I
Изобретение относится к металлургическому машиностроению и может быть использовано в клетях обжимных и заготовочных прокатных станов.
Цель изобретения - повышение надежности в работе манипулятора путем предотвращения ударов раската в прорези линейки.
На фиг4 1 представлен манипулятор с кантователем, вид сверху; на фиг.2 разрез А-А на фиг. 1.
Манипулятор содержит линейки 1 и 2, соединенные с выступами штанг 3 Перемещение последних осуществляется реечным приводом (не показан).От продольного перемещения линейки 1 и 2 фиксируются штырями 4, сопряженными с направляющими 5 рабочего рольганга. На линейке 1 смонтирован поворотньш от привода (не показан) вал 6 кантователя с кантукхцими крюками 7. Рабочий выступ 8 крюков 7 расположен ниже опорной поверхности 9 и выступает за габарит рабочей поверхности 10 линейки 1. На рабочей поверхности 11 линейки 2 расположены соответственно крюкам 7 сквозные вертикальные прорези 12, сечение которых несколько больше сечения выступа 8 крюков 7. В каждой прорези 12 заподлицо с рабочей поверхностью 11 линейки 2 установлена проставка 13. Верхний конец простав- ки снабжен ограничительным выступом 14, опертым на линейку, и шар , нирно связан с рычагом 15, соединенным с поворотной осью 16, закрепленной на той же линейке. Нижний конец проставки 13 расположен выше выступа 8 крюка 7.
Манипулятор с кантователем работает следующим образом.
Для перемещения проката вдоль валков стана линейками 1 и 2 включается привод 3 перемещения штанг.
Для кантовки раската включается привод поворотного вала 6, крюки 7 поднимаются, кантуя своим выступом 8 прокат на 90.
В случае включения привода кантовки при максимальном сближении
2191982
линеек 1 и 2, когда выступ 8 крюка
7оказывается под опорной поверхностью 9 линейки 2,он взаимодействует с нижним концом проставки 13
5 и поднимает ее, вьщвигая по прорези 12. При опускании крюка 7 в исходное положение проставка 13 опускается в прорезь 12 под силой собственной тяжести до контакта огра- 10 ничительного выступа 1А с линейкой.
При транспортировании проката к валкам стана или выдаче его из валков передний конец раската бес15 препятственно проходит вдоль рабочей поверхности 11 линейки 2, так как прорези в линейке 2 заполнены проставками 13.
Таким образом, использование
20 изобретения позволит снизить динамические нагрузки на узлы манипулятора и, тем самьм, уменьшить интенсивность их износа, вероятность поломок и сбоев в работе .25 -стана.
Как показали исследования, из-за возможности ударов подогнутого или разлохмаченного конца раската, движущегося между линейками, из-за
3Q прорезей на рабочей поверхности тянущей линейки, имеющихся в известном техническом решении, происходят сбои в работе стана или поломки линейки, что приводит к простоям стана в среднем около
8ч в год.
Технико-экономический эффект от использования предлагаемого изобретения складывается из следукицих компонентов: увеличивается производительность стана за счет ликвида- ади простоев из-за сбоев процесса прокатки при втыкании раската в прорези линейки и за счет исключения поломок манипулятора вследствие динамических перегрузок от втыкания раската в прорези линеек. Кроме того, сокращаются затраты на ремонты узлов манипулятора, вызванные поломками от динамических пере35
40
45
50
грузок.
A - A(na ffffHyma)
16
fS f
фиг. 2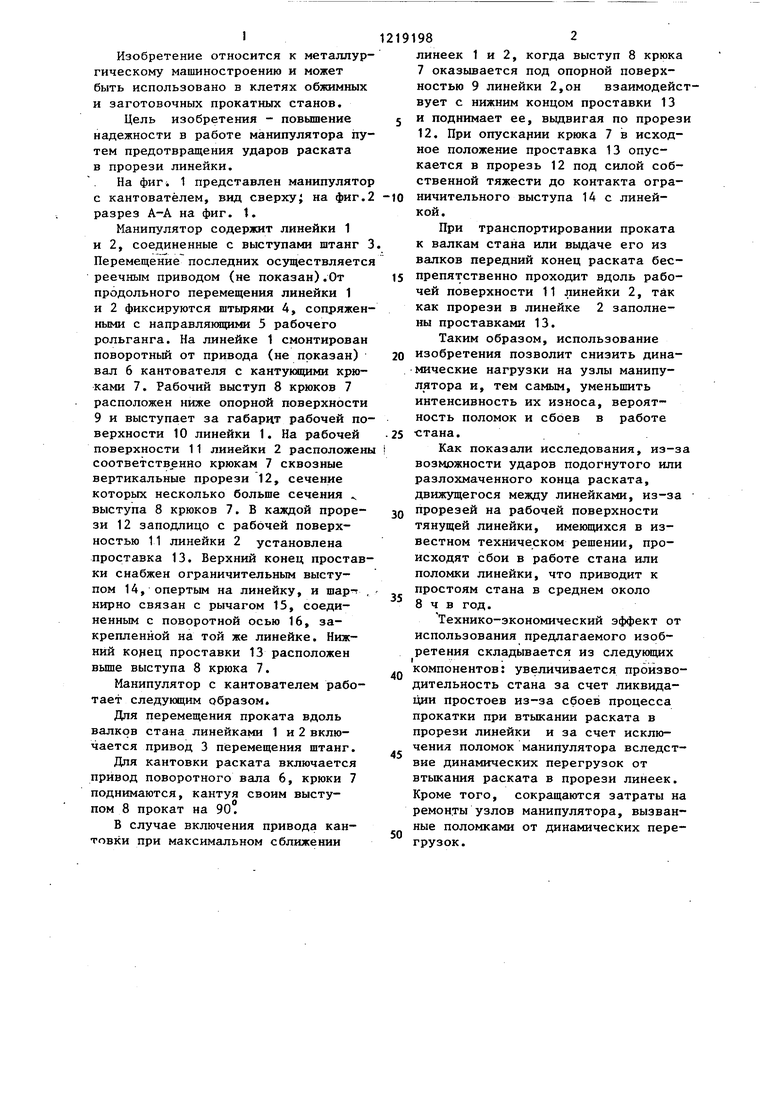
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор-кантователь обжимного прокатного стана | 1982 |
|
SU1044368A1 |
| Манипулятор-кантователь обжимного прокатного стана | 1973 |
|
SU452382A1 |
| Кривошипно-шатунный механизм | 1980 |
|
SU998807A1 |
| Манипулятор с кантователем обжимного прокатного стана | 1982 |
|
SU1217517A1 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197341C2 |
| Утепляемые подвижные пальцы на линейке манипулятора, действующие синхронно с крюками кантователя | 1957 |
|
SU115350A1 |
| Рабочий рольганг обжимного прокатного стана | 1979 |
|
SU971544A1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ В СМЕЖНЫХ КАЛИБРАХ ПРЯМОУГОЛЬНОЙ ИЛИ ФАСОННОЙ ЗАГОТОВКИ | 1999 |
|
RU2197337C2 |
| Манипулятор обжимного прокатного стана | 1980 |
|
SU935149A1 |
| Способ автоматического управления процессом кантовки раската | 1974 |
|
SU498992A1 |

| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Целиков А.И | |||
| и др | |||
| Прокатные станы | |||
| - М.: Металлургия, 1958, с | |||
| Способ получения жидкой протравы для основных красителей | 1923 |
|
SU344A1 |
| Способ применения поваренной соли в нагревательной закалочной ванне при высоких температурах | 1923 |
|
SU412A1 |
