Изобретение относится к сварочным материалам и предназначено для регулирования термического цикла сварки и защиты близлежащих к зоне сварки иетермостойких деталей или ппверхмостей от температурного воздействия дуги и брызг расплавленного металла.
Известен состав сварочной пасты н основе красного шлама и металлического порошка LU.
Эта паста позволяет уменьшить объем нагретого металла сварке и увеличить скЬрость его охлаждения, что приводит к сужению зоны пласти ческих деформаций и снижению коробления листовых конструкций. Однако .область применения пасты ограниче;на, что объясняется неудовлетворительными структурно-механическими . характеристиками, небольшой влаж-; ностью и слабой адгезией.
Наиболее близким к предлагаемому является состав теплопоглощающей. сварочной пасты, содержащей палыгорскит, асбест и воду 2
Палыгорскит служит структурообра-: ЗУ.кхцим элементом и сообщает пасте не обходимые адгезионные свойства,обеспечивая самоудержание слоя пасты на плоскостях в любых пространственных положениях. Асбест является структурообразующим и выполняет функцию фигильно-пористого элемента. Данная паста имеет высокую влажность -и отличается повышенной теплопоглощающей способностью. Паста поглощает тепло за счет парообразования, поэтому интенсивный отбор тепла начинается от 100 С. Для уменьшения остаточных короблений, особенно при сварке алюминиевых конструкций, необходимо понизить этот предел. Весьма существенным недостатком пасты является сравнительно невысокая интенсивность поглощения тепла по сравнению со скоростью ввода тепла при дуговой сварке. Вследствие этого паста недостаточно эффективна при подаче ее в процесс сварки непосредственно на кристаллизующийся шов. Паста охлаждает поверхности, нагретые до температур не выше 350°С. При более высокой температуре асбест не успевает отводить водяной пар, а образовавшаяся паровая подушка отрывает слой пасты от поверхности. Вследствие этого пасту нельзя располагать к стыку
ближе зоны распространения температуры .
Целью изобретения является повышение интенсивности теплоотвода увеличение его скорости и уменьшение нижней температурной границы действия теплопоглощаюцей сварочной пас ты.
Цель достигается тем, что в состав на основе палыгорскита, асбеста и воды дополнительно введена соль, температура распада которой ниже при следующем соотношении компонентов , вес.%:
Палыгорскит. i - 8 Асбест1 Соль2k - tO
Вода Остальное
При этом как наиболее эффективная соль используется бикарбонат аммония а для улучшения структурно-механических характеристик и адгезии дополнительно введена карбоксиметилцеллюлоза в количестве 0,1-0,15 от общего веса.
Введение соли осуществляется в перенасыщенном растворе. Поскольку введенная соль уменьшает содержание основного теплоносителя, то реакция распада ее должна быть эндотермическая с достаточным количеством поглощения тепла. Отличительным признаком соли является и то, что при. распаде она переходит непосредственно из твердого состояния в газообразное, минуя жидкую фазу. Тогда при резком нагреве кристалла соли (если паста расположена в зоне температур выше 5G 2QQ°C) образуется газ, причем с такой интенсивностью, что пробивает отверстие в слое пасты. Таким образом, в зоне высоких температур слой приобретает пористую структуру с предпочтительной направленностью наружу от нагретой поверхности. Такая структура обеспечивает свободное выведение из пастьГ интенсивно образующихся водяных паров и газов растворенной части соли. При выходе они обмениваются теплом с верхними слоями, таким образом паста работает по всему объему.
Если паста предлагаемого состава находится в зоне температур ниже Т50-200 С она действует по сходному характеру с известной пастой Г2, отличаясь более низким температурным пределом начала использования. Это обусловлено тем, что одновремен
но с водой теплоносителем в пасте выступает и соль, температура разложения которой ниже .
8 предлагаемый состав введена соль бикарбонат аммония . Она обеспечивает наиболее высокие теплоотводящие- свойства пасты, а также удовлетворяет предъявляемым к пасте требованиям: нетоксичности, стабильности структурно-механических характеристик, устойчивости при комнатных температурах, отсутствию ак тивности по отношению к свариваемым материалам.
При нагреве выше бикарбонат аммония распадается на аммиак, углекислый газ и воду
ИСОг ,,+ C024.HaO-Q,
где Я.
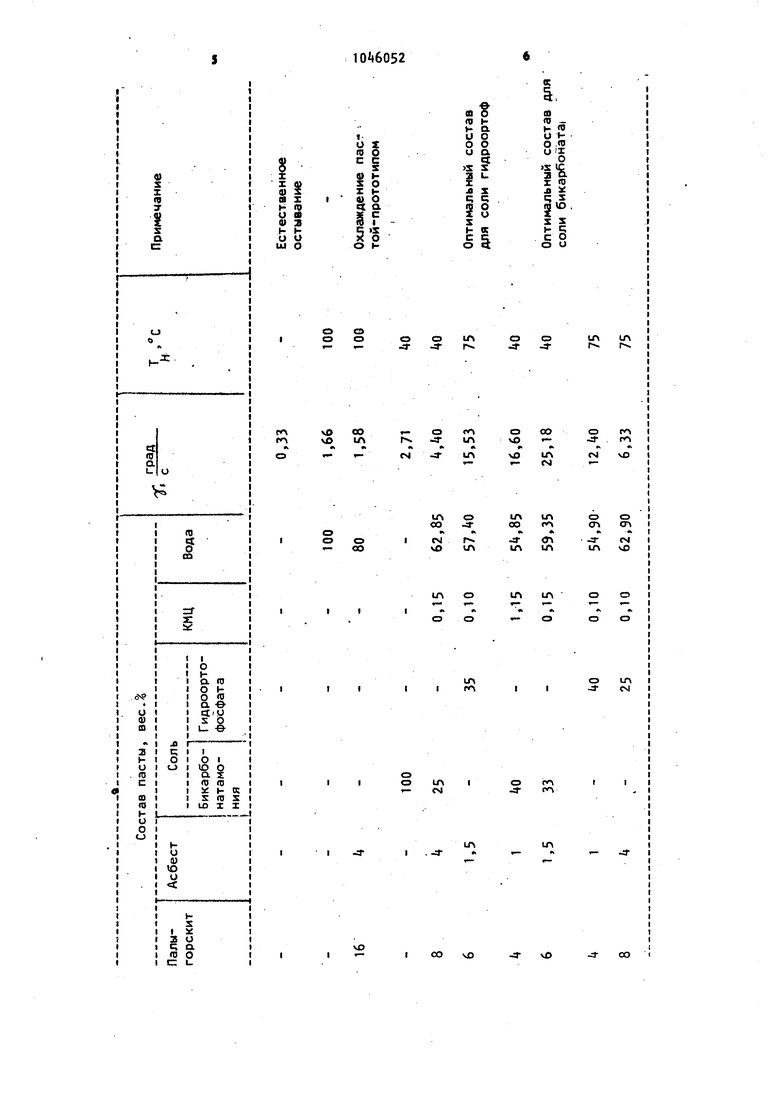
Для определения оптимального состава пасты проведены эксперименты по исследованию скоростей охлаждения образце в зависимости от способа отвода тепла.
Суть экспериментов заключается в следующем..
Теплоизолированная снизу к по торцам пластинка из AM сплава размерами) 100x35x10 мм нагревается в печи до 500°С,затем на свободную верхнюю поверхность образца помещают тепло поглощающую пасту и регистрируют изменение его температуры во времени. Температуру измеряют при помощи хромельалюмелевой термопары, зачеканенной на нижней поверхности пластинки. Результаты экспериментов представлены в таблице.
m
« о о «о
он
s
|ш л :i:
ч ю.
Е
о о

| название | год | авторы | номер документа |
|---|---|---|---|
| Состав теплопоглащающей сварочной пасты | 1976 |
|
SU591289A1 |
| Теплопоглощающий элемент и состав для его изготовления | 1986 |
|
SU1449276A1 |
| Теплопоглощающая сварочная паста | 2023 |
|
RU2823714C1 |
| Подкладка | 1977 |
|
SU722714A1 |
| Прижим для сварки тонколистовых изделий | 1978 |
|
SU698741A1 |
| ПЛАСТИНЧАТЫЙ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОШЛАКОВОЙСВАРКИ | 1970 |
|
SU261613A1 |
| Устройство для прижима под сваркуи СВАРКи издЕлий | 1979 |
|
SU846203A1 |
| Способ подводной сварки | 1987 |
|
SU1505700A1 |
| Способ сварки плавлением | 1979 |
|
SU859074A1 |
| Сварочный материал | 1988 |
|
SU1802772A3 |
СОСТАВ ТЕПЛОПОГЛОЩАЩЕЙ СВА РОЧНОЙ ПАСТЫ, содержащий палыгорскит, асбест и воду, отличающийся тем, что, с целью повышения интенсивности теплоотвода, увеличения его скорости и уменьшения i нижней температурной границы действия пасты, он дополнительно содержит соль, температура распада которой ниже при следующем соотношении компонентов, вес.%: - 8 Палыгорскит 1 - i Асбест - kQ Соль Вода Остальное 2. Состав по п.1, отличающийся тем, что в качестве, соли он содержит бикарбонат аммония. 3. Состав по П.1, отличающийся тем, что, с целью улучg (Л шения структурно-механических и адгезионных свойств пасты , он дополнительно содержит карбоксииетилцеллю- . лозу в количестве 0,1-0,15% от общего веса.
1Л
1Л
1Л
о -г
о
о
г
г
-3г
-3о оо
f«
г
ГЛ
JJT
LTt
чО -
ч
см
ОLTt
1Л
- (М
1Л гЛ
ш
о
о .
о о-
оо
СП
л
-аJ м
1Л
1Л
1Л
so
1Л
1Л 1Л
о
о
о
LTV
сэ
-3«М
о ш Iо глг
- смJ- ро
1Л
Ln . -:«
«
со
v
оо
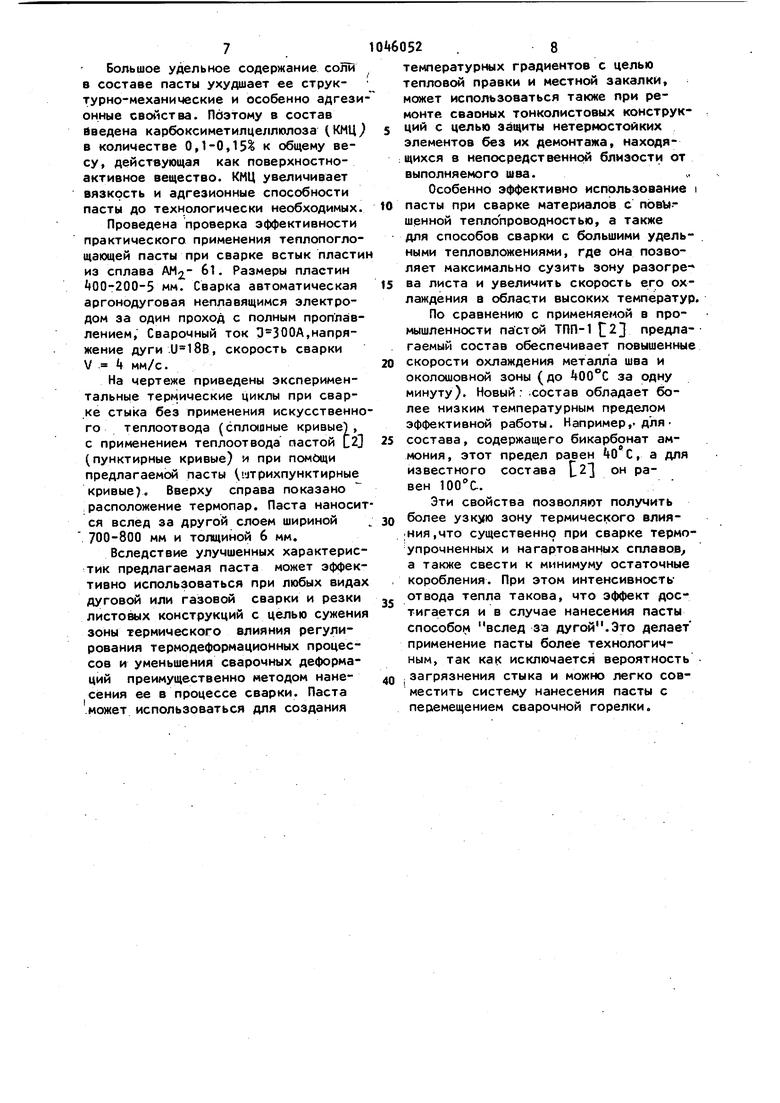
JO Большое удельное содержание соли в составе пасты ухудшает ее структурно-механические и особенно адгези онные свойства. Поэтому в состав Введена карбоксиметилцеллюлоза (КМЦ в количестве 0,1-0,15% к общему весу, действующая как поверхностноактивное вещество. КМЦ увеличивает вязкость и адгезионные способности пасты до технологически необходимых. Проведена проверка эффективности практического применения теплопоглощающей пасты при сварке встык пласти сплава АМо- 61, Размеры пластин 00-200-5 мм. Сварка автоматическая аргонодуговая неплавящимся электродом за один проход с полным проплавлением. Сварочный ток D-300A,напряжение дуги ., скорость сварки V . k мм/с. На чертеже приведены экспериментальные термические циклы при свар.ке стыка без применения искусственно го теплоотвода (сплошные кривые), с применением теплоотвода пастой L2 (пунктирные кривые) и при помбщи предлагаемой пасты (штрихпунктирные кривые). Вверху справа показано расположение термопар. Паста наноси ся вслед за другой слоем шириной 700-800 мм и толщиной 6 мм. Вследствие улучшенных характерис тик предлагаемая паста может эффек тивно использоваться при любых вида дуговой или га:зовой сварки и резки листовых конструкций с целью сужени зоны термического влияния регулирования термодеформационных процессов и уменьшения сварочных деформаций преимущественно методом нанесения ее в процессе сварки. Паста .может использоваться для создания S2 . 8 температурных градиентов с целью тепловой правки и местной закалки, может использоваться также при ремонте сваоных тонколистовых конструкций с целью защиты нетермостойких элементов без их демонтажа, находящихся в непосредственной близости от выполняемого шва. Особенно эффективно использование i пасты при сварке материалов с пови-шенной теплопроводностью, а также для способов сварки с большими удельными тепловложениями, где она позволяет максимально сузить зону разогре- ва листа и увеличить скорость его охлаждения в области высоких температур. По сравнению с применяемой в промышленности пастой ТПП-1 предлагаемый состав обеспечивает повышенные скорости охлаждения металла шва и металла шва околошовной зоны (до 400°С за одну минуту). Новый: .состав обладает более низким температурным пределом эффективной работы. Например, для состава, содержащего бикарбонат амэтот предел , а мония, предел известного он расоставаЭти свойства позволяют получить более узкую зону термического влия;ния,что существенно при сварке термо прочненных и нагартованных сплавов а также свести к минимуму остаточные коробления. При этом интенсивностьотвода тепла такова, что эффект достигается и в случае нанесения пасты способом вслед за дугой.Это делает применение пасты более технологичным, так как исключается вероятность загрязнения стыка и можно легко совместить систему нанесения пасты с перемещением сварочной горелки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № , кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Состав теплопоглащающей сварочной пасты | 1976 |
|
SU591289A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
