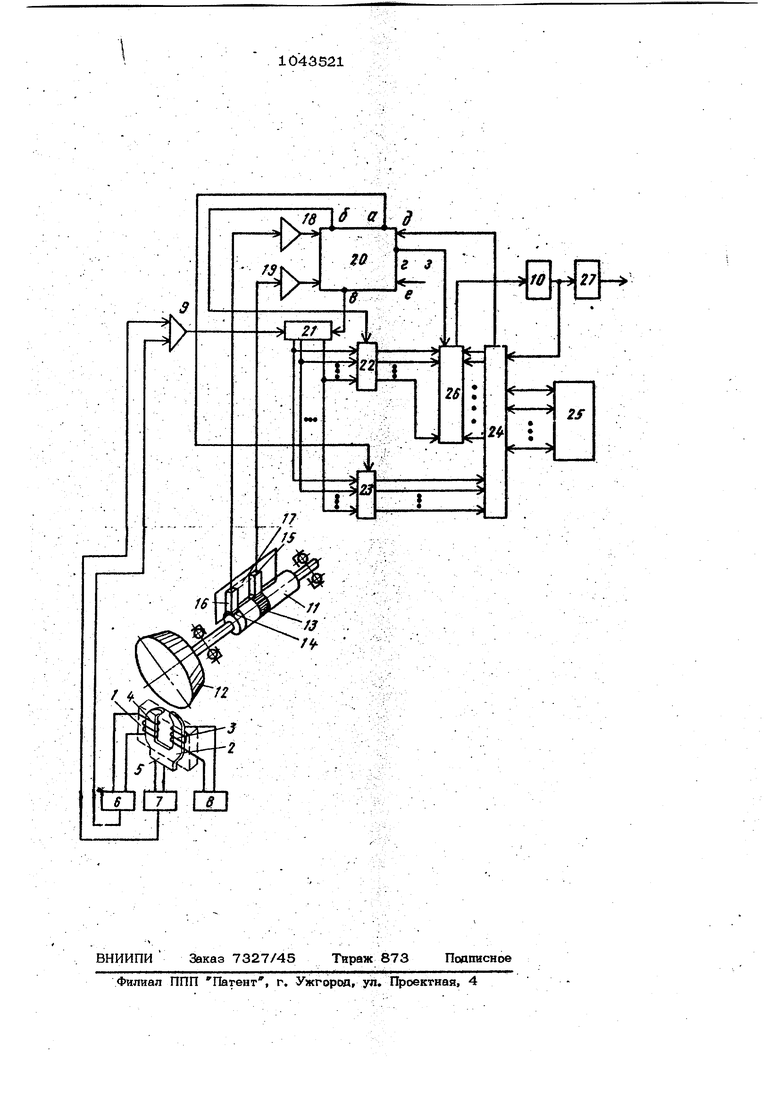
УСТГОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ СОСТОЯНИЯ РЕЖУШЕЙ КРОМКИ РОТАЦИОННОЮ РЕЗЦА, содержащее датчик износа режу щей кромки и датчик вибрации системы, корпусы которых жестко соединены между собой, детектор, вход которого с датчиком иэиоса, первь1й усилитель,вход которого соединен с датчиком вибрации, генератор несущей частоты, соед венный с датчиком износа, операияовный. усилитель, к входам которого подключены выходы первого усилителя и детектор, в триггер, о т .л и ч а ю щ е е с я тем, что, с .целью повышения точности опред&левия момент й достижения технологичеоного критерия взноса режущей кромки, оно снабжено магнитным барабаном, прей-., назначенным для жесткого закрепления на нем ротационного резиа, блоком мат : нитных головок, снимающих синхроимпульсы с магнитного барабана, вторым усипитепем, вход которого связан с первой, магнитной гоповкой блока, третьим усилителем, вход которого соединен с второй магнитной головкой блока, блоком упра&ления, первый и второй входы которого соединены с вторым и третьим усилителями, блоком аналого-цифрового преобразования, первый вход которого соединен с операционным усилителем, а втррой вход - с блоком управления, первым блоком И-НЕ, первый вход которого связан с блоком управления, а другие входы соединены с выходами блока аналого-инфрового преобразователя числом связей, равных числе синхроимпульсов, создаваемых второй магнитной головкой, вторым блоком И-НЕ, первый вхрд которого связан с.вь1ходом блока управления, а другие соединены с выходом блока аналого-цифрового преобразователя па-раплельно с первым блоком И-НЕ, связи, выходы которого связаны с вторым. блоком И-НЕ и первый выход iC блоком управления, микропроцессором, ,взавмосвязанным с блоком связи, схемой сравнения, входы которой подсоедвгневы к выходам блока управления, блока связи и первого блока Й-НЕ, а выход К входу триггера, выход которого подключен к входу блока связи.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для определения износа ротационногоРЕзцА | 1978 |
|
SU828013A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
