Изобретение относится к элёктродуговой сварке под водой «мокрым способом и может быть использовано при сварке нефтегазопроводов, гидротехнических сооружений, судов и других объектов.
Целью изобретения является расширение технологических возможностей и маневренности способа за счет простоты его реализации.
В процессе сварки «мокрым способом ограничивают теплоотвод в окружающую среду за счет ее подогрева в ограниченной области, охватывающей зону горения дуги, до температуры порядка 34-35°С.
Эффект достигается за счет использования особых свойств воды: уменьшение теплопроводности и снижение скорости охлаждения металла шва находятся в прямой зависимости от теплоемкости; характеризующейся минимальным значением при 34- 35°С. Вода обладает чрезвычайно больщой теплоемкостью, например, в Ю раз большей, чем железо. При этом обычно теплоемкость других жидкостей с увеличением температуры увеличивается. Вода, в отличии от других жидкостей, обладает минимальным значением теплоемкости при 34-35°С, г с ростом температуры теплоемкость вновь растет. Появление этого минимума объясняется разрушением ассоциаций (групп) молекул воды примерно при этих температурах.
При нагреве воды до указанной температуры в области, охватывающей дугу, наблюдается значительное снижение теплоотдачи, количество выделяемой тепловой энергии резко возрастает, увеличивая парообразование и превращая парогазовую смесь в ионизированное состояние. При этом улучшаются условия горения сварочной дуги и формирование наплавляемого металла.
Значительное снижение теплоотдачи способствует более полной дегазации металла шва. Прежде всего это касается диффузионного водорода, влияющего на охрупчива- ние и трещинообразование в сварном соединении. Кроме того, напряжение дуги понижается.
сд о сд
10
25
Разогрев области, охватывающей дугу, можно осуществлять различными способами, например подачей горячей воды, разогре- ого газа, использованием -электрических, индукционных способов, применением термо- химических процессов и т. д. Ограничение теплоотвода при «мокрой подводной сварке целесообразно осуществлять не только от металла щва и зоны термического влияния, но и от области, охватывающей дугу, так как более 30% мощности дуги расходуется на нагрев, испарение и разложение воды (диссоциацию молекул воды).
Кроме того, вокруг дуги образуется замкнутый объем (парогазовый пузырь), который -15 непрерывно изменяется по форме и размерам, разрушается и возобновляется с частотой до 15 циклов в 1 с.
От объема вытесненной окружающей воды парогазовым пузырем зависят стабильность процесса горения дуги, эффективность использования поступающего тепла, протекание металлургических процессов, скорость охлаждения и, в конечном счете, качество сварного соединения.
Подогрев среды облегчает условия парообразования: при этом размеры и частота образования пузыря увеличиваются, что обеспечивает более продолжительное воздействие теплопередачи излучением от столба дуги на ванну расплавленного металла. В связи с этим качество металла сварного соединения значительно выше (см. табл.): металл шва получается плотным и однородным вследствие более продолжительного пребывания его в жидком состоянии, предупреждаются непровары в корне щва и по кромкам.
В реальных условиях способ может быть осуществлен следующим образом.
На держатель с электродом монтируется стакан (локальная камера) емкостью 0,2- 0,5 л. При этом дно стакана обращено в сторону, противоположную зоне горения дуги, а стенки его являются экраном нагретой внутри воды. Между внутренней стенкой и электродом расположен концентрично спиральный электронагреватель, напоминающий бытовой кипятильник, мощностью 0,25- 1 кВт. Для обеспечения нагрева воды в заданных пределах система оборудована термостатом, который при увеличении температуры (выше 35°С) отключает, а при уменьшении температуры (ниже 34°С) включает подогрев воды.
20
30
35
.„
45
Пример. В лабораторных условиях подогрев осуществляют следующим образом. На держатель с электродом монтировали стакан емкостью 0,2 л. Между внутренней стенкой и электродом был расположен спиральный электронагреватель мощностью 0,25 кВт.
Сваривают стыковые образцы из стали толш,иной 12 мм. Сварочным материалом является порошковая проволока, при этом используют полуавтомат для подводной сварки. Сварку производят на режиме А, в, Vee 7,8 м/ч.
5
5
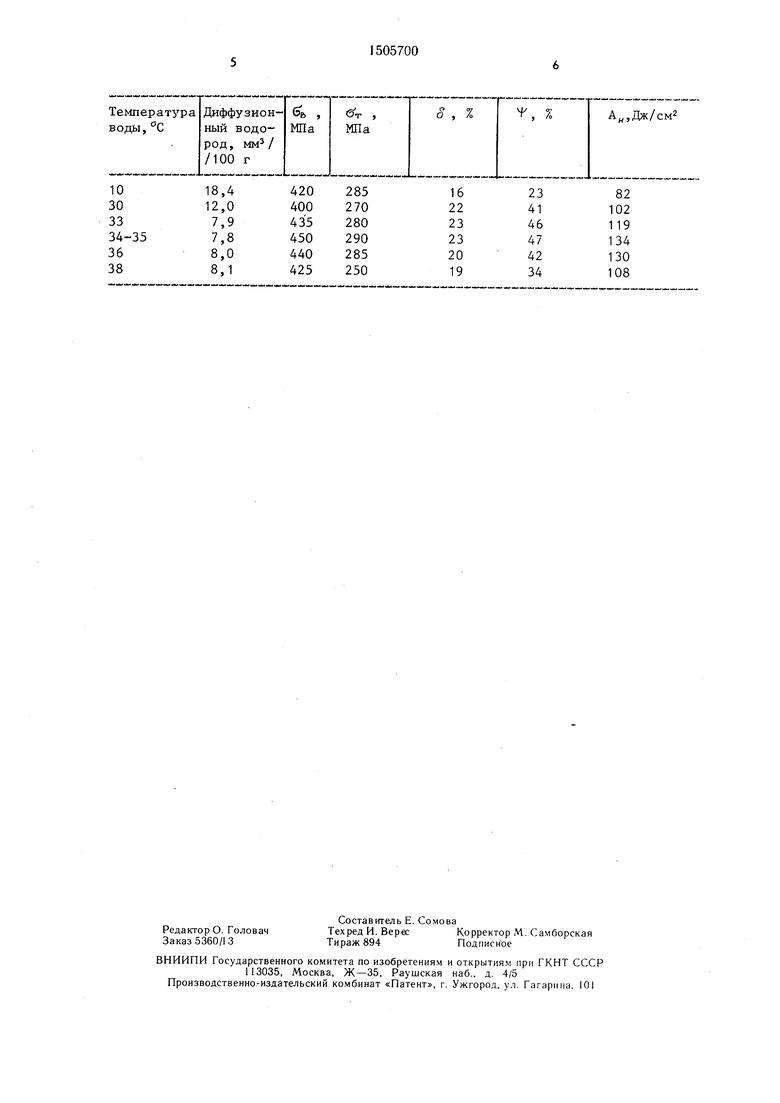
Результаты испытаний, сварного шва по предлагаемому способу приведены в таблице.
В ходе проведенных экспериментов выявлено, что на образцах при температурах окружающей воды 10-33°С имеются поры и трещины, а при сварке в подогретой воде до температуры 34-35°С трещины и поры
0 отсутствуют. При температуре 36°С и более наблюдается снижение механических свойств металла шва и ухудшение формирования сварного соединения. Последнее, кроме указанных причин, дополнительно объясняется возрастанием циркуляционных потоков в околодуговом пространстве, что существенно влияет на качество сварного соединения. По данным экспериментов установлено следующее: зажигание дуги сопровождается образованием парогазовой рубашки. При
0 этом дуга горит более интенсивно, чем при использовании известного способа. Более низкая теплоотдача, отмечаемая в предлагаемом способе, способствует существенному снижению температурного градиента и, как следствие, улучшению сварочного процесса и
5 получению качественного сварного соединения.
Формула изобретения
„ Способ подводной сварки, при котором дугу зажигают непосредственно в воде с образованием парогазового пузыря, и в процессе сварки ограничивают теплоотвод из зоны горения дуги, отличающийся тем, что, с целью расщирения технологических воз5 можностей и маневренности способа за счет простоты его реализации, ограничение теплоотвода достигают путем снижения теплопроводности воды, для чего воду в прилегающей к электроду области подогревают до температуры 34-35°С и поддерживают эту температуру в процессе сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Покрытый электрод для подводной мокрой сварки | 2023 |
|
RU2825112C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ МОКРЫМ СПОСОБОМ | 2013 |
|
RU2536313C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ СТАЛЕЙ ПОД ВОДОЙ | 2013 |
|
RU2536314C1 |
| Низколегированная самозащитная порошковая проволока для подводной мокрой сварки высокопрочных сталей | 2024 |
|
RU2832711C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ МЕХАНИЗИРОВАННОЙ ПОДВОДНОЙ СВАРКИ | 2014 |
|
RU2595161C2 |
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ | 2013 |
|
RU2539284C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ СТАЛЕЙ | 2014 |
|
RU2585605C1 |
| Способ подводной мокрой сварки и резки с порошковой проволокой и флюсовой лентой | 2021 |
|
RU2771341C1 |
| СОСТАВ ШИХТЫ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1995 |
|
RU2071895C1 |
| Способ дуговой сварки | 1978 |
|
SU791483A1 |
Изобретение относится к электродуговой сварке под водой "мокрым" способом и может быть использовано при изготовлении и ремонте нефтегазопроводов, гидротехнических сооружений, судов и т.д. Цель изобретения - расширение технологических возможностей и повышение маневренности за счет простоты его реализации. Способ предусматривает ограничение теплоотвода из зоны горения дуги за счет подогрева ограниченного объема воды вокруг электрода до температуры 34-35°С и поддержания ее в процессе сварки. Эффект достигается за счет использования особого свойства воды - минимального значения ее теплоемкости при 34-35°С. При этой температуре наблюдается снижение теплоотдачи, количество полезной тепловой энергии резко возрастает, увеличивается парообразование. При этом улучшаются условия горения дуги и формирование наплавленного металла. 1 табл.
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ И РЕЗКИ МЕТАЛЛОВ ПОД ВОДОЙ | 1945 |
|
SU81274A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Итоги науки и техники | |||
| Сер | |||
| Сварка Т | |||
| Насос | 1917 |
|
SU13A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
