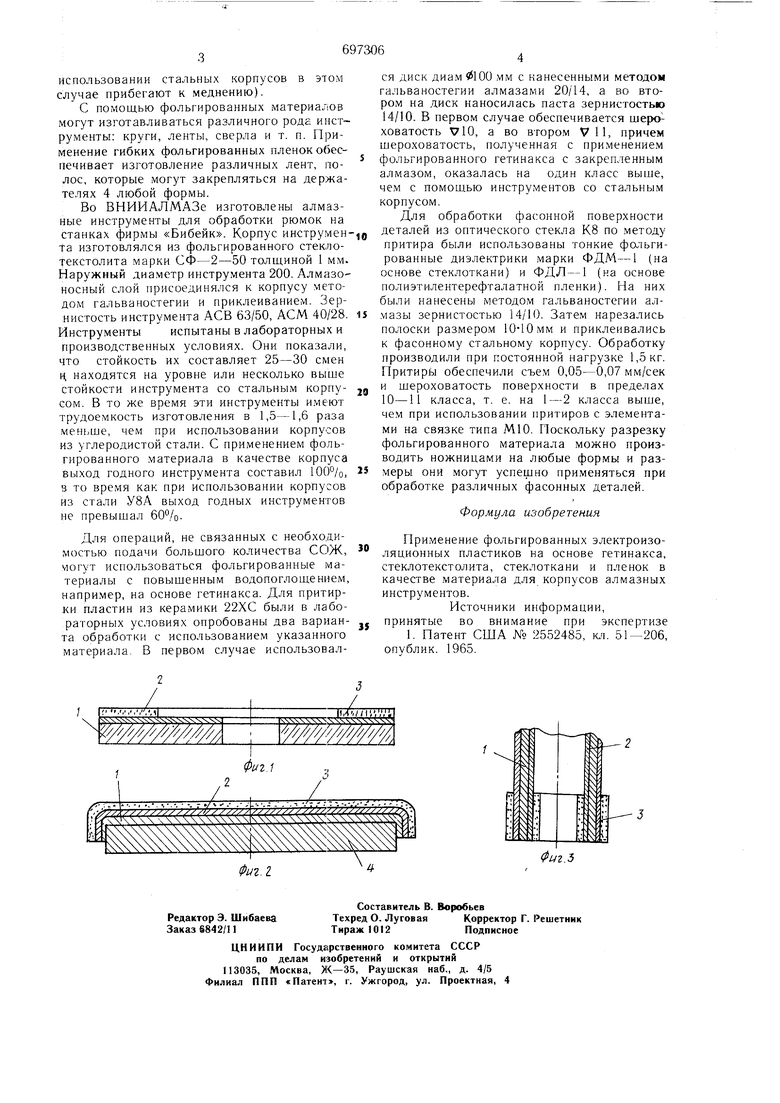
Изобретение отноентея к облаети из товления а,1мазных инструментов. F3 настоянлее время нри изготов.леими a.i.мазных инстру.ментов qaaie веего в качестве материала д.1я корпусов используют сталь и алю.миний 11. Эти материаль обладают достаточной жесткостью, одиако их изготовление связано с выеокой трудоемкостью, а также со сложностью обеспечения точностных показателей в части плоскостности. .Металлические корпуса, изготовленные из листового материала обладают значительной анизотропностью. Цель изобретения - обеспечение высокой точности ио плоскостпости корпуса инструмепта и сохранение ее в процессе экснлуатации, снижение трудоемкости его изготовлеиия, а также иовьинение адгезионной способности материала корпуса к алмазному слою. Указанная цель достигается применением фольгироваиных электроизоляционньгх пластиков па основе гетинакса, стеклотекстолита Б качестве материала для изготовления корпусов алмазных инструментов. Осповпое пазпачеиие фольгипованных NUI1ери;1лов - 3roi4)B, печатных плат в и 1)0изivoдетве радиотехнической аппаратуры, .И1ТСЛЬ {ОЙ ТеХПИКИ и Электре,. Осно:5 этих материа.юв составляют слоисТ1 :е .ектропзоляциоииые илаетинКи и,1и :1, i стек.к т -ксто,1иг. гетинакс, стек.тоTiwJiii,) ир Г ит;п1ные термореактивным связ юаи1м..Они обладают высоким упругости li проч1;оетью, облицованы с о.тHi) или сторон фольгой из металла выcoKtii электропроводимости. Последнее о6сто51те. ibCTBo весьма важно для алмазьи,1х инструментов, изготов,теипых методо.м га.тьваносте1ии. hi фиг. 1 и 2 представлен инетр мент, работаюии Й торцолг; па фиг. 3 - инструмент типа сверла. Корине 1 из указанного материала облииовап фольгой 2 и нееет алмазоносный слой 3. Прсдхсматривается испо,1ьзовапие также фольгироваг;пых п.теиок, которь1е xopoiLio соединяются с алмазоносным слоем при соединстии .методом па11ки или ск,пеивания (при использовании стальных корпусов в этом случае прибегают к меднению). С помощью фольгированных материалов могут изготавливаться различного рода инструменты: круги, ленты, сверла и т. п. Применение гибких фольгированных пленок обеспечивает изготовление различных лент, полос, которые могут закрепляться на держателях 4 любой формы. Во ВНИИАЛМАЗе изготовлены алмазные инструменты для обработки рюмок на станках фирмы «Бибейк. Корпус инструмента изготовлялся из фольгированного стеклотекстолита марки СФ-2-50 толщиной 1 мм. Наружный диаметр инструмента 200. Алмазокосный слой присоединялся к корпусу методом гальваностегии и приклеиванием. Зернистость инструмента АСЕ 63/50, АСМ 40/28. Инструменты испытаны в лабораторных и производственных условиях. Они показали, что стойкость их составляет 25-30 смен ц находятся на уровне или несколько выше стойкости инструмента со стальным корпусом. В то же время эти инструменты и.меют трудоемкость изготовления в 1,5-1,6 раза меньше, чем при использовании корпусов из углеродистой стали. С применением фольгированного материала в качестве корпуса выход годного инструмента составил 100°/о, в то время как при использовании корпусов из стали У8А выход годных инструментов не превышал 60%. Для операций, не связанных с необходимостью подачи большого количества СОЖ, могут использоваться фольгированные материалы с повышенны.м водопоглошением, например, на основе гетинакса. Для притирки пластин из кера.мики 22ХС были в лабораторных условиях опробованы два варианта обработки с использованием указанного материала. В первом случае использовался диск диам 0100 мм с нанесенными методом гальваностегии алмазами 20/14, а во втором на диск наносилась паста зернистостью 14/10. В первом случае обеспечивается шероховатость VIО, а во втором VII, причем шероховатость, полученная с применением фольгированного гетинакса с закрепленным алмазом, оказалась на один класс выше, чем с помощью инструментов со стальным корпусом. Для обработки фасонной поверхности деталей из оптического стекла К8 по методу притира были использованы тонкие фольгированные диэлектрики марки (на основе стеклоткани) и ФДЛ-1 (на основе полиэтилентерефталатной пленки). На них были нанесены методом гальваностегии алмазы зернистостью 14/10. Затем нарезались полоски размером Ю-Юмм и приклеивались к фасонному стальному корпусу. Обработку производили при постоянной нагрузке 1,5кг. Притиры обеспечили съем 0,05-6,07 мм/сек и шероховатость поверхности в пределах 10-11 класса, т. е. на 1-2 класса выше, чем при использовании притиров с элементами на связке типа М10. Поскольку разрезку фольгированного материала можно производить ножницами на любые формы и размеры они могут успешно применяться при обработке различных фасонных деталей. Формула изобретения Применение фольгированных электроизоляционных пластиков на основе гетинакса, стеклотекстолита, стеклоткани и пленок в качестве материала для корпусов алмазных инструментов. Источники информации, принятые во внимание при экспертизе 1. Патент США № 2552485, кл. 51-206, опублик. 1965.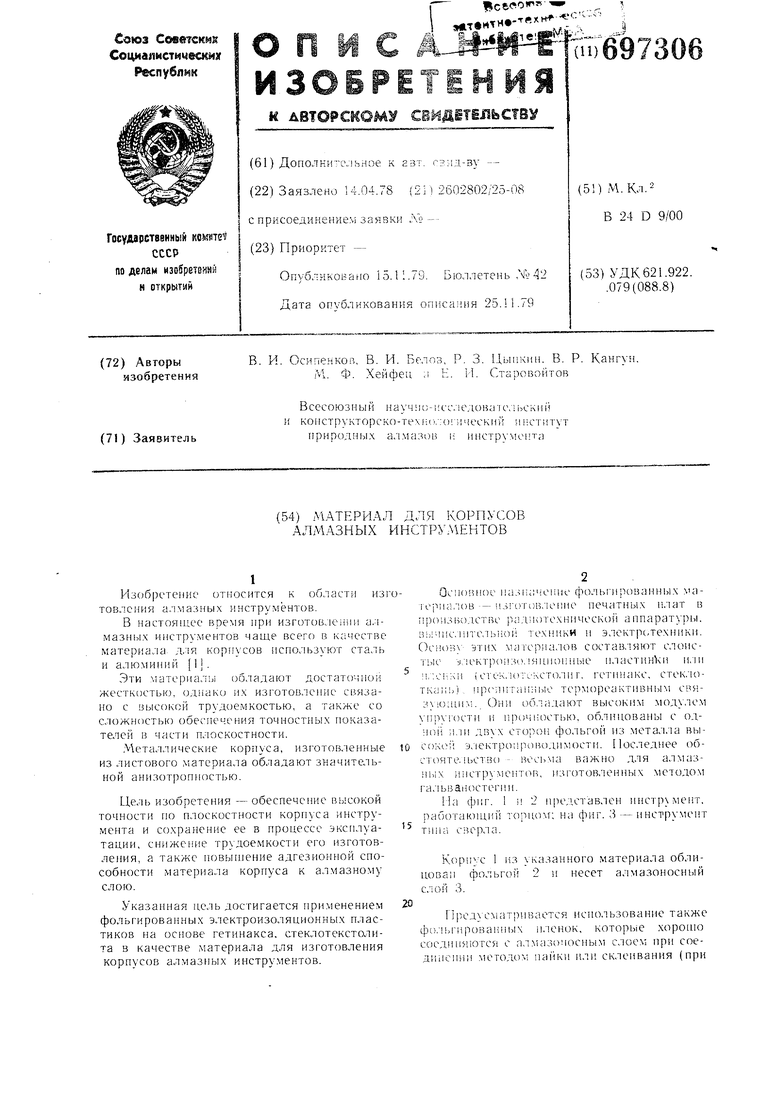
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазное сверло | 1980 |
|
SU1009783A1 |
| Алмазный инструмент | 1983 |
|
SU1151443A1 |
| Абразивный инструмент | 1987 |
|
SU1440684A1 |
| Способ изготовления алмазного трубчатого сверла | 1982 |
|
SU1044456A1 |
| Способ изготовления абразивного инструмента гальваническим методом | 1982 |
|
SU1021588A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГАЛЬВАНИЧЕСКОГО КОМПОЗИЦИОННОГО ПОКРЫТИЯ, СОДЕРЖАЩЕГО НАНОАЛМАЗНЫЕ ПОРОШКИ | 2012 |
|
RU2487201C1 |
| Способ изготовления алмазного сверла малого диаметра | 1982 |
|
SU1060343A1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧЕЙ ПОВЕРХНОСТИ АЛМАЗНОГО КРУГА ФОРМЫ 6А2 | 2005 |
|
RU2313437C2 |
| Способ изготовления сборного инструмента | 1977 |
|
SU730473A1 |
| Способ изготовления алмазного инструмента | 1985 |
|
SU1283067A1 |
