Изобретение относится к обработке металлов давлением, в частности к вспомогательному оборудованию обжимных реверсивных прокатных станов.
Известны манипуляторы-кантователи об-- 5 1жимных реверсивных прокатных. станов з предназначенные для перемещения раската , перпендикулярно к оси прокатки при установке его по оси соответствующего калибра, для поворота (кантовки) раската вокруг д его продольной оси, а также для правки искривленного раската и торможения металла, вышедшего из валков прокатного стана, состоящие из четырех массивных стальных линеек со штангами, приводимых в ., жение попарно (правые и левые линейки) 15 от отдельных электродвигателей,.одна из линеек манипулятора снабжена встроенными кантующими крюками, приводимыми в дви-i жение от собственного электродвигателя
При торможении раската линейками манипулятора правую и левую линейки манипулятора устанавливают по обе стороны выходящего, из валков раската с небольшим (50-100 мм) зазором. В момент выхода металла из зоны деформации линейки сдвигаются, зажимая раскат, тормозят и останав-;25 ливают его (Ij.:
Известно также устройство, в котором торможение необходимо начинать до выбро-i са металла из валков, уменьщая при этом усилие зажатия его лянейками манипулятора {2J.30
Однако, как показала практика эксплуатации, процесс торможения выброшенного, раската линейками неупорядочен, недоста-точно эффективен, а торможение невыбро шенного из валков раската опасно возможностью возникновения пробуксовок валков;35 и появления значительных динамических ко-; лебаний в линии главного привода прокатного стана.
Разгон прокатываемого металла для за-: , дачи его в валки осуществляют роликами рабочего рольганга. При этом максимально возможное ускорение металла мало, определяется весом ра-ската и не превышает
gf 3 м/с,
где - ускорение свободного падения; j5 f - коэффициент трения между роли- , ками рольганга и металлом.
Наиболее близким по технической сущности к предлагаемому является манипулятор-кантователь обжимного прокатного стана, включающий приводньге линейки с встро- 50 енными в них кантующими крюками и подпружиненными, утапливаемыми в тело линейки, приводными роликами (3.
Однако в известной конструкции манипулятора-кантователя вертикальные, подпру-. жиненные, приводные ролики должны рабо-1 55 тать синхронно с рабочим рольгангом при: торможении выброшенного из валков проКртного стана раската, а также при разгонегг его до определенной скорости с более вы-.Г сокими ускорениями для подачи в валкч inpoKatHoro стана. При этом интенсифика : ция процесса прокатки может быть достигнута только за счет увеличения мощности приводов вертикальных роликов. Установка электродвигателей большей мощности на линейках манипулятора ведет к утяжелению подвижных частей последнего, а это отрицательно сказывается на быстродействии .манипулятора, точности установки линеек и, следовательно, увеличивает цикл прокатки, снижая производительность прокатного стана. Интенсивность работы рабочего роль-; Ганга при этом не изменяется, как не из-;меняется и его воздействие на раскат при торможении и разгоне.;
Цель изобретения - увеличение производительности прокатного стана за счет сокращения времени торможения вышедшего из валков проката и времени возвращения его для прокатки в следующем пропуске.
Поставленная цель достигается тем, чта в манипуляторе-кантователе обжимного прО катного стана, включающем приводные ли-; нейки с встроенными в них кантующими крюками и подпружиненными, утапливаемыми в |тёло линейки, приводными роликами, последние установлены наклонно к плоскости рабочего рольганга под углом 70-85°.
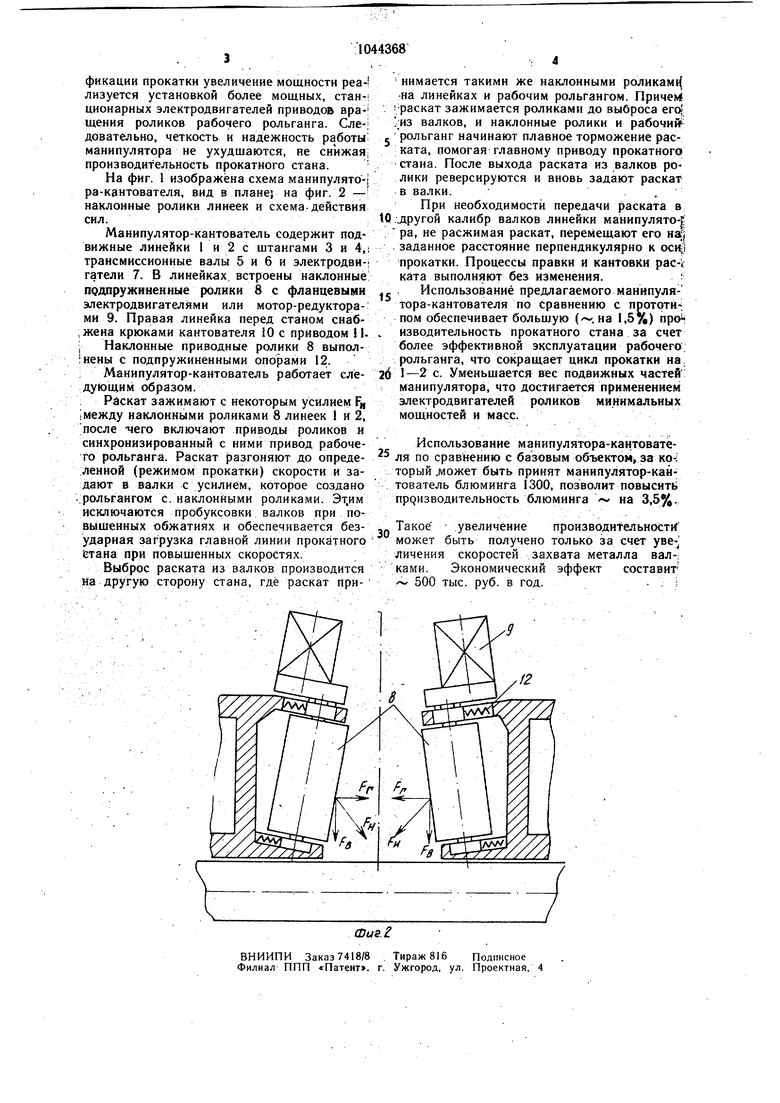
Угол наклона роликов к вертикали опре деляется углом выпуска калибров прокат-; |Ных валков, а также радиусом скруглений углов раската и может колебаться в диапаЗоне 5--20°. Ролики расположены на обеих линейках и наклонены навстречу так, что при зажатии раската линейками с роликами .появляется вертикальная составляющая FB силы зажатия линеек Ff. Эта составляющая дополнительно к весу раската прижимает; lero к роликам рабочего рольганга и, следо/ вательно, обеспечивает более эффективное воздействие рабочего рольганга на раскат.i ; В этом случае рабочий рольганг может придать большее ускорение раскату как при торможении, так и при разгоне. Следова-: тельно, мощность электродвигателей вращения наклонных роликов на линейках манипулятора может быть сведена к минимуму.
Наклонные ролики на линейках, имеющие индивидуальные электродвигатели млнимальной мощности, работают синхронно с; рабочим рольгангом, .создавая дополнительно усилия для торможения и разгона раската
Таким образом, значительно снижаются паузы в цикле прокатки, увеличиваются скорости захвата, уменьшая машинное время, и увеличиваются обжатия в пропусках, что в целом поднимает производительность про(Катного стана.
Вес подвижных частей (линеек) манипулятора по сравнению с прототипом умень шается, так как необходимое для интенси
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор-кантователь обжимного прокатного стана | 1973 |
|
SU452382A1 |
| Обжимной прокатный стан | 1984 |
|
SU1187900A1 |
| Прокатный стан | 1974 |
|
SU463483A1 |
| Манипулятор с кантователем | 1982 |
|
SU1219198A1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ В СМЕЖНЫХ КАЛИБРАХ ПРЯМОУГОЛЬНОЙ ИЛИ ФАСОННОЙ ЗАГОТОВКИ | 1999 |
|
RU2197337C2 |
| Кантователь прямоугольного проката | 1980 |
|
SU933152A1 |
| Манипулятор обжимного прокатного стана | 1980 |
|
SU935149A1 |
| Устройство для центрирования и транспортирования проката | 1980 |
|
SU921654A1 |
| Рабочий рольганг обжимного прокатного стана | 1977 |
|
SU716660A2 |
| Способ реверсивной прокатки | 1990 |
|
SU1741945A1 |
МАНИПУЛЯТОР-КАНТОВАЛ ТЕЛЬ ОБЖИМНОГО ПРОКАТНОГО СТА-: НА, включающий приводные линейки с встро; енными в них кантующими крюками и подпружинеиными, утапливаемыми в тело линейки, приводными роликами, отличающийся тем, что, с целью увеличения производительности прокатного стана за счет сокращения времени торможения вышедшего из валков проката и времени возвращения его-, для прокатки в следующем пропуске, привод ные ролики установлены наклонно к плос кости рабочего рольганга под углом 70-85°. СП с 4 QO Од СХ)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Королев А | |||
| А | |||
| Механическое оборуг дование прокатных цехов черной и цветной металлургии | |||
| М., «Металлургия, 1976, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
