Изобретение относится к обработке металлов давлением и может быть использовано для изготовления осесимметричных изделий, например гор,ловин фланцев, переходных муфт и других изделий путем раздачи полых цилиндрических заготовок. Известен инструмент для формовки раструбов на концах полых цилиндрических заготовок, содержащий формующую в виде усечённого конуса .часть и сопряженную с ней заходную часть 1, . Данный инструмент предназначен для формовки заготовок с небольшой толщиной стенки. С увеличением толщины стенки деформируемых заготовок возрастают давления на инструмент при осуществлении раздачи, что влечет за собой увеличение габаритов ин струмента. Это является основным недостатком инструмента, так как не позволяет применять его для осуществ ления процесса раздачи толстостенных заготовок малого диаметра. Цель изобретения - повышение технологических возможностей формовки. Поставленная цель достигается тем что в инструменте для формовки растр бов на концах полых цилиндрических заготовок, содержащем формующую в виде усеченного конуса часть и сопря женную с ней заходную часть, последняя выполнена в виде усеченного конуса, большее основание которого является меньшим основанием упомянуто. го конуса формующей части, при этом заходиая часть в продольном сечении представляет собой равнобокую трапецию, диагональ которой равна внутреннему диаметру заготовки, а диаг метр основания и длина боковой сторо ны определяются из соотношений d -fdeV 2d igH Е. sin et/2 tfeff dK Е « 0,5Р, 1o,5(d|HH-d2) где Ер- длина образующей внутреннего контура раструба; внутренний диаметр заготовки «Зц - внутренний наибольший диа- метр раструба; сС - угол между обраЗ;ующими внутреннего контура раструба. На чертеже изображен предлагаемый инструмент, общий вид. С Инструмент 1 с диагональю 2 выполнен в виде усеченного конуса 3с образующей , соответствующей конфигурации раструба, и заходной частью 5 в виде усеченного конуса, продольное сечение которого представляет со15ой равнобокую трапецию с большим основанием 6, боковой стороной 7 и диагональю 8-, равной-внутреннему дV1aметру заготовки. Боковая сторона. и большее основание 6 определяются из соотношений ipBH- 2de..E.sindf/2 dfiH dn -« 0,5Е, d.-f TsidfTTfT где внутренний- диаметр заготовки; ; к внутренний наибольший диаметр раструба; 0р - длина образующей .внутреннего контура раструба; oL - угол между образующими внутреннего контура раструба. Инструмент 1 установлен, например, на подшипниковых опорах с возможностью свободного вращения вокруг оси 00. - , -« Устройство работает .- следующим образом. Для формовки раструба к вращающейся заготовке подводят инструмент 1 и вводят его в контакт с ней таким образом, чтобы ее торец одновременно контактировал в двух диаметрально противог1оложных точках а и в диагонали 8 заходной части 5 инструмента 1. За счет сил трения в контактных -зонах инструмент 1 получает вращательное движение вокруг оси 00, а процесс формовки раструба осуществляется в результате отно :ительного перемещения инструмента 1 вдоль оси вращения заготовки. При этом точки, принадлежащее торцовой части заготовки, перемещаются вдоль образующих 7 и 4 соответственно заходной части 5 и усечённого конуса 3, образуя две диаметрально противоположные .зоны д& формирования. Длина боковой стороны 7 заходной части S определяется из условия равенства суммарных усилий деформирования, действующих на рабочие поверхности инструмента 1. В момент, торец раструба совместится с плоскостью, перпендикулярной оси вращения заготовки и проходящей через точку педесечения большего основания 6 заходной части 5 с осью 00, .обрайуются еще две диаметрально противопо3:1лржные локальные зоны деформирования которые располагаются в направлении большей оси эллипса, который является проекцией большего основания 6 заходной части 5 на упомянутую плескость. При дальнейшем перемещений инструмента 1, когда длина образуют ющей внутреннего контура раструба превышает длину боковой стороны 7 заходной части 5 происходит доформовка раструба до необходимого размера. При достижении заданных размеров раструба диагональ его внутрен88него контура равна диагонали 2 инструмента 1. Таким образом, благодаря локальному воздействию деформирующего усиЛИЯ, которое обеспечивается совокупностью признаков предлагаемого инструмента, уменьшается усилие деформирования, за счет чего снижается себестоимость изделий в результате осуществления процесса раздачи на станках токарной группы, стоимость которых значительно ниже стоимости кузнечно-прессОвого оборудования.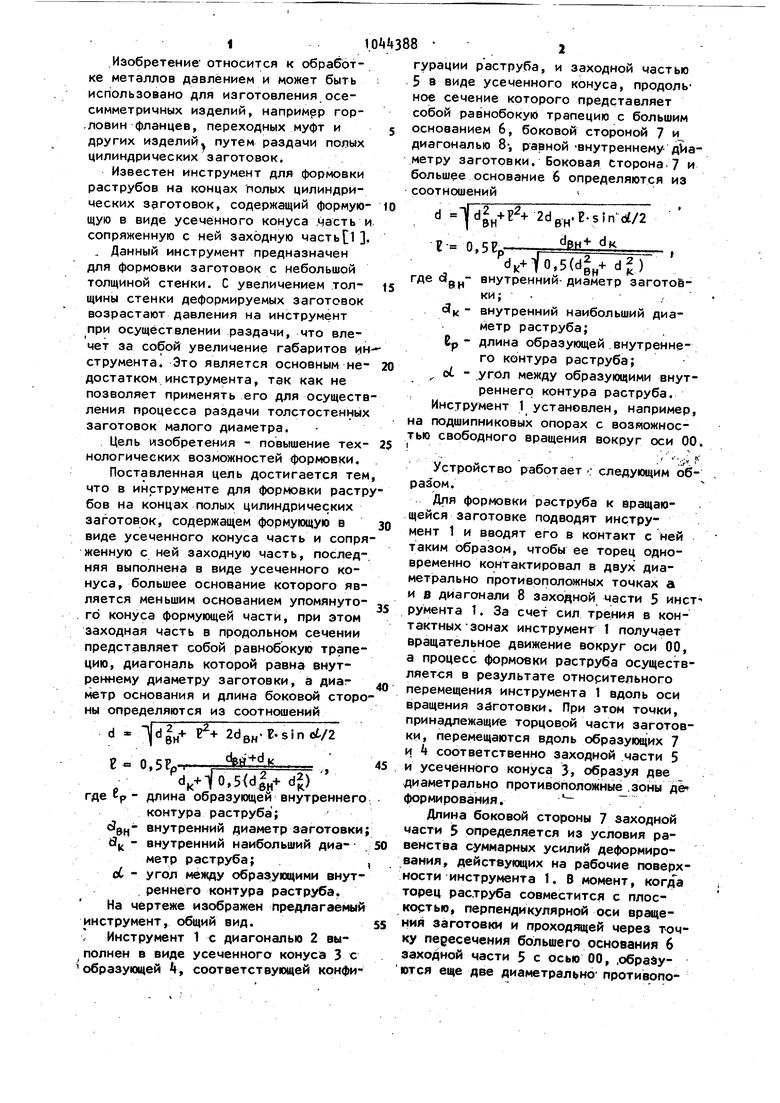
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формовки фланцев на полой цилиндрической детали | 1985 |
|
SU1355339A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДВУХСТЕННЫХ СТАКАНОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242310C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСТУПЕНЧАТОЙ ТОНКОСТЕННОЙ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2807406C1 |
| Способ развальцовки трубчатых заготовок и устройство для его осуществления | 1985 |
|
SU1375383A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2540287C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2532581C2 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| ЗАГОТОВКА ОБОЛОЧКИ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2209705C2 |
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНУСООБРАЗНЫХ ТРУБ ДЛЯ ТЕПЛООБМЕННЫХ АППАРАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2516334C2 |
ИНСТРУМЕНТ ДЛЯ ФОРМОВКИ РАСТРУБОВ НА КОНЦАХ ПОЛЫХ ЦИЛЙНДРИ г,ЧЕСКИХ ЗАГОТОВОК, содержащий формую|цую в виде усеченного конуса часть и сопряженную с ней заходную часть, от л и ч а ю щ и и с я тем, что, с целью расширения : технологических. возможностей путем уменьшения усилий формовки, заходная часть выполнена в виде усеченного конуса, большее основание которого является меньшим основанием упомянутого конуса формующей части, при этом заходная часть в продольном сечении представляет собой равнобркую трапецию, диагональ которой равна внутреннему диаметру заготовки, а диаметр основания и длина боковой стороны определяются из соотношений + « +2d 7Т P-slndL/2 ей вн deH+ dfe 0,5Fp VYo.5() где внутренний диаметр заготовки;$ d - внутренний наибольший диа а метр раструба;v7 Ер - длина образующей внутренне- f го контура раструба; et - угол между образующими 2 внутреннего контура раструба.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гредитор М.А | |||
| Давильные работы и ротационное выдавливание | |||
| М., Машиностроение, 1971,, с.39, рис | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
